基于二維超聲振動輔助的鈦合金切削加工分析與試驗研究*
2021-01-12 14:04:50代兵
金剛石與磨料磨具工程 2020年6期
關鍵詞:振動
代 兵
(長春職業技術學院, 長春 130000)
鈦合金材料具有強度高、耐熱耐腐蝕以及抗氧化性能好等特點,受到醫療器械、航空航天、化工冶金等行業的廣泛關注[1]。與此同時,鈦合金材料由于具有較低的彈性模量、較差的導熱能力和易于黏結的特性而成為一種難加工材料。在加工過程中會造成其切削區域溫度升高,嚴重影響刀具切削刃的切削性能,極大地降低工件加工后的表面質量,因此制約了鈦合金材料在精密產品上的推廣和應用[2-3]。
近些年,國內外專家學者對鈦合金的精密加工進行了大量的研究。ZHOU等[4]運用超聲振動輔助加工技術進行切削加工,研究了超聲振動對刀具的切削性能、切削力、使用壽命以及工件表面粗糙度的影響;喻棟[5]基于鈦合金材料的加工特性,設計了單激勵條件下的橢圓超聲振動系統,并對鈦合金材料進行了精密切削加工;廖鵬飛等[6]進行了電塑性-超聲振動耦合切削鈦合金試驗,相比普通切削時的加工表面質量有明顯改善;路冬等[7]通過有限元軟件建立鈦合金一維超聲振動切削仿真模型,分析了切削速度方向施加的超聲振動的切削效果。
上述這些研究,主要都集中在一維超聲振動加工及利用有限元軟件進行仿真研究等方面,而對二維超聲振動加工的研究較少,且對切削力的理論分析也不夠完善。為進一步降低鈦合金切削加工中的切削力,提高工件加工后的表面質量,將二維超聲振動輔助加工工藝應用于鈦合金的切削加工過程,通過分析刀具的橢圓切削軌跡,構建切削力數學模型,找出影響切削力的指標因素;同時設計鈦合金二維超聲振動切削試驗,研究其切削加工效果,并與普通切削時的效果進行對比。
1 二維超聲振動加工理論分析
1.1 刀具軌跡分析
普通切削時,刀尖的運動軌跡在XOY平面內是一條直線;一維超聲振動切削是在刀具軸向或徑向1個方向上施加一定頻率和振幅的振動,此時刀尖的運動軌跡呈現螺旋狀曲線;而二維超聲振動切削則是在2個方向上同時施加振動,此時刀尖相對于工件的運動軌跡為橢圓形曲線,通過控制超聲振動的相位差等,改變材料的切削機理,以提高其切削效率和加工質量。二維超聲振動切削原理如圖1所示,刀尖運動軌跡如圖2所示。

二維超聲振動切削加工中,刀具和工件之間會產生周期性的接觸和分離,此時刀具的軌跡方程為[8-9]:
(1)
式中:A為x方向的超聲振幅,B為z方向的超聲振幅,ap為理論切削深度,v為進給速度,n為主軸轉速,r為工件直徑,f為超聲振動頻率,φ為x和z方向振動的相位差。
1.2 瞬時切削力模型
在二維超聲振動切削加工中,由于刀具在超聲振幅的作用下的運動軌跡是橢圓形的,并以此方式對工件進行斷續加工,刀具的振動使刀具的剪切角變大,使得加工中產生的切屑厚度明顯低于普通切削加工時的[10]。因此,基于切屑厚度對切削力進行理論建模,分析超聲振動條件下的切削力變化情況。普通切削和超聲切削進給方向的切削力為[11]:
