影響直接紗絲束寬度的幾個關鍵因素
2021-01-11 20:25:06白龍張振濤高原陳仕驕
科學與生活 2021年27期
白龍 張振濤 高原 陳仕驕


摘要:簡要分析了拉絲成型過程中拉絲張力、成型附件等對直接無捻粗紗絲束帶寬的影響,找到關鍵因素,實現對絲束帶寬的可控性調節,生產出滿足客戶對絲束帶寬的特殊要求。
關鍵詞:直接無捻粗紗、帶寬、成型張力、卷繞比、集束器、排線梭子
0 前言
直接紗又稱直接無捻粗紗,原絲生產過程相對簡單,成品做成的玻璃鋼制品強度較高,可以直接應用于纏繞和拉擠工藝,也可直接用來織布,因此用途非常廣泛,是我公司的主要的產品,約占公司總制品量的1/3強。
直接紗在產品檢驗過程中,主要監測絲餅的含水率、可燃物、強度、浸透速度、外觀質量等。在近一段時間的市場接觸過程中,我們發現客戶對絲束帶寬的要求越來越嚴格,而且要求也不同,有的客戶要求帶寬盡量的小,有的則要求帶寬足夠寬。為不斷滿足客戶需要,提升產品質量與市場競爭力,必須探索出控制絲束帶寬的生產工藝和方法,以滿足客戶需要。本文主要從拉絲工藝方面將影響直接紗絲束寬度的幾個重要因素做一下簡單分析。
1 影響帶寬的幾個因素
影響直接紗絲束帶寬的因素有很多,除浸潤劑體系外,拉絲工藝方面主要的因素有:產品TEX數、拉絲張力、卷繞比、排線梭子外形、集束器。這幾個因素必須綜合起來進行考慮,仔細分析它們對絲束帶寬的影響和它們之間的相互作用。
2 因素分析
2.1、TEX數
不同TEX數的直接紗產品的帶寬一般是不同的,高TEX產品的帶寬正常情況下總是要比低TEX產品的帶寬大,除非是為了滿足客戶特殊需求。
2.2 集束器
直接紗生產中都會使用第一集束器和第二集束器,目的是提高絲束的集束性。集束器一般選擇石墨集束輪,它的優點是導熱性能高、摩擦力小、耐磨,設計時主要考慮它的倒角和槽寬度,而且對石墨表面的剖光有一定的要求。傳統集束輪一般都是“V”型的(見圖1),底部槽寬較小,絲束經過時受拉絲張力的影響,在集束輪“V”型底部受擠壓會呈現出一種圓潤的狀態,最后成型的絲束寬度較窄。并且由于絲束“V”型外部邊緣持續接觸,磨損劇烈,會引起絲束斷飛,存在一定的質量隱患。這種工藝適用于短切纖維的生產,在現在直接紗生產中正逐步被“U”型輪替換(見圖2)。
使用“U”型輪時,絲束只在剖光非常好的“U”型輪底部穿過,不與外部邊緣接觸,一般不會在水平方向受擠壓,而且拉絲張力造成集束輪上原絲呈現出扁平、寬度大的狀態,生產的原絲均勻性好。
2.3成型張力
當絲束受力較大的時候,絲束就會在張力的牽引下繃緊收縮,寬度變窄;而當受力較小時,絲束就會稍寬一點。紗束成型張力主要包括機頭牽引力、玻璃液重力、空氣阻力、涂油輥和集束輪阻力、玻璃液黏度等作用力。在實際生產中,玻璃液黏度和玻璃液重力基本保持不變,因此我們一般會通過調整拉絲機卷繞比、拉絲工藝位置等方式來調節張力大小。
