基于PLC的地浸機械式管道清洗裝置控制系統的設計*
2021-01-12 12:19:16尹澤遠雷澤勇雷潔珩
機械研究與應用 2020年6期
尹澤遠,雷澤勇,雷潔珩,曹 嶼
(1.南華大學 機械工程學院,湖南 衡陽 421001; 2.南華大學 電氣工程學院,湖南 衡陽 421001)
0 引 言
如今,在鈾礦開采行業中原地浸出采鈾是最主要的方式[1],其地浸生產井在長年累月的開采中過濾器段容易被堵塞[2],需要及時地清洗地浸生產井保證地浸生產效率,在現如今的清洗方式中有一種地浸機械式管道清洗裝置,需要一種卷揚提升系統搭載地浸機械式管道清洗裝置對地浸生產井進行清洗。傳統的卷揚提升裝置主要采用繼電器控制,技術相對落后,無法保證卷揚機的安全性和可靠性,且工人需要頻繁地操作卷揚機,缺乏自動檢測與智能控制功能,自動化程度相對不高,工人的勞動強度大。隨著科學技術的發展,工業生產越趨于信息化、數字化,對地浸工業生產要求也越來越高。筆者提出一種基于PLC的地浸機械式管道清洗裝置控制系統,采用變頻調速的控制方式,可以實現自動排纜、遠程控制、遠程監測的功能,不僅提高了卷揚機提升裝置自動化程度,還提高了整個系統的可靠性、安全性,為鈾礦生產帶來長遠的經濟效益。
1 系統控制方案的設計
1.1 系統概述
智能卷揚機系統主要包括驅動電機,減速機,自動排線器,排線絲杠,卷盤滾筒,計數器,控制箱等。控制箱含有變頻器、西門子PLC控制器、交流接觸器、繼電器、觸摸屏等控制元件。機械式管道清洗裝置含有密封外殼、減速電機、軸承、旋轉密封圈、延長軸、法蘭、毛刷等部件。智能卷揚機系統如圖1所示,機械式管道清洗裝置如圖2所示。
1.2 控制方案的構想
驅動電機經過減速機減速帶動卷盤滾筒盤卷鎧裝電纜將機械式管道清洗裝置進行下放,卷盤滾筒通過鏈輪帶動自動排線器對鎧裝電纜自動進行有序排線,此時計數器開始計數工作,當下放到設定的清洗深度時,卷盤自動停止,此時啟動機械式管道清洗裝置,減速清洗電機正轉帶動毛刷實現正轉清洗10 s,然后減速清洗電機反轉帶動毛刷實現反轉清洗10 s,在清洗處進行循環規律正反轉清洗,待達到總清洗時間時,機械式管道清洗裝置自動停止,卷盤開始回收機械式管道清洗裝置,完成一次清洗。清晰效果對比見圖3所示。

圖1 智能卷盤系統1.卷筒 2.控制柜 3.減速器 4.自動排線器 5.驅動電機

圖2 機械式管道清洗裝置1.法蘭 2.密封外殼 3.減速電機 4.軸承 5.旋轉密封圈 6.延長軸 7.毛刷

圖3 機械式管道清洗裝置清洗前后對比
2 硬件系統的設計
2.1 PLC選型
PLC作為一種具有微處理器的用于自動化控制的數字運算控制器,廣泛地應用于工業控制現場[3]。盡管現在市面上生產PLC的廠家很多,生產型號也不同,但是其工作原理和使用方式卻相差無幾。本文采用西門子S7-1200系列的PLC,其具有可靠性高、輸入/輸出功能模齊全塊、安裝方便的特點,符合我們的設計使用要求。通過分析整個系統的運作情況,其輸入點主要由卷盤的回收和下放啟動開關、停止開關、計數器的輸出信號、機械式清洗管道的啟動停止開關等組成,輸出點由卷盤的驅動電機以及機械式管道清洗裝置的減速電機等組成。地浸機械式管道清洗裝置控制系統系統框圖如圖4所示。