(2)
(3)
式中:Fcm、Fum分別為普通切削和超聲輔助切削時進給方向的切削力;Sx-y為XY平面內的切削面積;τs為與剪應力角相關的剪應力流,可根據J-C本構模型進行計算;α為刀具前角;β為切屑在前刀面的摩擦角;φtra和φult分別是普通切削和超聲切削加工中的剪切角;?則分別對應超聲切削加工中刀具的切入和切出部分。
從式(2)、式(3)中可知:切削力主要由切削面積、剪應力流和剪切角決定,而當加工參數確定后,則只有切削面積屬于變量。
加工中的切削力根據麥錢特最小切削原則,通過微分可知其剪切角為[12]:
(4)
將式(4)代入到式(2)和(3)中,就可得普通切削和超聲切削加工中的切削力。
2 試驗設計
2.1 設備與材料
試驗設備主要包括車床、刀具系統、超聲振動裝置,如圖3所示。其中車床為沈陽機床廠的CAK4085數控車床,主電機功率為5.5 kW,主軸最高轉速為2 000 r/min;所用的切削工具為PCD車刀,刀尖圓弧半徑為200 μm;超聲發生器功率為50~250 W,頻率為0~35 kHz。加工材料尺寸為φ100 mm×300 mm的TC4鈦合金棒料,其元素質量分數如表1所示。

圖3 超聲振動切削試驗設備
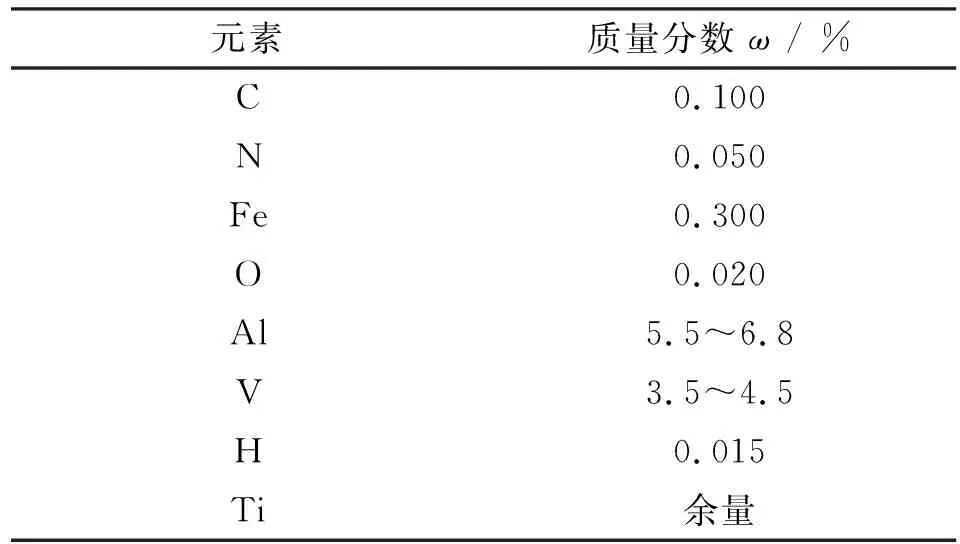
表1 TC4鈦合金質量分數 Tab. 1 Mass fractions of TC4 titanium alloy
2.2試驗參數
試驗前先精車鈦合金棒料,使其表面狀態一致,然后對其表面進行切削試驗,試驗中為防止測力誤差不使用切削液。加工中通過超聲波發生器為刀具系統提供超聲信號,獲得的切削力等信號由數據采集卡、電荷放大器和測力儀等采集、放大、處理并測量。主要切削試驗參數如表2所示,其中振動頻率為0時代表普通切削,振動頻率為30 kHz時代表超聲振動切削。

表2 試驗參數
3 結果與分析
3.1 切削力測試
選取表2中的切削速度為60 m/min時進行切削試驗,用Kistle測力儀測量切削時的切削力,則不同切削方式下進給方向上的切削力大小如圖4所示。
從圖4可以看出:普通切削中的切削力劇烈變化,說明其沖擊力較大,進而使切削力出現較大幅度的抖動情況;而在超聲切削加工中,切削力的變化基本保持在較窄幅度內,不會出現切削力大幅震蕩的現象,說明超聲切削加工更平穩。

為進一步研究超聲振動輔助條件下切削力的變化情況,分別采用表2中的不同切削速度進行切削試驗,分析進給方向的平均切削力大小,并與普通切削進行對比,試驗結果如圖5所示。
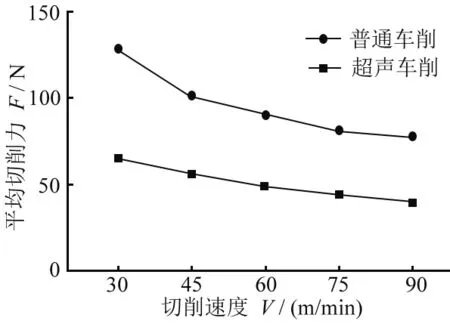
