一種平紗段彩紗的簡(jiǎn)易生產(chǎn)方法
2021-01-15 02:37:02何衛(wèi)民馬淑靜高明初桂亞夫
棉紡織技術(shù) 2021年1期
關(guān)鍵詞:生產(chǎn)
何衛(wèi)民 馬淑靜 高明初 桂亞夫
(1.浙江華孚色紡有限公司,浙江紹興,312300;2.浙江紡織服裝職業(yè)技術(shù)學(xué)院,浙江寧波,315211)
近年來,隨著人們對(duì)時(shí)尚化、個(gè)性化服裝需求的不斷增加,棉紡花式紗線成為紡織行業(yè)中的一個(gè)重要分支,廣泛受到人們的關(guān)注,尤其是近年來開發(fā)生產(chǎn)的段彩紗,滿足了現(xiàn)代人們個(gè)性化、差異化、時(shí)尚化的要求,備受大眾喜愛。
然而,市場(chǎng)上的段彩紗線是采用一根主色粗紗和一根飾色粗紗,在添加段彩紗裝置的三羅拉環(huán)錠紡細(xì)紗機(jī)上進(jìn)行生產(chǎn),前羅拉、中羅拉、錠子由細(xì)紗機(jī)主電機(jī)傳動(dòng),主色粗紗從中羅拉連續(xù)恒速喂入;后羅拉為獨(dú)立變頻驅(qū)動(dòng)的間斷運(yùn)動(dòng)方式,飾色粗紗斷續(xù)喂入牽伸區(qū),并與主色粗紗牽伸形成的須條匯合,經(jīng)錠子的加捻卷繞形成段彩紗線[1]。生產(chǎn)出的段彩紗產(chǎn)品色彩具有規(guī)律性或隨機(jī)性間斷變化,沿紗線軸向,紗線直徑不斷發(fā)生變化,存在條干差、強(qiáng)力低、毛羽多等問題。另外,細(xì)紗段彩裝置的改造需要添加伺服電機(jī)、變頻器、傳統(tǒng)輪系等專件器材,成本高,在數(shù)萬元以上。
為此,我們?cè)谫惤j(luò)集聚紡細(xì)紗機(jī)基礎(chǔ)上,通過專件器材改造、工藝創(chuàng)新,探索出一種生產(chǎn)平紗段彩紗的簡(jiǎn)易方法。此方法改造成本低、生產(chǎn)管理方便。生產(chǎn)出的段彩紗色彩豐富、絢麗多彩,而且紗線條干均勻、強(qiáng)力高、毛羽少,使段彩紗產(chǎn)品活潑時(shí)尚而不失精致。
1 平紗段彩紗的技術(shù)創(chuàng)意
傳統(tǒng)段彩紗的生產(chǎn),一般是在傳統(tǒng)三羅拉環(huán)錠紡細(xì)紗機(jī)上添加段彩紗裝置改造而成,即添加伺服電機(jī)及配套的傳動(dòng)裝置,使細(xì)紗機(jī)的后羅拉根據(jù)工藝設(shè)計(jì)要求,在生產(chǎn)過程中實(shí)現(xiàn)變速轉(zhuǎn)動(dòng),同時(shí)在后羅拉與中羅拉之間添加雙孔喇叭口。細(xì)紗機(jī)中羅拉、前羅拉、錠子仍采用主電機(jī)傳動(dòng)。生產(chǎn)時(shí),主色粗紗從中羅拉喇叭口的左孔喂入,飾色粗紗從后羅拉喇叭口喂入,經(jīng)后羅拉喂入中羅拉喇叭口的右孔。主色粗紗經(jīng)中羅拉,恒速喂入前牽伸區(qū),飾紗粗紗在伺服電機(jī)的控制下,經(jīng)后羅拉,變速喂入前牽伸區(qū),在前牽伸區(qū)的牽伸及錠子的加捻共同作用下紡制出紗線。由于飾色粗紗變速喂入,及主紗粗紗、飾色粗紗的顏色不同,使得紗線顏色呈段彩風(fēng)格。紗線的截面直徑也不斷發(fā)生變化,呈竹節(jié)紗結(jié)構(gòu)。
