數字化單點漸進無模成型技術減薄率試驗分析*
2021-01-12 12:19:10吳云騰陳偉波王彩梅
機械研究與應用 2020年6期
關鍵詞:工藝
吳云騰,陳偉波,王彩梅
(泛亞汽車技術中心有限公司,上海 201208)
0 引 言
目前汽車行業中車身覆蓋件零件以模具沖壓為主,主要為滿足大批量生產需求,其開發周期長且費用高,柔性化程度低,無法滿足個性化定制、小批量開發、樣品試制等需求。金屬板材數字化單點漸進無模成型技術能夠解決這些痛點,該技術因具有無需使用傳統成型沖壓設備和模具、能夠直接從CAD快速制造出所需成型件的優勢而受到國內外研究人員的普遍關注[1]。
單點漸進無模成型技術已有應用案例,但以滿足外觀匹配功能為主,樣件減薄率較大且缺乏相關的減薄率研究。能否摸清關鍵特征參數和板材減薄率的關系將直接影響該技術成型品質和應用范圍。
筆者針對數字化無模漸進成型中存在的板材減薄率過大,并且行業中缺失成型減薄最優的工藝參數組合;通過建立標準工藝參數驗證模型,找到影響減薄率的4大工藝參數,并運用正交方法優化試驗頻次,經過多次試驗和測定找到了減薄率最優的工藝參數包。
1 數字化單點漸進無模成型技術
數字化單點漸進無模成型技術原理:參照快速成型的分層成型原理,將零件特征在高度方向上離散處理,每一層的外部輪廓均為等高線層。將所有等高線層集成在一起由數控系統驅動成型刀具沿著等高線加工,將實體3維特征轉變為2維平面特征,實現板料的數字化無模成型。板材漸進成型是一種局部成型技術,在板材高度方向上加工是個變薄拉延的過程。漸進成型過程中,板材受到三向應力的作用,應力大小和摩擦系數及材料參數有關,并且正向成型的應力狀態比反響漸進成型的狀態復雜[2]。圖1為單點漸進無模成型原理示意圖。
而板料的成型極限一般用成型極限角來表示。不同的材料和不同的零件特征會有對應的成型極限表。超過此類角度在成型過程中極易出現開裂失效,原因是樣件局部特征成型角度大拉伸過深導致板材料厚急劇減薄。因此如何優化參數組合,研究板材的減薄率特性并找到不同工藝參數對減薄率的影響有重大現實意義。

