
基于UG的頭帽塑料模具設計及CAM加工*
2021-01-12 10:50:44陳森林
機電工程技術 2020年11期
陳森林,徐 濱
(合肥職業技術學院,合肥 238000)
0 引言
近幾年,我國經濟發展迅速,帶動了工業化進程飛速發展。隨著社會的不斷發展,人們對塑件的品質要求急速提高,然而傳統的加工方法已經無法滿足產品的尺寸進度和形位公差精度要求。NX10.0軟件設計電腦輔助設計[1]、編程和模擬仿真加工的一種工具,能夠繪制出形狀復雜的各種實體模型,該軟件在模具設計產業中已經得到廣泛運用,而且NX10.0軟件擁有注塑模具設計模塊、CAM編程模塊和加工程序仿真模塊等一系列功能,降低了設計人員的工作強度,降低成本,提升了模具設計能力[2]。
本文主要通過NX10.0軟件,詳細闡述一模多腔多品種塑料模具的模型設計與CAM數控加工過程。
1 塑料模具工藝設計
1.1 分型面的選擇
塑件的名稱為頭帽,外表面質量要求較高。在確定分型面的問題上,必須遵循塑模設計原則,按照下列要求選擇分型面:(1)不影響塑件的外觀質量;(2)便于清理毛刺和飛邊;(3)對塑模有很好的排氣效果;(4)塑料產品要隨著動模一起被拉出,有利于拿出產品,選擇產品最大的輪廓部位作為分型面。具體情況如圖1所示。
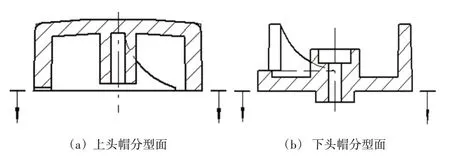
圖1 頭帽塑件分型面
1.2 澆注系統的設計
1.2.1 主流道設計
通過前面所查的資料能夠得到,SZ-100/80注塑機噴嘴的大小是φ3 mm,其球面大小是SR10 mm。查閱設計手冊上的相關資料得到,主流道入料口球面尺寸SR=SR0+(1~2)=11~12 mm,最終取尺寸數值為12 mm。主流道入料口的尺寸等于噴嘴的直徑加上1 mm,得到入料口直徑為4 mm。
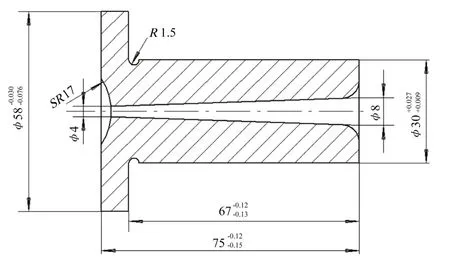