圖5 不同切削速度條件下切削力對比曲線
由圖5可知:2種切削方式下的平均切削力隨切削速度的增加都呈現出逐漸降低的趨勢,但超聲切削的平均切削力小于普通切削的。這是由于隨著切削速度的增加,切削溫度逐漸升高,摩擦系數減小,從而使切削力變小。同時,由于超聲振動的斷續切削作用加快,使刀具和工件之間的分離時間縮短,從而使超聲切削中的平均切削力低于普通切削時的。在切削速度為90 m/min時,普通切削條件下的平均切削力為76.6 N,而在超聲切削加工條件下的切削力為40.1 N,下降了47.7%。
3.2 工件表面微觀形貌分析
采用表2中的試驗參數對鈦合金工件材料進行加工,此時的切削速度為90 m/min,加工區域表面切削三遍后使用原子力顯微鏡測量已加工工件的表面形貌,測量區域是1 000 μm×1 000 μm的矩形,測量結果如圖6所示。
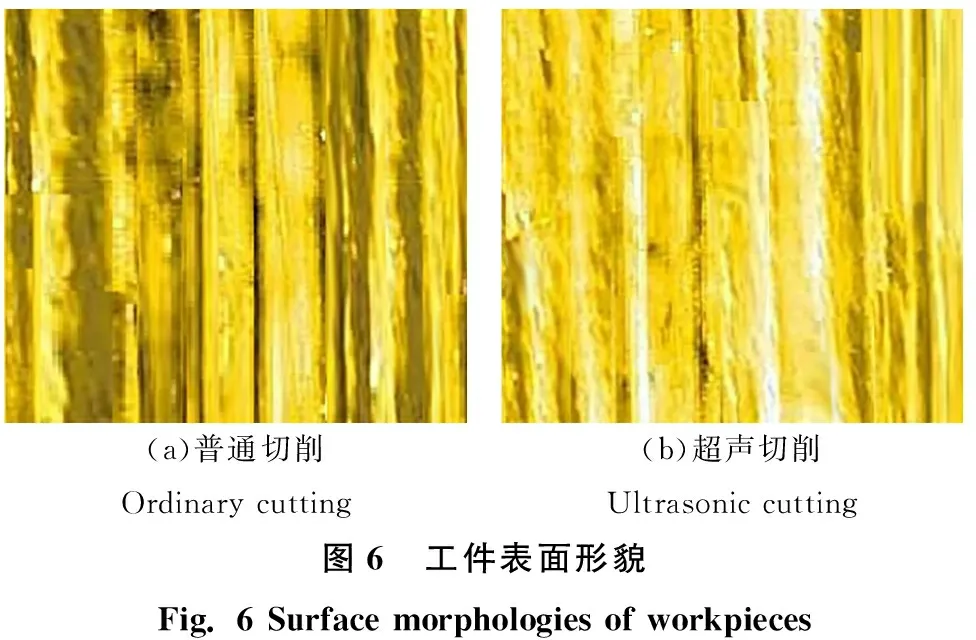
由圖6可以看出:普通切削加工后的表面具有較深的劃痕,且劃痕之間分布不均勻,由于劃痕深淺不一導致工件加工質量較差。在試驗中對普通切削后刀具的切削刃前端進行觀察,發現刀具前端出現了明顯的積屑瘤,且在刀具后刀面位置還可以觀察到輕微的黏結磨損;而超聲切削加工后的工件表面劃痕及溝槽明顯變淺,且相鄰劃痕之間的間距也基本統一,形成的表面質量較好。試驗中可以觀察到刀具的切削過程十分平穩,加工后的刀具切削刃前端并沒有積屑瘤以及后刀面幾乎沒有黏結磨損產生。這是由于超聲切削中的刀具軌跡為橢圓曲線,改變了材料的切削機理,并對加工表面的劃痕和溝槽起到了平整作用。此時超聲切削時的切削力相對較小,切削過程也不會產生較大的振動。
為深入分析超聲加工的效果,對上述測量區域中的圖像明暗、紋理等三維信息,采用光學非接觸三維形貌測量系統對工件表面輪廓進行測量,結果如圖7所示。結果顯示:超聲輔助切削后的工件表面輪廓范圍明顯低于普通切削時的。普通切削的表面輪廓高度范圍為0~3.0 μm,平均高度為2.2 μm,超聲切削表面輪廓高度范圍為0~1.9 μm,平均高度為1.3 μm,輪廓平均高度減小了40.9%。可見,采用超聲加工的表面更光滑,質量大幅提升。

(a)普通切削 Ordinary cutting
3.3 刀具磨損情況分析
為進一步分析二維超聲切削時的刀具磨損情況,采用普通切削和二維超聲振動切削2種不同切削方式加工前述TC4鈦合金棒料的表面,參數如表2所示,此時的切削速度取值為60 m/min。試驗過程中,根據國標中規定的刀具后刀面最大磨損帶寬度VB= 300 μm作為刀具磨鈍標準[13],每間隔10 min用激光共聚焦顯微鏡對刀具的后刀面磨損帶寬度進行拍攝與測量,當刀具達到磨鈍標準后, 更換新的同樣刀具進行另外一組試驗,其結果如圖8所示。