圖1 單點漸進無模成型原理示意圖
2 試驗過程
2.1 板材減薄率
數字化無模成型過程種,破裂是最常出現的失效形式。由于板料的強度和塑性不夠,當成型刀具作用與板材時,拉應力超過極限值便會產生破裂,尤其是局部變薄破裂[3]。因此減薄率是無模成型最為關鍵的評價指標。厚度減薄率定義為:
式中:η為厚度減薄率;a0為初始厚度;a1為減薄后厚度。
2.2 建立標準工藝參數驗證模型
根據減薄率的特征定義,設計典型特征樣件,開發出標準工藝參數驗證模型見圖2、3所示,對最容易產生減薄及開裂的特征進行多輪試制。樣件特征夾角為135°呈八角形排列,高度為70 mm,底部最大直徑195 mm,特征間過渡圓弧為R3至R5。記錄整個樣件試制開發過程,重點分析成型失效模式和減薄率參數研究。快速成型不同特征樣件時,能夠選擇最優的工藝參數組合,確保減薄率最優。
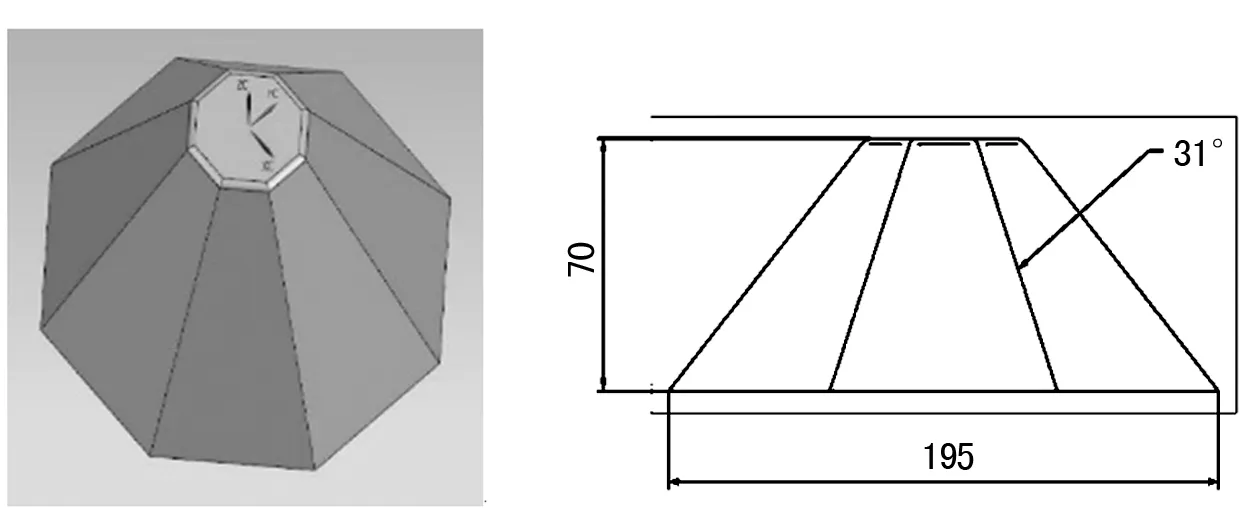
圖2 標準工藝參數驗證模型 圖3 標準工藝參數驗證模型參數
2.3 工藝特征參數組合
基于成型設備及快速驗證的需求,數字化單點漸進無模成型研究,總結考察以下4大控制因子見表1所列,以材料類型作為噪聲因子。按照不同的水平數進行考察。

表1 關鍵工藝參數表
所成型板材的材料特性表2所列。

表2 CR3鋼帶材料特性表
選取的4大關鍵因素,以成型道次,層間距,走刀軌跡和進給速度作為控制因子;材料類型作為噪音因子,按照正交列表排列組合如表3~5所列。

表3 加工程序詳細信息
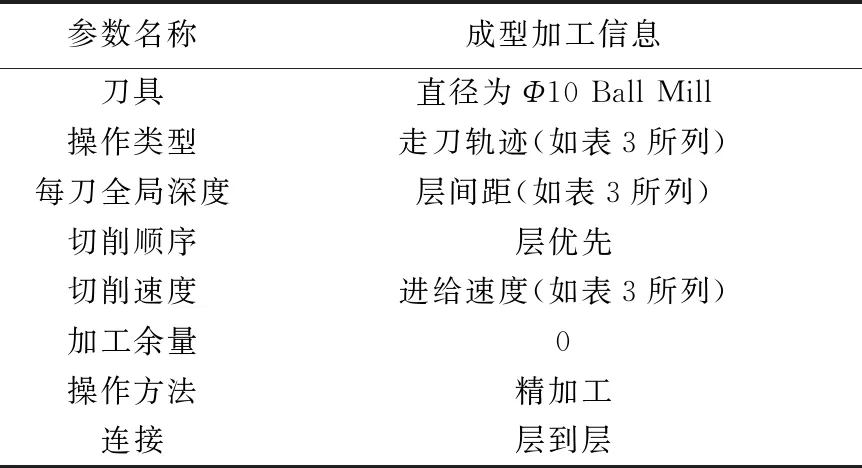
表4 加工程序詳細信息

表5 工藝參數正交列表
可以得到2組每組9種參數包組合。共計18種,對這18種參數組合分別進行試制,得到不同參數對無模成型板材減薄率的影響并分析。
2.4 樣件成型
此樣件是在數字化單點漸進無模成型設備上加工成型的。整個試制過程包括以下步驟:①確認零件角度,深度特征信息并選擇基準平面;設計開發代木凸模;②加工代木凸模和壓邊圈總成,檢查裝配干涉;③調整重合坐標原點,確認數模坐標和加工坐標一致;④編制開發加工方案程序,并按照步驟加工樣件;⑤完成加工,質量檢測,圖4為無模成型設備加工過程圖示。
按照設計的正交列表逐個成型樣件,可以得到18件標準工藝參數驗證模型。其中CR31 mm厚材料9件;CR3 0.65 mm厚度樣件9件。用1 mm厚度板材進行試驗,并再次用0.65 mm板材進行驗證。圖5為標準工藝樣件試制變化規律仍和1 mm的保持一致,則表明試驗的內容可靠。