圖2 頭帽模具澆口套平面圖
把主流道的形狀加工成圓臺形,是方便讓澆注系統中的廢料從澆口套中退出,一般其斜度值為2°左右。根據驗算結果,知道主流道的最大尺寸為φ8 mm。把主流道和分流道的相交位置加工成圓角過渡,其圓角大小為5 mm。因為主流道在注射成形的過程中會發生磨損,為了方便替換損壞的澆口套,一般情況下,會將其加工成容易拆裝的模式,且澆口套的大小要按照標準定制,如圖2所示。
1.2.2 分流道設計
由于頭帽產品是小型零件,其結構并不復雜,所使用的原材料充模效果良好[3],故能夠使用潛伏式澆口的進料方式。因為U 形截面的分流道加工和流動性能比較好,所有分流道選用U 形結構。通過查詢塑料模具手冊可得,分流道斷面的尺寸為R6 mm,深度為8 mm。分流道的斷面結構如圖3所示。
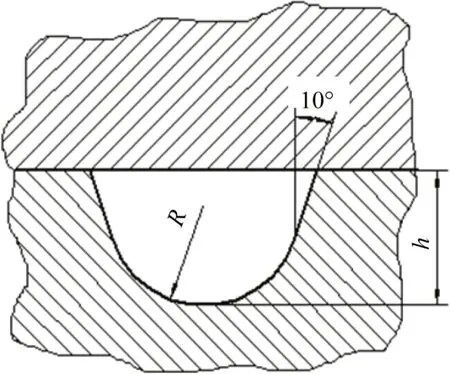
圖3 分流道的斷面結構
1.2.3 澆口的設計
因為頭帽產品的外表面要求光滑且無毛刺,所以要選擇一個比較隱蔽的地方作為澆口位置[4]。同時,也應盡量使模具結構簡單。
為了提高塑件自動化程度和生產率,減少分型面的數量以及保證塑件表面質量,決定采用潛伏式澆口來生產該塑件;潛伏式澆口是一個結構比較復雜的澆口,是點澆口通過變形而得到的[5]。潛伏式澆口設置在不影響塑件精度的位置上,在開模時,澆口凝料隨著塑件一起從分型面被拉出。在注射時,熔融的塑料經過推桿或拉料桿注射到塑模的腔體中,這種注射形式會減少一個分型面,簡化模具結構。
上頭帽澆口潛入定模,下頭帽澆口潛入動模,圖4、5所示分別為上頭帽和下頭帽的腔體形狀,并標出了分流道和潛伏式澆口的具體位置。具體潛伏式澆口形狀的尺寸參數如圖6所示。
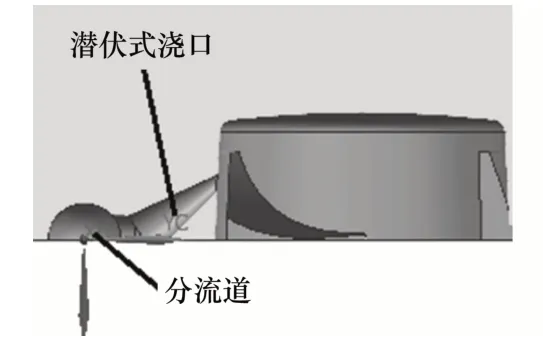
圖4 上頭帽澆口潛入定模圖
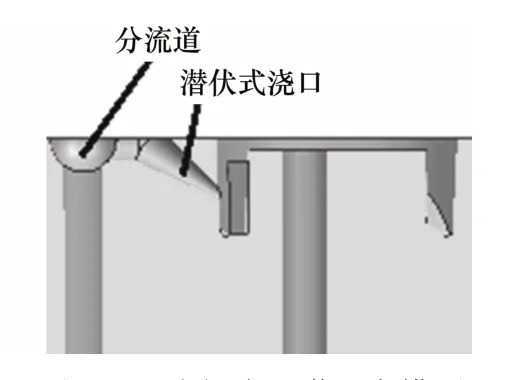
