新型城市軌道交通60 kg/m鋼軌9號單開道岔的研制
2021-01-13 13:12:46羅信偉
山西建筑 2021年2期
關(guān)鍵詞:工藝
車 偉 羅信偉
(1.中鐵寶橋集團有限公司,陜西 寶雞 721006; 2.廣州地鐵設(shè)計研究院股份有限公司,廣東 廣州 510010)
0 引言
隨著城市軌道交通的快速發(fā)展,城市軌道交通線路對道岔直、側(cè)向通過速度和旅客舒適度有了更高要求。既有60 kg/m鋼軌9號單開道岔直向容許通過速度為100 km/h,側(cè)向容許通過速度為35 km/h,已無法滿足城市軌道交通運量快速增長的需求。在不增加占地面積情況下,為提高道岔直、側(cè)向通過速度,迫切需要研究新型城市軌道交通60 kg/m鋼軌9號提速單開道岔,進一步提高運營效率。
1 道岔平面線型設(shè)計
本次道岔設(shè)計平面線型設(shè)計時,道岔總長保持與既有道岔一致,以便于現(xiàn)場鋪設(shè)時能夠互換使用,具體如圖1所示。
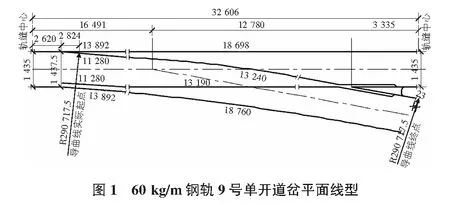
1)道岔采用相離式半切線型尖軌,相離值f=8 mm,半切斷面寬度bq=53 mm。
2)軌距加寬。
根據(jù)GB 50157—2013地鐵設(shè)計規(guī)范的相關(guān)規(guī)定,標準軌距為1 435 mm,半徑小于250 m的曲線地段應(yīng)進行軌距加寬,因該道岔導曲線半徑為290 m,所以側(cè)股不需要加寬。
3)參數(shù)驗算。
a.動能損失:
ω=V2sin2βc=452×(sin0.974 166°)2=0.585 km2/h2,滿足不大于0.65 km2/h2的要求。
b.未被平衡離心加速度:
α=V2/(3.62R)=452/(3.62×290)=0.539 m/s2,滿足不大于0.56 m/s3的要求。
c.未被平衡離心加速度增量:
φ=V3/(3.63RL)=453/(3.63×290×18)=0.374 m/s3,滿足不大于0.4 m/s3的要求。
2 道岔結(jié)構(gòu)設(shè)計
2.1 一般結(jié)構(gòu)
1)道岔全長32 606 mm,前長16 491 mm,后長16 115 mm,采用單圓曲線線型,導曲線半徑為290 m。
2)道岔容許通過速度:
直向:120 km/h;側(cè)向:45 km/h。
3)道岔側(cè)股無軌距加寬,導曲線終點在轍叉跟端結(jié)束。
4)道岔區(qū)設(shè)置1∶40軌底坡或軌頂坡。
5)軌下基礎(chǔ)采用碎石道床、合成枕。岔枕均垂直于道岔直股,岔后序號66,67岔枕逐漸扭轉(zhuǎn)垂直于側(cè)股。
6)扣件采用分開式Ⅲ型扣件,鋼軌非工作邊安裝9號軌距塊;工作邊安裝11號軌距塊;鋼軌接頭處安裝接頭軌距塊;轍叉兩側(cè)分別安裝9號和11號軌距塊。
7)鋼軌下設(shè)置5 mm厚彈性墊層,鐵墊板下設(shè)置10 mm厚彈性墊層,材質(zhì)為熱塑性聚酯彈性體。
2.2 轉(zhuǎn)轍器
1)尖軌采用60AT2鋼軌制造,為半切線型曲線尖軌。
2)直基軌采用水平藏尖結(jié)構(gòu),工作邊進行水平刨切。
3)尖軌采用防跳裝置,防止或減少尖軌拱腰等病害,改善運行狀態(tài)。
4)采用彈性夾式滑床板,扣壓力穩(wěn)定,彈性夾安裝、拆卸、維護方便,見圖2。