2.3.1拉絲工藝位置調整
拉絲工藝位置是指漏板、冷卻器、涂油器、集束器和拉絲機之間的布局位置關系(見圖3),原則上絲束在拉絲機機頭卷繞過程中要保持最小的張力。
注:參數說明:
A:框架底面與涂油輥紗束接觸點的垂直距離
B:涂油輥紗束接觸點與第一集束器的垂直距離
S:拉絲機機頭正面中心線與漏板正面中心線的水平距離
T:框架底面到拉絲機機頭中心線的垂直距離
影響拉絲張力的主要工藝位置包括A距離、B距離、S距離和T距離。S距離和T距離一般在投產時就已經固定,很少變動。A+B距離決定漏板框架地面和第一集束器之間的絲束形成的扇面大小,拉絲時扇面與空氣之間的阻力大約占總成型張力的40%;扇面越大,與空氣的接觸面就越大,張力也就越大。通過調節涂油器支架和集束器支架來調節A+B的工藝位置幅度有限,效果也不明顯,因此只做細微調整。
原絲在涂油輥上的涂油有效寬度對絲束寬度也有影響。在試驗過程中,我們采用雙分拉合一的工藝方式,增大絲束涂油有效寬度,可比單分拉工藝絲束寬0.20mm左右。
2.3.2拉絲機卷繞比
直接紗拉絲機卷繞比是指排線器完成一個往復周期,機頭所轉過的圈數。不同產品的卷繞比是不同的,合理的卷繞比對產品性能的影響取到一
個至關重要的作用。部分直接紗拉絲機卷繞比輸入為無限不循環數值,可以使絲餅表面排成網狀結構,有利于烘干時水份的排出,并因此能夠控制原絲紗束的寬度。
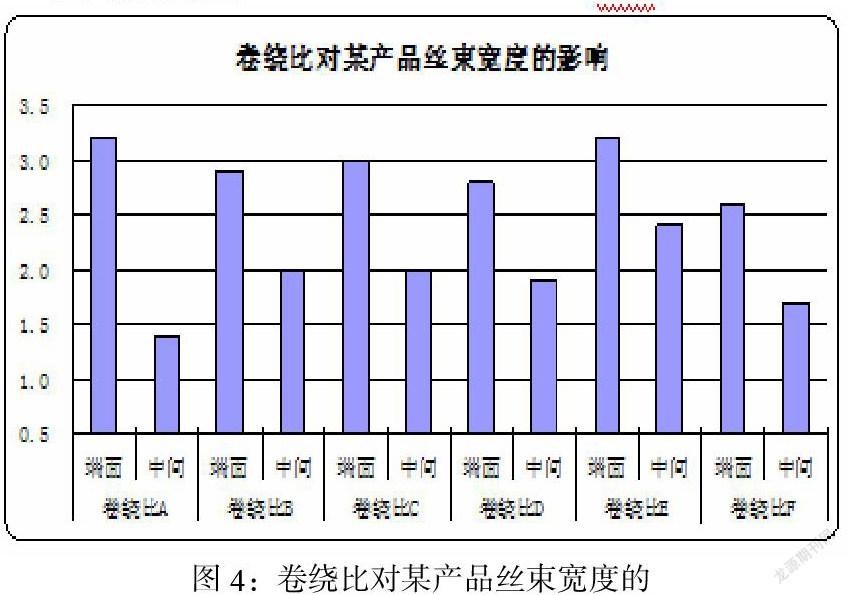
從上圖中我們可以看出:
①卷繞比對絲束成型影響很大,寬度變化明顯;
②卷繞比對同一個絲餅端面絲束和中間絲束的寬度影響是不同的,不合理的卷繞比會導致端面拐角處絲束較寬,而中間部分絲束寬度較細。
③卷繞比大小與絲束寬度并不是成比例關系,即當卷繞比增大時,絲束寬度不一定會變細或變粗。
大的卷繞比一般會引起絲束成型張力變大,有可能導致絲餅爆紗、拉制凹凸紗等問題,因此設計卷繞比時應充分考慮各種因素的影響,設計出一個合理的卷繞比,滿足客戶的生產要求。
2.4排線梭子
排線梭子槽間距也對絲束寬度有一定的影響。
3 結束語
客戶對產品絲束寬度的要求越來越嚴格,而且多樣化,我們通過對絲束寬度影響因素的分析,采取有效地方式對絲束進行調整。
影響直接紗絲束寬度的因素有很多,其中卷繞比是最關鍵的,其它拉絲工藝和附件如集束器、排線梭子等也對其有明顯的影響。在實際生產中,這幾個因素必須綜合起來進行考慮,合理布局、設計和應用。
參考文獻
[1] 張志堅,謝孝勛,章建忠.淺析浸潤劑及成形工藝對玻璃纖維性能的影響.[J] 玻璃纖維.2011, 4(1):18-22
[2] 李松平.玻璃纖維生產加工與創新設計及檢測技術標準實施手冊(上卷) [M].安徽文化音像出版社2004(1): 258-265.