本研究所生產(chǎn)的平紗段彩紗技術(shù)創(chuàng)意巧妙、結(jié)構(gòu)簡(jiǎn)單。在傳統(tǒng)的賽絡(luò)集聚紡細(xì)紗機(jī)上生產(chǎn),不需要添加伺服電機(jī)等段彩裝置,只需要進(jìn)行簡(jiǎn)易的專件器材改造,結(jié)合細(xì)紗紡紗工藝的創(chuàng)新運(yùn)用,即可生產(chǎn)出具有平紗結(jié)構(gòu)的段彩紗。如圖1和圖2 所示,對(duì)后膠輥等進(jìn)行改造,設(shè)計(jì)加工成左右交錯(cuò)對(duì)應(yīng)的內(nèi)切多邊形的結(jié)構(gòu),并使弧段與直線交錯(cuò)相連,使得同一膠輥隨著后羅拉的轉(zhuǎn)動(dòng),其左右兩側(cè)交錯(cuò)與后羅拉接觸握持。在生產(chǎn)過程中,不同顏色的粗紗A、粗紗B 分別從后喇叭中的左孔、右孔喂入,隨后羅拉的轉(zhuǎn)動(dòng),后膠輥?zhàn)髠?cè)與后羅拉接觸握持,粗紗A 被中羅拉、后羅拉牽伸。與此同時(shí),后膠輥的右側(cè)與后羅拉不接觸不握持,粗紗B 以中羅拉的速度快速喂入前牽伸區(qū)[2]。后膠輥?zhàn)笥覂蓚?cè)與后羅拉交替握持,粗紗A、粗紗B的喂入速度交替發(fā)生變化,粗紗A、粗紗B 在紗線中的成分含量交替發(fā)生變化,由于兩種粗紗的顏色不同,使紡制出的紗線顏色不斷發(fā)生變化,即為段彩紗。
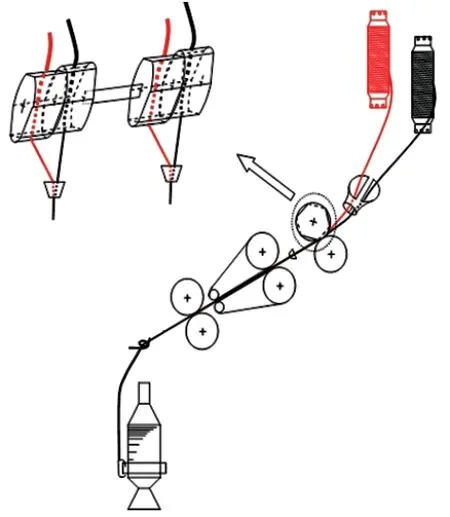
圖1 平紗段彩紗生產(chǎn)原理圖
假定粗紗 A、粗紗 B 的定量分別為TA、TB,且兩粗紗的定量相同,即TA=TB,中羅拉的轉(zhuǎn)動(dòng)速度為V中,后羅拉的轉(zhuǎn)動(dòng)速度為V后,則TA×V中+TB×V后=TA×V后+TB×V中=常數(shù)。因此,隨著后羅拉的轉(zhuǎn)動(dòng),雖然粗紗A、粗紗B 的喂入速度交替發(fā)生變化,但喂入總定量始終為固定常數(shù),紡制出的段彩紗為線密度均勻一致的平紗結(jié)構(gòu)。

圖2 改造的后膠輥實(shí)物圖
2 技術(shù)關(guān)鍵點(diǎn)
根據(jù)平紗段彩紗的技術(shù)創(chuàng)意,在開發(fā)生產(chǎn)過程中需要注意以下技術(shù)關(guān)鍵點(diǎn)。
2.1 后膠輥的加工形狀
細(xì)紗后膠輥的加工需要左右兩側(cè)交替相互對(duì)應(yīng),從而使喂入同一錠不同顏色的粗紗A、粗紗B一快一慢交替變化喂入中羅拉、前羅拉組成的牽伸區(qū),以實(shí)現(xiàn)紗線顏色的變化,且紗線的線密度不發(fā)生變化。后膠輥設(shè)計(jì)改造的形狀結(jié)構(gòu)直接影響紗線布面的風(fēng)格外觀。