5)基本軌外側(cè)間隔設(shè)置軌撐,提高基本軌抗傾翻能力。
6)尖軌采用彈性可彎式結(jié)構(gòu),減小其扳動力。
7)尖軌跟端采用限位器結(jié)構(gòu),防止尖軌爬行及更好的傳遞溫度力。
2.3 轍叉及護軌
1)護軌采用33 kg/m槽型鋼軌制造,護軌頂面高出導軌頂面12 mm;基本軌內(nèi)側(cè)采用彈性夾扣壓,見圖3。

2)轍叉采用楔形合金鋼心軌組合轍叉,由合金鋼心軌、翼軌、叉跟軌及間隔鐵通過高強螺栓連接副組裝而成。道岔導曲線終點在轍叉的跟端,因此轍叉一側(cè)為曲線工作邊,這也是該轍叉加工制造的重點和難點。
2.4 電務(wù)轉(zhuǎn)換
1)牽引點設(shè)置。
尖軌設(shè)兩個牽引點,第一牽引點動程為160 mm,第二牽引點動程為75 mm。
2)鎖閉機構(gòu)。
道岔采用分動鉤型外鎖閉裝置。
3 道岔制造與鋪設(shè)
3.1 道岔主要零部件工藝流程
3.1.1基本軌的加工
1)工藝過程:鋸切→鉆孔→銑藏尖段→頂彎→組裝。
2)質(zhì)量控制重點:
a.與尖軌密貼段斜面的加工;
b.曲線密貼邊圓順無硬彎;
c.孔系位置的精準;
d.水平刨切的控制。
3)工藝措施:采用數(shù)控鉆床,有效控制孔系位置的精度;采用成型刀具,通過基本軌銑削樣板,控制基本軌工作邊與尖軌的密貼加工精度。
3.1.2尖軌的加工
1)工藝過程:鋸切→壓成型段→熱處理→調(diào)直→二次下料→銑壓型段軌底→打磨、探傷→數(shù)控鉆孔→調(diào)直鋼軌全長→銑工作邊及非工作邊軌肢→銑軌腰螺栓槽→銑軌頭非工作邊→銑軌頭工作邊→銑軌頂降低值→銑鋼軌壓型段軌頂面→振動時效→精調(diào)→組裝。
2)質(zhì)量控制重點:a.尖軌帽型;b.工作邊直線度;c.電務(wù)配合接口尺寸;d.尖軌孔系位置。
3)工藝措施:采用數(shù)控鉆床,有效地控制了孔系位置的精度;采用數(shù)控銑床和成型刀具,并通過專用檢測樣板,保證尖軌帽型、工作邊直線度和電務(wù)配合接口尺寸。
3.1.3合金鋼轍叉的加工
1)合金鋼心軌的加工。
a.工藝過程:硬度檢測→劃線→銑頂面→銑底面→粗銑心軌外側(cè)→銑間隔鐵橢圓孔→銑兩側(cè)斜面→銑趾端頂面與降低值→銑工作邊及圓弧→打印標識→打磨心軌與叉跟軌連接處→組裝。
b.質(zhì)量控制重點:控制各斷面尺寸精度和形狀公差,特別是與鋼軌配合面的加工精度以及曲線工作邊的矢度。
c.工藝措施:采用數(shù)控銑床和成型刀具,并通過專用檢測樣板,保證曲線工作邊及各機加工面的尺寸精度。
2)翼軌的加工。
a.工藝過程:下料鋸切→鉆孔→銑軌肢及倒角→頂彎→銑軌頭工作邊→精調(diào)→除銹→組裝。
b.質(zhì)量控制重點:翼軌各彎折點的斷面尺寸。
c.工藝措施:主要通過專用頂彎檢測樣板和斷面尺寸檢測樣板,保證翼軌符合圖紙要求。
3)叉跟軌的加工。
a.工藝過程:下料鋸切→鉆孔→銑軌頭非工作邊→銑軌頭工作邊→銑軌頂面降低值→頂彎→除銹→組裝。
b.質(zhì)量控制重點:工作邊的直線度和非工作邊圓弧的加工。
c.工藝措施:主要通過采用成型銑刀在數(shù)控機床上精確加工,并采用專用檢測樣板來保證其尺寸精度。
3.1.4護軌的加工
下料鋸切→鉆孔→銑軌肢及倒角→銑工作邊、軌頂降低值→時效→矯調(diào)→除銹。
3.1.5墊板的加工
調(diào)平→打印標記→制孔→剪切→焊接鐵座、臺板等→調(diào)平→防銹處理→組裝、包裝。
3.2 道岔鋪設(shè)
本次通過試鋪1組左開單開道岔(含轉(zhuǎn)轍器、導曲線、轍叉及護軌),以驗證單開道岔各零部件的結(jié)構(gòu)設(shè)計、制造工藝、岔枕設(shè)計及電務(wù)轉(zhuǎn)換設(shè)備。道岔的鋪設(shè)分兩部分:曲線合金鋼轍叉組裝、整組道岔鋪設(shè)。
3.2.1曲線合金鋼轍叉組裝
為保證轍叉組裝質(zhì)量,在轍叉組裝專用工作臺進行,并重點控制了轍叉的趾長、跟長、直工作邊的直線度、曲線工作邊的矢高、趾跟端開口、輪緣槽及咽喉寬度、心軌與翼軌高差等。
3.2.2整組道岔鋪設(shè)
在道岔整組試鋪過程中,重點控制了全長、軌距、支距、線型、密貼、查照間隔等各項技術(shù)參數(shù),使得該產(chǎn)品的制造質(zhì)量得以有效控制,經(jīng)檢測各項參數(shù)均達到了圖紙設(shè)計及標準的要求。
4 關(guān)鍵技術(shù)及創(chuàng)新
4.1 尖軌加厚技術(shù)
直基本軌密貼段的工作邊水平刨切3 mm(見圖4),采用切削基本軌加厚尖軌技術(shù)后一方面在距尖軌尖端同樣位置處,尖軌軌頭寬度增加了3 mm,增強了粗壯度,另一方面可縮短前端薄弱斷面的長度,有效地提高曲線尖軌的使用壽命。