圖5 下頭帽澆口潛入定模圖
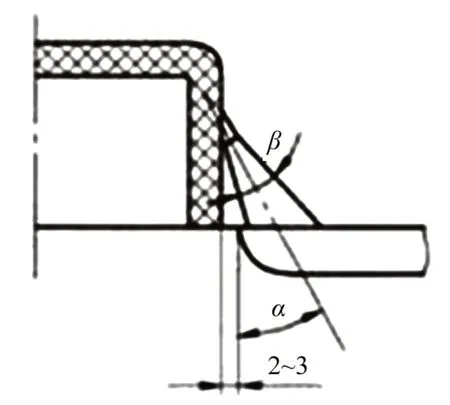
圖6 潛伏式澆口的尺寸參數
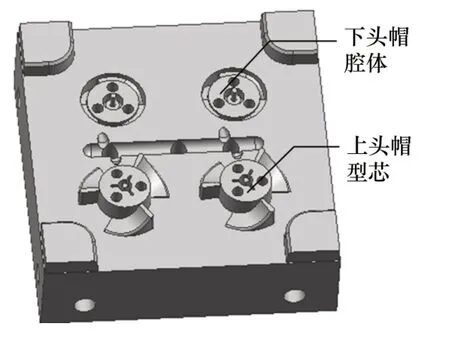
圖7 模具型腔布置圖
1.3型腔的布局
因為頭帽產品的結構像一個圓盤,各個位置上的尺寸基本相同,且頭帽產品的形狀較簡單,不需要側抽芯與分型機構[5],所以型腔的排列方式采用了一副模具、四腔和雙品種布置方式。在模具腔體中分別有2 個上頭帽和2 個下頭帽塑件,而每個裝配體只需要一個上頭帽和一個下頭帽,因此,該塑料模具在一次成型周期中,可以為裝配體提供兩套上(下)頭帽塑件,使不同的塑件同時生產在一副模具中,提高了模具的生產效率,具體塑料模具型腔分布形式如圖7所示。
1.4 模具型腔壁厚的確定
塑模腔體尺寸計算方法有強度、剛度和經驗法,這里選取了經驗法,通過查詢相關塑模標準,得到塑模腔體的壁厚,并選擇較合適的模架,利用公式計算出型腔尺寸參數。
式中:L為型腔內形尺寸,mm。
代入數據得t≥0.2×24 mm+17 mm≈22 mm。根據經驗可選t=22 mm;兩個型腔之間壁厚為20 mm。
1.5 注塑模具型腔尺寸選定
該模具型腔直徑為φ24 mm,型腔壁厚尺寸為22 mm,綜合以上數據,查閱相關塑料模具設計手冊,確定動模部分模板的總體尺寸為W×L×H,其中W=110 mm,L=110 mm,H=35 mm,如圖8所示。
2 塑料模具CAM編程加工
(1)根據頭帽塑件的結構形狀,繪制塑模型芯和型腔的空間立體圖形
對于模具型芯和型腔的長寬高尺寸參數,已經進行了理論計算,塑料模具型腔板(下模仁)尺寸為:110 mm×110 mm×35 mm;塑料模具型芯板(上模仁)尺寸為:110 mm×110 mm×30 mm。該模具型芯和型腔三維模型是運用UG NX10.0三維建模軟件建立的,其詳細的建模過程和頭帽塑件的建模過程類似,此處不再贅述。具體頭帽塑料模具型芯和型腔的三維模型如圖9、10所示。
