基于激光焊接技術的水下焊縫修復系統研究*
2021-01-12 12:18:56卞向南邵長磊張曉春翁志敏賀小明
機械研究與應用 2020年6期
卞向南,邵長磊,張曉春,翁志敏,梅 樂,賀小明
(上海核工程研究設計院有限公司,上海 200233)
0 引 言
核電站內的建筑、設備等在長期服役的過程中會逐漸出現表面磨損、應力腐蝕開裂等老化現象[1],需要對其進行在役修復以避免對電站的安全運行造成威脅。以用途為貯存乏燃料的乏燃料水池(以下簡稱乏池)為例,為有效屏蔽核輻射,乏燃料存放在注滿水的乏池中,乏池四壁及底面均使用不銹鋼板包覆以防止放射性物質滲漏。乏池的焊縫多且長,在生產運行過程中可能會產生貫穿裂紋導致泄漏。
目前電站一般采用排空乏池、人員進入池中近距離焊接的措施進行修復。該種方案會產生乏燃料轉移貯存較為困難,人員近距離接觸污染物導致人體吸收劑量增加等多種弊端。
針對乏池的在役水下裂紋修復需求,開發了一套基于激光焊接技術的水下焊縫修復自動化系統,其可實現遠程控制,以焊絲熔覆的方式修復水下環境中的焊縫裂紋。
1 修復方法及原理
根據水中環境不同水下焊接可分為三種方法:濕法、干法和局部干法[2]。直接在水中進行焊接為濕法焊接;大型壓力艙沉入水底將焊接設備及焊接對象籠罩在艙中并排干艙內全部水進行焊接為干法焊接;使用小型排氣罩只將正在焊接部位包裹形成局部干式環境,其余部件置于水中的方法為局部干法。局部干法具有焊接質量高,占用空間小等優點,選用其作為乏池修復方案較佳。與其他水下焊接技術相比,激光焊接具有熱輸入低、可控性好[3]、焊接系統簡化便于集成化組裝[4]、焊接功能部件體積小等優點,與局部干法焊接匹配度較高。
通過結合水下局部干法激光焊接及自動化技術,開發了一種基于水下局部干法及激光焊接的水下焊縫修復系統,其可實現乏池在役環境下,對池底的焊縫裂紋進行自動化焊接熔覆修復。
2 系統組成
水下焊縫修復系統由水上設備、水下設備及用以模擬乏池的模擬水槽(包含加壓設備)等組成。水上設備包含激光器、整個系統的控制柜、為系統提供冷卻水源的冷卻箱等。水下設備由焊接組件和支承組件組成。焊接組件在水底承擔焊接任務,其包括各種環境傳感器、激光頭、排水氣罩、送絲機、照明設備、視覺傳感器等零部件。支承組件為焊接組件提供各自由度的運動及距離精度控制。水下焊縫修復系統組成圖如圖 1所示。

圖1 水下焊縫修復系統組成圖
乏池面積廣、池底環境復雜,且焊接組件重量較大,系統采用具有較強負載能力的落地式桁架為支承組件的樣式,通過廠房吊車將水下設備吊入乏池需修復位置。設備支承部件采用鋁合金材質以減輕重量,對于選用的耐輻照電氣零部件的外殼均采用不銹鋼材質以提高對輻照的屏蔽效果。支承組件利用屏蔽電機以齒形帶傳動驅動焊接組件在水平X、Y方向移動,以齒輪齒條傳動調節焊接組件在垂直Z方向與工作對象的距離。電機采用48 V直流伺服電機外加屏蔽殼體密封,確保電機的水密、耐輻照性能及用電安全。圖 2為水下焊縫修復系統水下設備的組成樣式。