4.2 60AT2尖軌彈性可彎結(jié)構(gòu)
首次在地鐵道岔中采用60AT2鋼軌制造尖軌(見圖5),軌腰厚度為32.5 mm,可有效減小尖軌扳動力;軌高為142 mm,提高滑床臺上部的厚度,增強滑床板強度,避免滑床臺出現(xiàn)斷裂、脫焊問題。

4.3 門型鐵軌撐結(jié)構(gòu)
通過門型鐵兩側(cè)不同規(guī)格的軌撐墊塊的調(diào)整及Ⅲ型彈條扣壓,滿足軌撐安裝要求,結(jié)構(gòu)簡單,易于安裝,詳見圖6。

4.4 楔形合金鋼心軌組合轍叉結(jié)構(gòu)
通過楔形軌腰合金鋼心軌與楔形間隔鐵的配合使用(見圖7),解決合金鋼組合轍叉心軌與翼軌間的上下相對錯動問題,增強轍叉的整體穩(wěn)定性,提高整組轍叉的使用壽命及行車安全。

5 結(jié)語
新型城市軌道交通60 kg/m鋼軌9號單開道岔目前已經(jīng)在廣州地鐵二十二線鋪設(shè)。該道岔在平面線型及結(jié)構(gòu)上進行了優(yōu)化研究,應(yīng)用了60AT2尖軌、水平藏尖、尖軌加厚、施維格彈性夾式滑床板、護軌墊板以及楔形結(jié)構(gòu)合金鋼組合曲線轍叉等關(guān)鍵技術(shù),實現(xiàn)了道岔直向通過速度從100 km/h提高到120 km/h,側(cè)向通過速度從35 km/h提高到45 km/h,縮短了列車折返時間,滿足了新型城市軌道交通的運行工況需求,為今后開展城市軌道交通提速道岔的設(shè)計、制造及鋪設(shè)積累了豐富的經(jīng)驗。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52