根據(jù)技術(shù)創(chuàng)意,可以把后膠輥改造成內(nèi)切四邊形、六邊形、八邊形等形狀。后膠輥加工過程中,做到左右完全交錯(cuò)對(duì)應(yīng),確保兩粗紗的喂入速度交替發(fā)生變化,喂入中羅拉的總量保持不變。經(jīng)過試驗(yàn)對(duì)比,后膠輥設(shè)計(jì)加工成內(nèi)切六邊形效果最好。
2.2 細(xì)紗后區(qū)牽伸與集聚紡集聚槽配置
其他條件一定的情況下,后區(qū)牽伸倍數(shù)越大,A、B 兩粗紗的喂入速度之比就越大,紗線的顏色交替循環(huán)變化越明顯。
在傳統(tǒng)的細(xì)紗紡紗工藝中,細(xì)紗后區(qū)牽伸一般采用1.15 倍~1.35 倍,以獲得較好的條干均勻度。為提高段彩效果,把細(xì)紗后區(qū)牽伸提高至2.00 倍、3.00 倍、4.00 倍,甚至更高。在生產(chǎn)過程中,假定采用3.00 倍的后區(qū)牽伸,隨著后羅拉的轉(zhuǎn)動(dòng),后膠輥?zhàn)髠?cè)圓弧部分與后羅拉接觸握持,粗紗A 經(jīng)中后羅拉3.00 倍牽伸。而與此同時(shí),此膠輥的右側(cè)與后羅拉不接觸握持,粗紗B 不被中后羅拉握持牽伸,不存在后區(qū)牽伸,且以中羅拉的速度快速喂入前牽伸區(qū)。此時(shí),粗紗A、粗紗B 的喂入量之比為1∶3。同理,隨著后羅拉的轉(zhuǎn)動(dòng),當(dāng)后膠輥的右側(cè)圓弧部分與后羅拉接觸時(shí),粗紗A、粗紗B 的喂入量之比為3∶1。
根據(jù)此技術(shù)原理,在A、B 兩粗紗定量相同等條件一定的情況下,所采用后區(qū)牽伸越大,隨著后羅拉的轉(zhuǎn)動(dòng),粗紗A、粗紗B 的喂入量之比變化越大,紗線的段彩效果越明顯。在生產(chǎn)時(shí),我們可以根據(jù)面料風(fēng)格的需求,選取不同大小的后區(qū)牽伸,以達(dá)到實(shí)際的預(yù)期效果。
當(dāng)后區(qū)牽伸倍數(shù)達(dá)到一定程度時(shí),粗紗A、粗紗B 在前牽伸區(qū)形成的兩束纖維須條大小差異較大,周期變化較大,且兩束纖維須條間距較大,在紡紗三角區(qū)易發(fā)生斷頭。經(jīng)過試驗(yàn),在中后羅拉之間增加中檔喇叭口,可以減小兩束纖維的間距。同時(shí),采用傳統(tǒng)的負(fù)壓?jiǎn)慰准鄄郛愋喂埽墒箖煞N粗紗牽伸后形成的兩束纖維須條在加捻之前聚合在一起,減少細(xì)紗斷頭,提高生產(chǎn)效率。
2.3 細(xì)紗后喇叭口兩孔間隔
該平紗段彩紗生產(chǎn)技術(shù)采用兩種不同顏色的粗紗A、粗紗B,兩種粗紗在后膠輥的左右兩側(cè)喂入,使之交錯(cuò)以不同速度喂入中羅拉。因此,A、B兩粗紗喂入時(shí),兩者之間必須有一定間隔,確保兩種粗紗分別在膠輥的一側(cè),避免相互干擾,或某一側(cè)粗紗跑出后區(qū)牽伸區(qū)。
2.4 細(xì)紗橫動(dòng)裝置的調(diào)整