圖2 水下焊縫修復系統水下設備外形圖
3 焊接組件設計
如圖3(a)所示,焊接組件由焊接裝置和排水氣罩兩部分組成。焊接裝置內置焊接所需的激光頭、送絲機、視覺模塊(焊接熔池監控CCD)等,外部使用不銹鋼殼體進行密封和包裹。
為減少焊接裝置的整體體積,對視覺模塊、激光頭、送絲機進行了結構集成。波長為950 nm的紅外激光可從分光鏡穿透,池底照明設備產生的波長較短的可見光則在分光鏡上發生反射并被視覺模塊接受,光路圖如圖 3(b)所示。
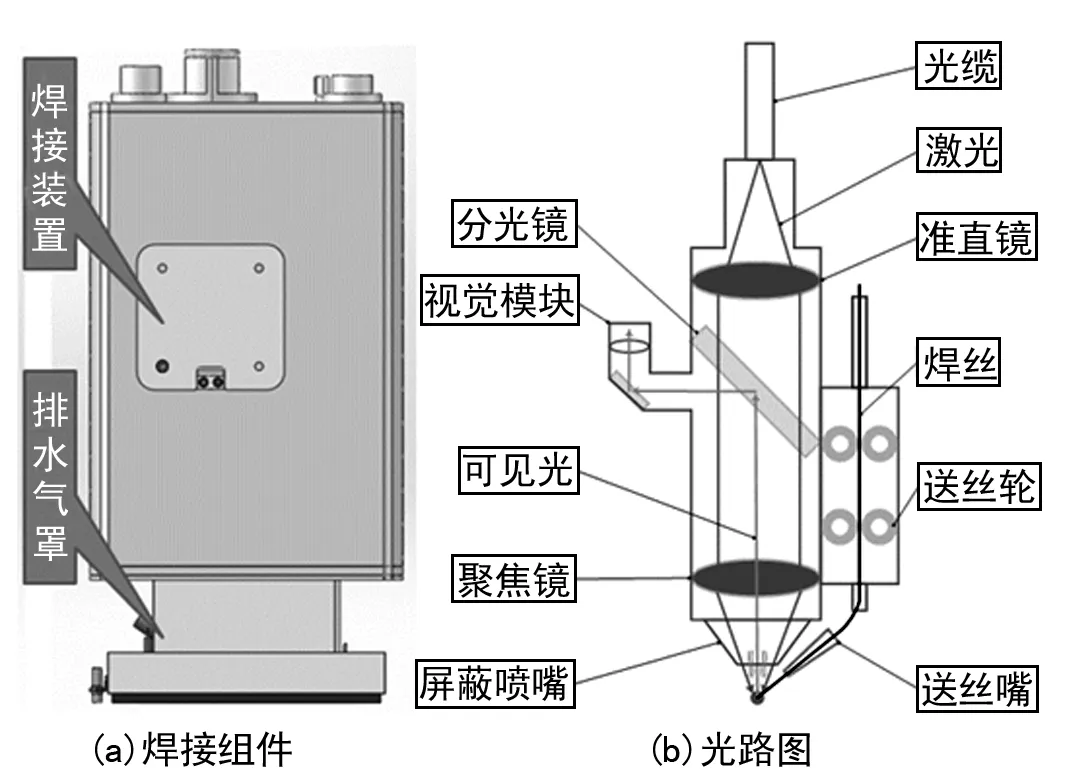
圖3 焊接組件內外部結構
排水氣罩用以為焊接區域創造獨立的局部干式空間。主體設有阻燃海綿、溫/濕度傳感器、氣壓傳感器、照明燈、環狀氣室等,其結構如圖4所示。保護氣體通過導氣管進入氣罩內的環狀氣室,氣室的管線上均布3 mm孔徑氣孔,氣體在氣室內得到充分緩沖,速度和壓力進入氣罩后分布較為均勻,可保持氣流穩定,并下壓焊接煙霧將其排出。
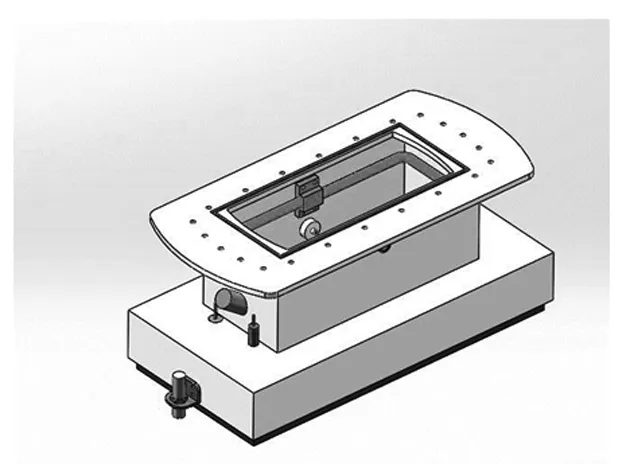
圖4 排水氣罩整體樣式圖
氣罩底部與池底接觸部分為阻燃海綿,海綿在氣罩向下的壓力作用下能夠根據底板和焊縫的形狀做適應性改變,起到良好的密封效果。海綿的內側裝有金屬防護網,外側為橡膠膠皮,可維持海綿在運動過程中不發生橫向變形。
4 控制系統設計
水下設備在工作區域就緒后,控制系統根據各傳感器的信號反饋,對設備的各運動部件進行調整,包括焊接裝置的X/Y軸水平移動、焊接裝置Z軸方向的高度調節、水下照明強度、排水氣罩內的保護氣體流量等。水下焊縫修復系統的整體硬件結構如圖5所示,視覺模塊在獲取池底焊縫裂紋(已經過前期處理)的圖像后,利用圖像識別算法自動生成焊縫的系列坐標,計算機按照既定的程序及激光參數通過PLC控制各驅動器和排氣、送絲、焊接的焊接過程運行。
5 水下焊接試驗
使用可加壓的試驗水箱對焊縫修復系統進行水下焊接模擬試驗(見圖6)。試驗對象為ASME SA240 S3210雙相不銹鋼鋼板,其表面預制V型坡口的直線焊縫。多次試驗后,焊接參數擬定為:激光功率3 000 W、焊接速度480 mm/min、光斑直徑5 mm、送絲速度275 cm/min、保護氣為99.99%氬氣、保護氣流量25 L/min、模擬水深10 m。

圖5 控制系統硬件結構展示圖

圖6 水下焊接模擬試驗
最終焊接成形焊縫外形如圖7所示,熔覆焊縫的外表光滑,成形良好,沒有明顯的咬邊和氣孔缺陷,焊縫與原坡口的一致性較好,滿足了水下焊縫裂紋修復的質量要求。

圖7 水下激光填絲熔覆焊縫
6 結 語
介紹了一種用于核電站乏池可水下工作的焊縫修復系統的設計方法,其結構可靠,運行精度較高,水密性能好,耐輻照能力高,試驗結果表明其能滿足核電站在役水下遠程修復的需求,有望在將來推廣到核電廠的實際應用中,以減少近距離接觸的人工活動,保護核工業維修人員的安全。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
消費者報道(2014年7期)2014-07-31 11:23:57