圖4 地浸機械式管道清洗裝置控制系統系統框圖
2.2 控制電路
控制柜的控制電路分主電路以及控制電路。主電路主要采用的是380 V的工業交流電,用以驅動卷盤電機。控制電路是在主電路的基礎上接兩路形成220 V的交流電,在220 V交流電路上連接一個直流轉換電源將220 V的交流電轉換成24 V的直流電,此DC24V的直流電持續不斷地給西門子PLC、HMI觸摸面板以及機械式清洗裝置的清洗電機供電。其具體的控制柜主電路原理圖如圖5所示。
2.3 PLC的外圍接線
考慮到控制系統的控制情況,需要將輸入和輸出點和PLC的外部接線相連接,具體的外圍接線圖如圖6所示。
3 軟件系統的設計
此系統的軟件和程序設計采用西門子公司開發的TIA V14(博圖)軟件。該軟件采用統一工程組態和軟件項目環境,基本上可以用于所有的自動化控制任務。能夠對西門子旗下的PLC產品進行配置、 編程組態以及調試。 借助這款軟件可以使本方案的軟件設計更加方便[4]。
3.1 程序流程圖
根據控制要求,通過TIA軟件可以對地浸機械式管道清洗裝置控制系統進行設計,該控制系統的軟件設計流程如圖7所示。
3.2 輸入輸出地址
該系統的輸入點和地址:I0.0-卷盤下放軟管啟動按鈕SB1,I0.1-卷盤回收軟管啟動按鈕SB2,I0.2-卷盤停止按鈕SB3,I0.3-機械式管道清洗啟動按鈕SB4,I0.4-機械式管道清洗停止按鈕SB5,AW64-變頻器模擬信號輸入, AW66-計數器模擬信號輸入。Q0.0、Q0.1-卷盤電機正反轉控制輸出,Q0.2、Q0.3-機械式管道清洗電機正反轉輸出,QW64-變頻器模擬信號輸出,QW66-計數器模擬信號輸出。如表1所示:I/O地址分配表如表1所示。卷盤電機控制輸出。

