線束焊接工藝的發展
2021-01-11 02:54:39唐浩
科學與生活 2021年27期
關鍵詞:工藝





摘要:本文對線束行業焊接工藝,從發展、分類講起,著重講解的釬焊焊接工藝的發展歷程,從手工焊接到熱壓焊接、熱風焊接和最新的激光焊接,并對釬焊標準,尤其是虛焊進行地闡述,有助于大家系統了解焊接的工藝。
主題詞:釬焊,熱壓焊接,熱風焊接,激光焊接,虛焊
1.前言
線束是由連接器,導線通過一種或數種端接方式形成的導通連接,再外覆一層或數層包覆材料(導電或絕緣),以達到傳輸電源、信號的電路組件。從應用角度分類,線束可分為計算機和通訊設備線束、家用電器線束、汽車線束、醫療線束、航空航天及軍用線束等。
端接技術(也叫連接技術)是現代制造工業中不可缺少的加工手段,是通過機械的或化學的方法,把兩種材料或零部件接合在一起。一般有非固定性連接和固定性連接之分,非固定性連接的接頭可以活動或拆卸,如繞接、螺紋連接、彈性夾持連接等;而固定性連接的接頭是永久性的,如壓接及各種焊接等。
2.焊接
焊接,是指通過采用物理的或化學的方法,使分離的材料產生原子或分子結合,形成具有一定性能要求的整體。作為現代制造業中最為重要的材料成形和加工技術之一,焊接技術的應用領域遍及石油化工、機械制造、交通運輸、航空航天、建筑工程、微電子等幾乎所有的工業制造領域。
焊接既是一門新興的同時又是一門古老的技術,從歷史上說,它在公元3000年以前就已有記載,但真正成為一門重要的制造技術,確是20世紀的事情。[1]目前,焊接技術已多達40多種,主要可分為三大類:熔焊、壓焊、釬焊。[2] 具體分類及定義詳見下表1所示。
3.釬焊
在線束行業,由于連接器的焊杯與導線的焊接區域狹小,為保證焊接的可靠性,通常采用釬焊工藝。釬焊的焊接過程是將焊料、被焊金屬同時加熱到最佳溫度,依靠熔融焊料潤濕、擴散并與被焊金屬形成合金層的一種過程。
在線束行業,釬焊方式主要有:手工焊接、熱壓焊接(也叫電阻焊接)、熱風焊接、激光焊接等四種。后三種是自動焊接方式,是規模化生產的發展方向,多見于民用相關行業中。
3.1手工焊接
手工焊接是最早也是最基本的焊接方式,曾經廣泛應用于線束的各個領域,但目前僅在軍用線束領域還在大規模使用。主要是由于軍用線束多批種、小批量的生產模式所導致。而且軍用線束應用場合比較特殊,即使在其他領域早已進入無鉛無鹵的環保時代時,其還在大規模的使用錫鉛焊料。錫鉛釬料對多種母材金屬均具有良好的潤濕性及鋪展能力,尤其是共晶成分Sn63Pb的釬料合金,表面張力小,流動性好,力學性能也十分優異。
在《航天電子電氣產品手工焊接工藝技術要求》中對手工焊接的典型工藝流程圖描述如下:[3]
手工焊接的特點是幾乎無設備投入,但其焊接質量完全依靠操作者的熟練程度。為此各大軍用線束廠商都制定的詳細地焊接作業步驟和判定標準。將各種焊接不良照片羅列培訓是一種簡單、高效的方式,有利于焊接者能夠直觀判定。
3.2熱壓焊接(電阻焊接)