圖4 無模成型設備加工過程 圖5 標準工藝樣件試制
2.5 成型尺寸分析
運用激光掃描測量得到成型樣件的點云數據,通過和CAD原始數據擬合比對得到色譜圖見圖6。發現整個樣件的幾何尺寸精度控制較好,尺寸精度在+/-1 mm內。而在關注的側面以及錐角處誤差在0.5 mm內。該樣件成型的代木凸模設計及加工程序設計均具有較高精度,所加工的樣件幾何特征和設計狀態較好匹配。

圖6 幾何尺寸檢測
3 試驗結果優化及分析
采用超聲波測厚儀來測定加工完成后標準工藝參數模型的厚度,分析板料的減薄率。超聲波測厚儀的原理是利用超聲波脈沖反射來測定板材厚度,測量精度高并且不破壞零件本身。選擇了標準工藝參數驗證模型的不同位置作為厚度測量點,以樣件頂部,樣件1/2處中間部位以及底部位置進行測量,計算出3組位置的平均厚度得到對應的減薄率。可以得到樣件的平均減薄量約0.28~0.32 mm,計算出減薄率約在28%~32%的水平。從圖7、8所示可以看出,樣件底部減薄量明顯大于平均減薄水平。是由于底部區域水平方向上面積更大導致拉伸變形量大,同樣體積的材料流出更多。

圖7 樣件減薄量分析

圖8 樣件減薄率分析
見圖9,把測定的減薄率數值進行信噪比分析,可以得到追求最佳減薄率的參數組合為A1-B2-C1-D3,即成型道次為一道次成型;層間距選擇最小的0.2 mm;走刀軌跡選擇單向等高路徑;進給速度選擇最大80%。按照經過最優參數組合再次進行無模成型,圖10為制作出優化后的最優減薄率樣件,再次測定減薄率為26%,相對于之前的28%~30%的減薄率可以看出優化的參數組合有效提升了標準工藝驗證模型樣件的減薄率。

圖9 信噪比分析
數字化單點無模漸進成型中,關鍵特征參數會對減薄率有明顯的影響[4]。進給速度和減薄率特性呈現正比例,更高的進給速度有利于提升減薄率:進給速度快有利于板料局部流動,非加工部位的材料可以補償流入提升了加工部位的厚度;層間距越小則減薄率越好,小的層間距使特征成型更加均勻,同時層間距太小會導致加工時間大幅度增長,影響加工效率;走刀軌跡選擇一次或者兩次走刀成型最優利,試驗結果表面刀路太多會產生過多的加工層紋進而影響樣件表面粗糙度,并且會破壞表面鍍鋅層降低板材防腐蝕性能。

圖10 優化參數包再成型
4 結 論
數字化單點無模漸進成型中,關鍵特征參數會對減薄率的影響。通過試驗和數據分析,可以得出如下結論:進給速度和減薄率特性呈現正比例,更高的進給速度有利于提升減薄率:進給速度快有利于板料局部流動,非加工部位的材料可以補償流入提升了加工部位的厚度;層間距越小則減薄率越好。走刀軌跡選擇一次或者兩次走刀成型最優利,試驗結果表面刀路太多會對板材表面形成過壓,導致材料更加致密的同時厚度也會減薄;刀路太多會影響減薄率。針對標準工藝參數驗證模型,減薄率最優參數組合為:采用無過渡刀路而一道次成型,Z向進給量為0.2 mm的最小步距,刀路為單向等高線漸進成型,刀具移動進給速度為6 400 mm/min。采用優化后的參數包后減薄率從28%提升至26%,相對于原參數包提高比例達到7%。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