為了延長(zhǎng)膠輥膠圈的使用周期,降低其消耗量,細(xì)紗機(jī)后設(shè)計(jì)安裝了橫動(dòng)裝置,以使粗紗在牽伸區(qū)周期性往復(fù)左右移動(dòng),橫動(dòng)動(dòng)程一般為8 mm[3]。平紗段彩紗的生產(chǎn)需關(guān)閉細(xì)紗機(jī)橫動(dòng)裝置,以確保兩種粗紗分別在膠輥的一側(cè),避免相互干擾,或某一側(cè)粗紗跑出后區(qū)牽伸區(qū)。
2.5 色彩的應(yīng)用
該平紗段彩紗技術(shù)是在賽絡(luò)集聚紡的基礎(chǔ)上開發(fā)而成。其采用的A、B 兩粗紗,顏色必須有一定的差異,色相要形成強(qiáng)對(duì)比,即色相環(huán)上間隔大于 120°。若A、B 兩粗紗顏色接近,在色相環(huán)上間隔小于60°,紗線顏色段彩效果不明顯,達(dá)不到預(yù)期效果[4]。
3 設(shè)備改造
根據(jù)平紗段彩紗的技術(shù)創(chuàng)意,我們對(duì)賽絡(luò)集聚紡細(xì)紗機(jī)進(jìn)行改造,以滿足生產(chǎn)技術(shù)條件,需改造的紡紗器材主要包括以下幾個(gè)方面。
3.1 細(xì)紗后喇叭口的改造
傳統(tǒng)賽絡(luò)紡喇叭口的孔距為2.0 mm~4.0 mm,若采取傳統(tǒng)喇叭口,兩粗紗的間隔太近,易進(jìn)入另一側(cè)膠輥牽伸區(qū)造成紗線疵點(diǎn)或斷頭,不利生產(chǎn)控制。為此,我們對(duì)細(xì)紗后喇叭口進(jìn)行了創(chuàng)新改造,使雙喇叭口的孔距加大至6.0 mm,使A、B 兩粗紗有效分開。
常規(guī)細(xì)紗喇叭口孔距固定,無法調(diào)節(jié)。為了生產(chǎn)方便,采用中心距可調(diào)式細(xì)紗喇叭口。此喇叭口由左右兩片組成,孔距可以根據(jù)工藝要求從2.0 mm~16.0 mm 任意調(diào)整,滿足了產(chǎn)品生產(chǎn)的需求。
3.2 細(xì)紗后膠輥的改造
我們采用A802AG 型膠輥磨床對(duì)細(xì)紗后膠輥進(jìn)行特制加工。加工時(shí),我們把傳統(tǒng)的圓柱型膠輥沿軸向左右平分為兩部分,每部分改造成圓弧面、平面相互交替連接的形狀,每一側(cè)共3 個(gè)圓弧面與3 個(gè)平面,每個(gè)面對(duì)應(yīng)的中心角為60°;且左半部分的平面與右半部分的圓弧面交錯(cuò)對(duì)應(yīng),左半部分的圓弧面與右半部分的平面交錯(cuò)對(duì)應(yīng)(如圖2 所示)。
3.3 細(xì)紗機(jī)后區(qū)牽伸齒輪設(shè)計(jì)改造
在傳統(tǒng)賽絡(luò)紡生產(chǎn)工藝中,細(xì)紗后區(qū)牽伸一般采取1.15 倍~1.35 倍,在此牽伸倍數(shù)下,成紗條干等指標(biāo)較好。而平紗段彩紗技術(shù)必須對(duì)細(xì)紗后區(qū)牽伸進(jìn)行創(chuàng)新應(yīng)用,后區(qū)牽伸倍數(shù)越大,粗紗A、粗紗B 的喂入量比值變化越大,段彩效果越明顯。