(2)利用UG NX10.0 軟件編寫塑料模具型芯和型腔刀路,并生成其數控加工文檔
頭帽塑件模具的型芯和型腔三維模型繪制好以后,運用UG NX10.0編制模具加工程序[6]。這里列舉頭帽塑件模具型腔的數控編程方法,此數控編程包括平面銑削和型腔銑削方法。具體編程刀路如圖11、12所示(只列舉了2個刀路圖)。
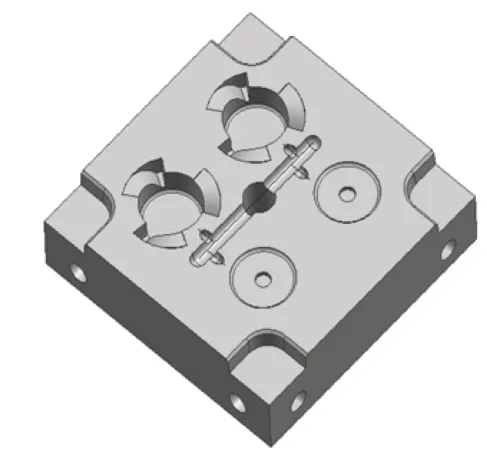
圖9 頭帽塑件模具型芯三維模型
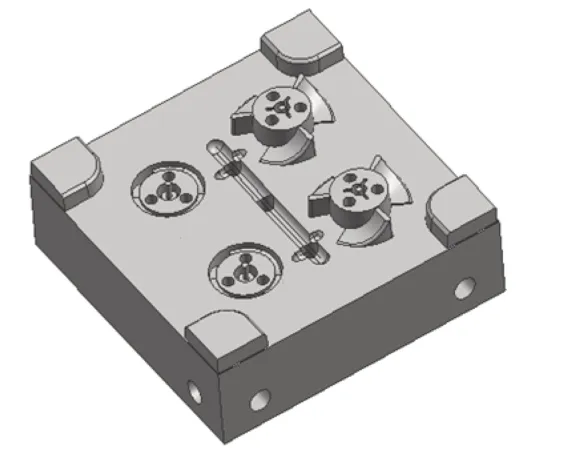
圖10 頭帽塑件模具型腔三維模型

圖11 頭帽塑件型腔粗加工刀路圖
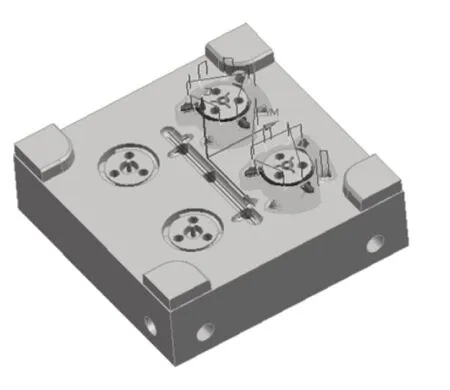
圖12 頭帽塑件型腔半精加工刀路圖
由于全套數控銑削程序非常多,此處不作詳細闡述。下面,僅列舉頭帽注塑模具型腔(下模仁)粗加工數控程序的一部分,G代碼程序文件[7]如下。

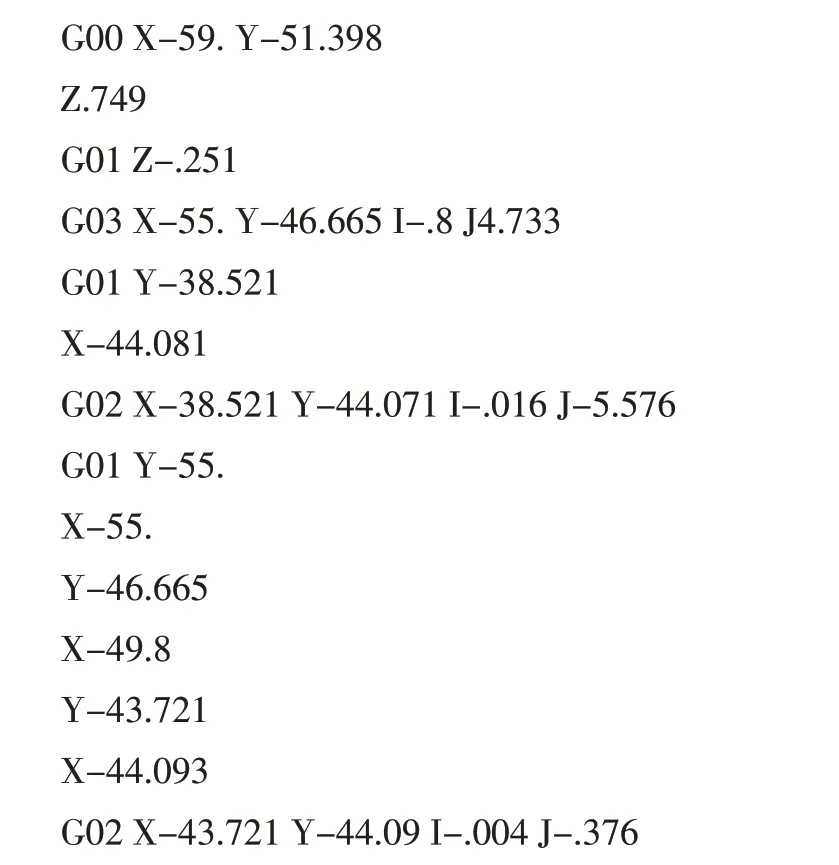
此處主要運用了UG NX10.0 中的編程(CAM)方法,通過一系列較復雜的操作,生成模具腔體(下模仁)粗加工刀路。對所編程的刀具路徑進行仿真模擬,在仿真的過程中如果發現不合理的刀路編程方法,那么將會得到及時地修改,力爭把實際操作中遇到的質量問題解決在模具設計初始階段。這樣不僅會降低模具返修的機率,還會較大程度地提高企業的經濟效益[8]。
3 結束語
本文運用NX10.0 軟件設計一模多腔多品種的塑料模具,并利用該軟件的CAM編程功能,編輯了頭帽塑料模具的數控加工程序,縮短了塑料模具的設計周期,提高了模具的生產效率,但是對于塑料模具結構設計,還存在著很大的優化空間。
