100 MW 級反動式高壓內(nèi)缸制造工藝流程探究
2021-01-18 02:30:08岳軍賢
東方汽輪機 2020年4期
岳軍賢
(東方電氣集團東方汽輪機有限公司, 四川 德陽, 618000)
0 引言
余熱發(fā)電主要是指利用鋼鐵、 煤礦、 化工等企業(yè)生產(chǎn)過程中所產(chǎn)生的多余熱能轉(zhuǎn)化為電能。該發(fā)電技術(shù)不僅節(jié)能, 還能實現(xiàn)清潔環(huán)保。 數(shù)據(jù)顯示現(xiàn)階段中國一次能源利用率約30%, 比世界平均水平低3 個百分點左右, 存在著巨大的能源浪費, 因此提高能源利用率成為當前國家節(jié)能環(huán)保的重要手段, 余熱發(fā)電市場前景相對可觀。 本文選取100 MW 級超高溫亞臨界機組高壓內(nèi)缸的制造流程來探討制造成本及效率問題。
1 100 MW 級反動式高壓內(nèi)缸的結(jié)構(gòu)特點
100 MW 級超高溫亞臨界機組采用高壓、 低壓及后缸三缸結(jié)構(gòu), 高低壓部分均為雙層缸結(jié)構(gòu),采用反動式通流技術(shù)。 從電廠運行情況以及理論推算反動式通流技術(shù)在額定工況下氣耗相比沖動式通流技術(shù)低8%~10%, 且熱能轉(zhuǎn)換更加充分、熱利用率更高, 被廣泛應(yīng)用于鋼鐵、 建材、 化工行業(yè)。
與常規(guī)沖動式機組不同, 此類機組均采用反動式汽輪機技術(shù)設(shè)計。 在相同的蒸汽參數(shù)和容量等級條件下, 反動式的級數(shù)較沖動式多, 汽缸更長、 內(nèi)腔更小且全為加工面。 其高壓內(nèi)缸內(nèi)孔尺寸就更加狹小, 加工難度相對較大。 圖1 所示是高壓內(nèi)缸的毛坯輪廓圖。
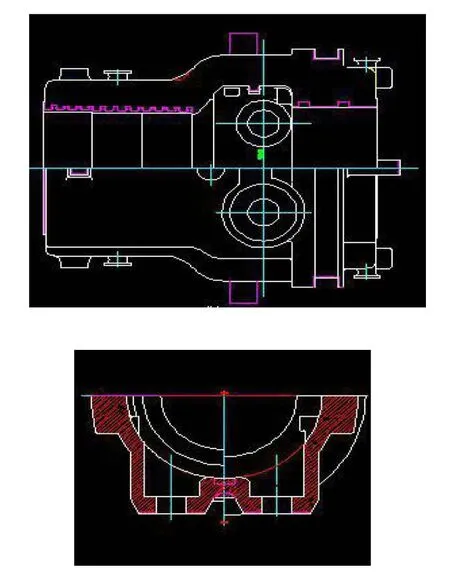
圖1 高壓內(nèi)缸毛坯輪廓圖
高壓內(nèi)缸具體結(jié)構(gòu)如下:
(1)汽缸為上下半合缸結(jié)構(gòu)。 材質(zhì)為ZG15Cr1Mo1V, 上下半毛坯的重量都為6 000 kg,缸體的外形輪廓長2 031 mm、 最大外徑φ1 620 mm、 內(nèi)孔直徑φ735 mm~φ820 mm, 靜葉圍帶車削后內(nèi)孔直徑φ660 mm。
(2)內(nèi)腔結(jié)構(gòu)包含12 級靜葉安裝T 型槽及12根槽底斂縫片槽, 各級靜葉安裝槽之間4 根汽封片槽共計48 槽, 分為高低齒, 高壓端開檔槽及內(nèi)缸定位環(huán)槽; 外部結(jié)構(gòu)包含上下半各2 個進汽管及定位鍵。
(3)中分面通孔背部是很狹窄的法蘭結(jié)構(gòu), 法蘭與非加工面過渡復(fù)雜; 中分面連接孔采用6 個4-8un、 14 個3-8un、 6-M60×4、 4-M52×3 等4 個規(guī)格的螺孔組成; 同時布局有4 個φ30 錐銷孔、 2導(dǎo)柱孔及2 頂開孔。
2 高壓內(nèi)缸制造工藝流程設(shè)計
2.1 總體加工方案制定
100 MW 級反動式高壓內(nèi)缸為上下半結(jié)構(gòu), 主要加工的部位有: 中分面、 中分面各孔及背部刮面、 內(nèi)腔開檔槽、 T 型槽、 斂縫片槽、 汽封片安裝槽、 背部定位環(huán)槽、 懸掛銷槽、 背部進汽管等。
高壓內(nèi)缸經(jīng)鑄造、 熱處理、 粗加工合格后轉(zhuǎn)入精加工工序。 主要加工設(shè)備有: XKA2840*100數(shù)控龍門銑、 RFH100 搖臂鉆床、 CKX5250 數(shù)控5米立車、 TK6916 數(shù)控落地鏜銑床。
2.2 高壓內(nèi)缸制造工藝流程
相較于沖動式筒形內(nèi)缸, 應(yīng)將該反動式汽輪機內(nèi)缸在自由狀態(tài)下中分面的接觸間隙設(shè)計在0.03 mm 之內(nèi)。 加工過程中需要保證汽封齒片安裝槽、 斂縫片槽及靜葉安裝槽完全符合設(shè)計要求。結(jié)合該高壓內(nèi)缸的結(jié)構(gòu)特點、 加工流程的順暢性以及加工效率, 初步考慮設(shè)計2 種加工工藝流程進行加工對比, 見圖2。