在后區(qū)牽伸齒輪的加工過程中,由于后區(qū)牽伸齒輪過大時(shí)會(huì)超過兩軸的軸徑中心距,導(dǎo)致無法上機(jī)安裝使用。為此,我們采取增大后區(qū)牽伸齒輪的同時(shí),減小中羅拉頭齒輪的方式,以達(dá)到所需求的細(xì)紗后區(qū)牽伸倍數(shù)。常規(guī)細(xì)紗機(jī)的后區(qū)牽伸倍數(shù),設(shè)備供應(yīng)商僅提供1.05 倍~1.70 倍的配套工藝齒輪。為此,我們根據(jù)產(chǎn)品開發(fā)及生產(chǎn)的需要,增加了后區(qū)牽伸2.00 倍~4.00 倍的配套工藝齒輪,以滿足產(chǎn)品開發(fā)生產(chǎn)的需求。
3.4 關(guān)閉細(xì)紗機(jī)橫動(dòng)裝置
為了避免粗紗A、粗紗B 相互干擾或跑出牽伸區(qū),關(guān)閉后區(qū)細(xì)紗喇叭口的橫動(dòng)裝置。同時(shí),為確保成紗質(zhì)量,適當(dāng)縮短膠輥的回磨周期。
3.5 添加細(xì)紗中喇叭口
為減小A、B 兩粗紗牽伸之后的兩束纖維須條間距,在后羅拉和中羅拉中間添加中喇叭口,以縮小兩粗紗喂入中羅拉時(shí)的間距。所添加喇叭口采用雙孔結(jié)構(gòu),孔距采用3 mm 左右為宜。若孔距太大,不能有效減小兩纖維須條的間距,達(dá)不到預(yù)期效果;若孔距太小,兩種粗紗從后羅拉喂入中喇叭口時(shí)的折角過大,影響牽伸效果,易形成紗疵。
3.6 更換集聚紡異形管
傳統(tǒng)的賽絡(luò)集聚紡細(xì)紗機(jī)異形管為雙孔集聚槽結(jié)構(gòu),紡紗時(shí)兩束纖維須條在加捻三角區(qū)捻合成紗線。平紗段彩紗由于兩束纖維須條大小差異較大,且呈周期性變化,易在加捻三角區(qū)斷頭。根據(jù)設(shè)計(jì)需求,更換為單孔集聚槽異形管,使?fàn)可旌蟮膬墒w維須條在加捻之前聚合在一起,減少細(xì)紗斷頭,提高生產(chǎn)效率。
4 平紗段彩紗技術(shù)的驗(yàn)證開發(fā)
做好前期的設(shè)備改造之后,我們對(duì)平紗段彩技術(shù)進(jìn)行了驗(yàn)證開發(fā),品種為100%棉麻灰色平紗段彩紗18.4 tex 針織紗。
前紡工序采用本白原棉和染為紅色后的色棉,分別經(jīng)混棉、清棉、梳棉、并條、粗紗工序,得到粗紗A、粗紗B,粗紗定量均為3.5 g/10 m。A粗紗捻系數(shù)為110,B 粗紗捻系數(shù)115。由于平紗段彩紗在紡紗過程中存在無后區(qū)牽伸的單區(qū)牽伸,粗紗捻系數(shù)偏小控制,可避免牽伸不開出“硬頭”的現(xiàn)象。
制得粗紗A、粗紗B 后,在改造過的賽絡(luò)集聚紡細(xì)紗機(jī)上生產(chǎn)。細(xì)紗主要工藝參數(shù)設(shè)計(jì):前區(qū)牽 伸 26.00 倍 ,后 區(qū) 牽 伸 3.00 倍 ,羅 拉 隔距 18 mm×30 mm,細(xì)紗捻系數(shù)330,鋼絲圈型號(hào)6903 5/0 ,錠速 14 000 r/min,捻向 Z 捻,鉗口隔距3.0 mm。在此工藝參數(shù)下,細(xì)紗前羅拉轉(zhuǎn)速為223 r/min,中羅拉轉(zhuǎn)速7.96 r/min,后羅拉轉(zhuǎn)速2.65 r/min。