圖5 控制柜主電路原理圖

圖6 PLC的外部接線圖

表1 I/O地址分配表
3.3 程序設計
西門子PLC編程語言主要有梯形圖語言(LD)、結構化語言(ST)、順序功能圖(SFC)、高級語言等[5]。本方案主要采用TIA V14軟件進行梯形圖語言設計程序,其機械式管道清洗裝置程序設計如圖8所示,其卷盤控制程序設計如圖9所示。
當開始進行清洗工作時,按下SB1按鈕,卷盤的驅動電機開始進行正轉,帶動著鎧裝電纜將機械式清洗裝置沿著井口進行下放,此時計數器開始工作。采用4~20 mA電流信號輸出的變頻器,可以調節卷盤的驅動電機運轉快慢,其速度調節范圍是5~7 r/min。當機械式管道清洗裝置達到清洗位置時(程序里面設計為300 m),卷盤電機自動停止下來,按下SB4按鈕,啟動機械式管道清洗裝置,機械式管道清洗裝置開始清洗,清洗電機正轉清洗10 s,然后反轉清洗10 s,如此循環一直達到總清洗時間(程序里面設計為600 s)。清洗完畢之后,啟動SB2,卷盤驅動電機開始進行反轉回收機械式管道清洗裝置,完成一次完整的清洗。
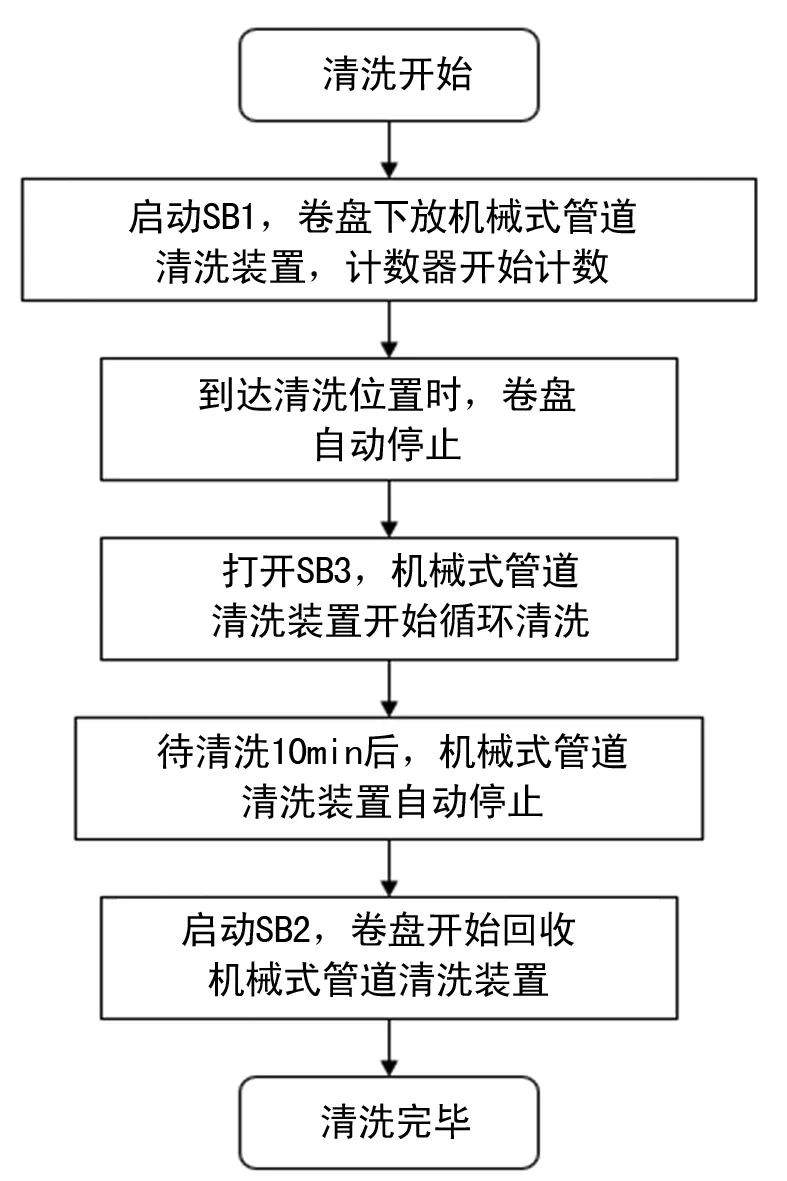
圖7 程序設計流程圖

圖8 機械式管道清洗裝置程序設計圖
3.4 組態控制面板設計
地浸機械式管道清洗裝置控制系統的上位機監控面板采用西門K TP700 Basic PN型號,并利用TIA V14的WinCC軟件完成上位機監控界面的設計[6],時刻地監測整套系統的運行狀態,如圖10所示。
控制系統的運行狀態顯示主要包括卷盤電機頻率,卷盤下放深度以及機械式管道清洗裝置清洗時間等信息的顯示,同時也包括開關量的輸入輸出信號當前狀態以及控制參數當前數值的顯示;控制操作部分主要實現對卷盤系統以及清洗系統的控制,通過按鈕可以實現機械式管道清洗裝置的下放及回收,機械式管道清洗裝置的清洗等一系列的操作;控制參數則可以設置控制系統運行時相關參數的取值,如頻率設定可以調節卷盤驅動電機的運轉速度。操作人員可以通過觸摸屏面板控制該系統的運行,可以通過修改頻率設定相關參數調節卷盤電機運行速度,還能夠查看系統各部分的運行狀態。

圖9 卷盤控制程序設計圖

圖10 控制面板組態圖
4 結 語
設計了一套適用于地浸機械式管道清洗裝置的自動控制系統,對地浸行業生產的過濾器堵塞處進行清洗,清洗之后能夠有效地提高了過濾器段濾液滲透率,解決了過濾器段堵塞造成的濾液滲透率不高的問題,提高了地浸生產行業生產效率。該系統具有技術成熟、價格低廉,功能齊全等特點,并且操作界面對人友好,簡單易懂,降低了工人的勞動強度。該設計適合我國地浸生產行業應用現狀,具有較高的推廣作用。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商業評論(2014年9期)2015-02-28 04:32:41