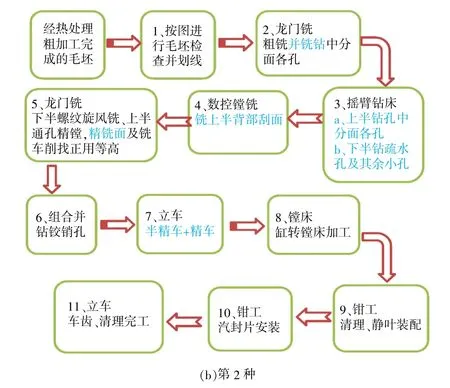
圖2 2 種加工流程
2.3 2 種制造工藝流程優(yōu)缺點分析探討
2.3.1 第1 種加工流程分析
第1 種加工流程即是傳統(tǒng)的加工流程, 工步之間就存在弊端。 實際操作發(fā)現(xiàn)先轉(zhuǎn)鏜床進行多余金屬去除經(jīng)常存在部分位置銑削不到位至刮面無法進行, 又得再次上鏜床, 如此來回重復(fù)動作會造成吊車轉(zhuǎn)運、 各機床重復(fù)裝夾及找正、 機床資源處于被動狀態(tài)等, 有很大程度的等待浪費,僅僅鉆鏜工序就讓加工周期加長; 接著車床序要求粗車完成后拆開進行消缺后再精車, 此工序也對產(chǎn)品加工周期造成一定影響, 實際加工中發(fā)現(xiàn)該步僅需進行目視檢查再進行臨床消缺即可。
2.3.2 第2 種加工流程圖分析
結(jié)合實際加工情況及第1 種流程的弊端經(jīng)驗形成第2 種加工流程, 對第1 種加工流程中部分工序進行優(yōu)化并合并, 2 種流程對比主要變化的地方在第2 種加工流程二中用藍色字體進行區(qū)別。
(1)在龍門銑粗銑階段就將中分面各孔利用復(fù)合鉆調(diào)整好鉆頭直徑至目標孔直徑, 直接在粗銑時將中分面孔鏜銑到位且深度超過刮面要求深度;
(2)直接轉(zhuǎn)至鉆床將上半中分面孔利用約φ30的鉆頭鉆通并鉆完其余圖紙要求的小孔、 下半中分面鉆疏水孔及鉆攻其余各孔, 對于上半鉆床無需進行背部刮面工序;
(3)上半在轉(zhuǎn)到鏜床進行背部刮面銑削;
(4)轉(zhuǎn)龍門銑精銑面及等高即可;
(5)車削工序半精車后不在拆缸處理, 而是通過目視檢查后進入精車工序;
(6)針對汽缸不同關(guān)鍵部位加工所應(yīng)用到的刀具進行精細化設(shè)計。 如: 背部刮面銑削時設(shè)計了專用銑面刀具, 很大程度上降低了刀片消耗(粗步測算節(jié)省費用為2.1 萬元/臺次), T 型槽車削選用鋒鋼R 刀、 鋒鋼左右R 刀, 汽封片安裝槽選用機架刀, 有效提高了加工質(zhì)量與加工效率。 第2種加工流程無需考慮多余金屬影響鉆床反刮面而來回重復(fù)動作的等待浪費, 同時銑出的刮面粗糙度遠好于鉆床刮面的粗糙度。 經(jīng)過調(diào)整改進后加工的流暢性上明顯提高, 同時將周期縮短近三分之一, 加工制造成本每臺次可降低近10 萬元。 因此, 在該型高壓內(nèi)缸的實際制造過程中傾向于第2種加工流程, 同時推廣于類似氣缸加工。
3 結(jié)論
當前低能耗、 可循環(huán)的節(jié)能環(huán)保型汽輪機組的加工生產(chǎn)已成為各大汽輪機制造企業(yè)的主要發(fā)展方向, 而反動式通流技術(shù)的應(yīng)用能夠更好提升機組運行的穩(wěn)定性與經(jīng)濟性。 依托工業(yè)廠礦、 城市供暖、 垃圾發(fā)電實現(xiàn)汽輪機的余熱循環(huán)利用,進一步為汽輪機加工制造流程優(yōu)化提供重要的指導(dǎo)意義。 對于企業(yè)而言降低制造成本勢在必行,通過100 MW 級高壓內(nèi)缸制造流程的探索, 總結(jié)出了一套完整、 高效且成本低廉的制造流程方案, 同樣可適用于各類相似結(jié)構(gòu)的汽缸制造加工過程中達到降本提質(zhì)的作用。 為后續(xù)市場訂單打下堅實的基礎(chǔ)。
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
能源工程(2020年5期)2021-01-04 01:29:00
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(2016年4期)2016-05-04 04:00:23
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
河南科技(2014年11期)2014-02-27 14:09:55