在紡紗過程中,粗紗A、粗紗B 隨著后羅拉、后膠輥的轉(zhuǎn)動(dòng),交錯(cuò)以不同的速度喂入中羅拉,且喂入的粗紗A、粗紗B 的總量保持不變。由于粗紗A、粗紗B 喂入速度的交錯(cuò)變化,紗線中粗紗A、粗紗B 的含量,時(shí)而粗紗A 含量75%,粗紗B的含量25%;時(shí)而粗紗B 含量75%,粗紗A 的含量25%。兩粗紗在紗線中的含量交替發(fā)生變化,且變化過程過度緩和,紗線條干均勻。對(duì)制得的紗線進(jìn)行指標(biāo)檢測(cè),檢測(cè)結(jié)果顯示,所制得的平紗段彩紗斷裂強(qiáng)力高,條干水平也優(yōu)于傳統(tǒng)的段彩紗。紗線的顏色呈現(xiàn)深淺變化的紅色,沿紗線的軸向方向發(fā)生周期性深淺變化,每2.04 m 一個(gè)變化周期。圖3 為細(xì)紗生產(chǎn)牽伸區(qū)示意圖。
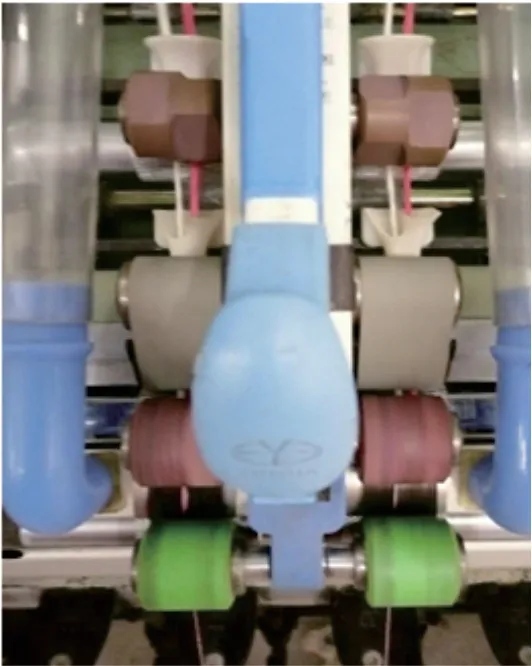
圖3 細(xì)紗生產(chǎn)牽伸區(qū)
我們采用制得的18.4 tex 平紗段彩紗在大圓機(jī)針織機(jī)上織制針織平紋面料,面料不僅呈現(xiàn)出段彩風(fēng)格,而且紋路清晰、抗起毛起球性能好。當(dāng)采用18.4 tex×2 平紗段彩股線在自動(dòng)橫機(jī)上織制平紋毛衫面料時(shí),面料呈現(xiàn)條狀紅色段彩風(fēng)格,布面細(xì)膩光潔。
5 結(jié)論
與傳統(tǒng)生產(chǎn)技術(shù)方法相比,本研究開發(fā)的平紗段彩紗生產(chǎn)技術(shù)方法創(chuàng)意巧妙、構(gòu)思簡(jiǎn)單、設(shè)備改造成本低,不需增加伺服電機(jī)及配套的控制傳動(dòng)裝置,僅需在傳統(tǒng)的賽絡(luò)集聚紡細(xì)紗機(jī)上,在中羅拉、后羅拉間增加雙孔喇叭口,對(duì)后膠輥、后喇叭口專件進(jìn)行簡(jiǎn)易改造。同時(shí),結(jié)合紡紗工藝的創(chuàng)新應(yīng)用,采用3.00 倍左右的細(xì)紗后區(qū)牽伸,使不同顏色的A、B 兩粗紗交替以不同的速度喂入中羅拉與前羅拉組成的前牽伸區(qū),再經(jīng)錠子的加捻卷繞,制得平紗段彩紗線。此生產(chǎn)技術(shù)方法操作簡(jiǎn)單,管理方便,易于產(chǎn)業(yè)化生產(chǎn)。生產(chǎn)出的平紗段彩紗產(chǎn)品,不僅具有新穎的段彩外觀風(fēng)格,而且紗線條干均勻、強(qiáng)力高、毛羽少、布面光潔,克服了傳統(tǒng)段彩紗的缺陷,具有廣闊的市場(chǎng)空間。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16