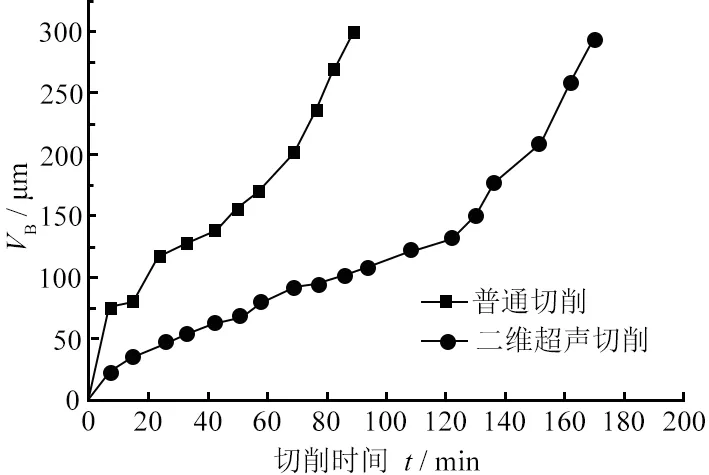
圖8 不同切削方式下刀具壽命對比
由圖8結果可知:在相同切削參數條件下,普通切削時刀具的磨鈍時間約為90 min,二維超聲振動切削時刀具的磨鈍時間約為170 min。因此,采用二維超聲振動切削時的刀具壽命明顯提高,比普通切削時的刀具壽命提高了近一倍。這是由于二維超聲振動切削將連續加工變為斷續加工,增大了切屑和刀具的散熱面積,降低了刀具切削刃處的溫度,并在斷續加工中降低了切屑對刀具的劃擦作用,因而增加了刀具的磨鈍時間。
為直觀對比刀具的磨損情況,在上述條件下以2種切削方式各切削120 min,然后采用掃描電鏡(SEM)對刀具后刀面磨損形態進行觀察,結果如圖9所示。
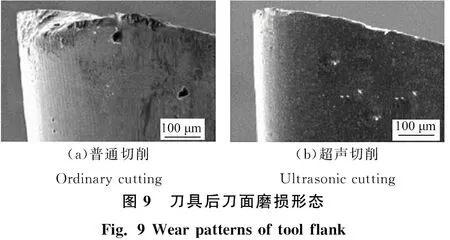
由圖9可以看出:切削工件120 min后,普通切削后的刀具后刀面磨損較嚴重, 其磨損形態主要是刀面剝落、崩刃和刀尖破損,已達到磨鈍標準;而超聲切削后的刀具后刀面磨損相對較輕,其磨損形態主要是微崩刃和溝槽磨損,并且還能繼續使用,說明超聲切削可有效減小切削力對刀具的沖擊,大大提高了刀具的耐用度。
4 結論
基于二維超聲振動切削工藝對鈦合金加工過程進行分析,建立了刀具運動軌跡和切削力模型,找出影響刀具切削力的指標因素,然后設計二維超聲振動切削試驗,研究二維超聲振動加工對切削力、工件表面質量以及刀具壽命的影響。得出如下結論:
(1)普通切削時的切削力存在較大幅度的抖動,而超聲切削加工中的切削力變化幅度較窄、更平穩。在切削速度為90 m/min時,普通切削時的平均切削力為76.6 N,而超聲切削加工時的平均切削力則為40.1 N,下降了47.7%。
(2)普通切削加工后的工件表面具有較深的劃痕,且劃痕之間分布不均勻;而超聲切削加工后的表面劃痕及溝槽明顯變淺,相鄰劃痕之間的間距也基本統一。對2種切削方式下的表面輪廓進行測量,普通切削和超聲切削時的表面輪廓高度范圍分別為0~3.3 μm和0~1.9 μm,平均高度分別為2.2 μm和1.3 μm,后者的輪廓平均高度減小了40.9%。因而采用超聲加工的工件表面更光滑,其質量大幅提升。
(3)在相同切削參數條件下,普通切削和二維超聲振動切削時的刀具磨鈍時間分別為90 min和170 min,后者的刀具壽命比前者的提高了近1倍。且切削工件120 min后,普通切削后的刀具后刀面磨損較嚴重, 磨損形態主要是刀面剝落、崩刃和刀尖破損,已達到磨鈍標準;而超聲切削時的刀具后刀面磨損相對較輕,磨損形態主要是微崩刃和溝槽磨損,并且還能繼續使用,說明超聲振動切削可有效提高刀具使用壽命。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