熱壓焊接也叫電阻焊接,在線束行業中,連接器的端子和導線導體對齊后,附加一片焊錫片或錫膏,此時焊機的焊頭對釬料施加一定的壓力,然后焊機電源輸出的電流通過焊頭表面,產生熱量,溫度升高,熔化釬料,從而達到將連接器和導線焊接在一起的目的。根據焦耳定律Q=I2RT(Q-熱能,I-通過的電流,R-電阻,T-電流通過的時間),精確控制電阻焊接的三要素,即電阻、電流和時間,就可以控制熱能輸出,從而保證焊接質量。下圖3是常用的電阻焊機照片。
圖中, A.溫控器和變壓器:提供焊接系統需要的電壓轉換和大電流
B.壓頭組:提供加熱單元(Hot Bar頭)的定位和固持
C.Hot Bar頭:提供將電流轉換為焦耳熱的生熱和傳熱單元
D.電流線:將電流傳送至加熱單元
熱壓焊接其優點在于優越的溫度、時間、壓力等參數的再現性控制,可以滿足電子行業大批量生產對于焊接質量恒定性的要求。此焊接方式來源于印制板領域金手指的焊接,特別適合于平整面的焊接。但線束行業,線材導體外徑有差異,使其焊頭的共享性受限。
3.3熱風焊接
熱風焊接是利用熱風作為焊接熱源的一種釬焊方式。廣泛應用于電子、機械、儀表、光電等各個行業。
在電子接插件行業中,從上世紀90年代開始的熱風技術就一直應用在SMT的回流焊和波峰焊工藝中。在回流焊的加熱系統中,熱風強制對流技術以其對特的優勢逐漸取代了汽相技術和紅外技術。強制熱風回流焊爐一般采用上,下兩層加熱裝置和多溫區隧道式全不銹鋼爐腔結構,特殊的熱風循環系統設計使爐內形成一個多重循環的熱氣流,從而保證在每個溫區周圍氣氛恒溫,溫度穩定度可高達±1°C,同時使元器件不發生偏移,整個加熱過程利用高精度溫控儀控制。[4] 在波峰焊工藝中,通過冷風吹動發熱管產生熱風的加熱方式也是一直存在的。
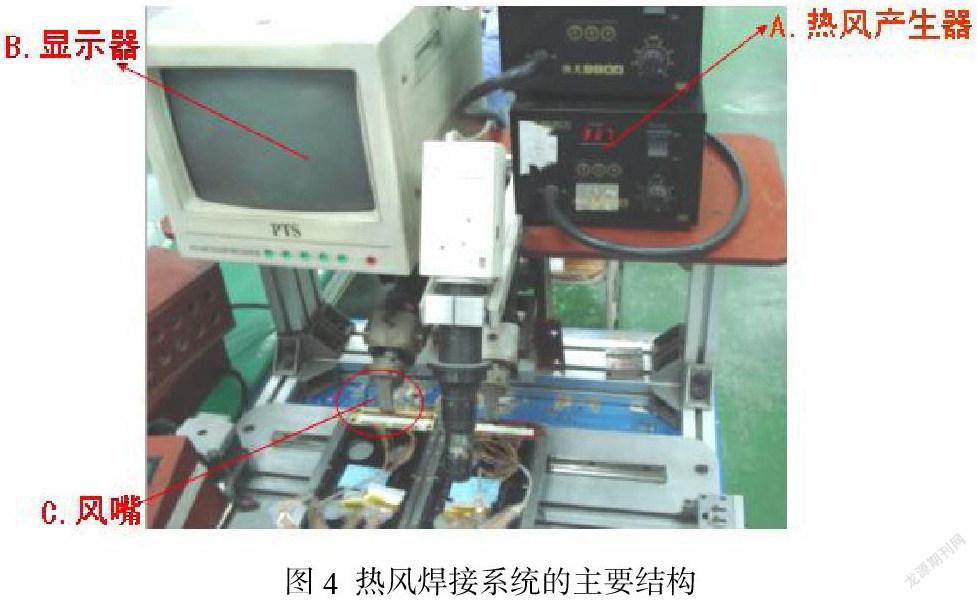
在本世紀初,線束廠商富士康將熱風焊接應用到連接器與導線的自動焊接上,取得的顯著效果。其機器如圖4所示:
圖中, A.熱風產生器:提供產品焊接所需熱源
B.顯示器:用于觀察產品的焊接狀況
C.風嘴:熱源的出口,正對產品
該設備利用快克熱風槍焊頭作為熱源輸出,具有設備投資成本低,焊接速度快等優勢;但熱風加熱的范圍難以精確控制,焊料與連接器同時受熱,對風嘴的尺寸設計和焊接的溫度管控要求較嚴格。
3.4激光焊接
隨著線束行業不斷向微小化、精細化發展,連接器、線材的尺寸進一步做小、做密,前期的自動焊接方式分別遇到工藝瓶頸。熱壓焊接存在過大的接觸壓力,熱風焊接對于焊接的連接器結構有要求,逐漸不能適應微小元器件的精密焊接。此時激光焊接逐步成為自動焊接主流方式。激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法,可以采用連續或脈沖激光束加以實現。激光焊接的優點在于,焊接精度高,光斑可以達到為微米級別,熱影響區域小,且為非接觸式加熱,不存在接觸焊接導致的應力。下圖5是激光焊接的產品圖。
4.釬焊標準
手工焊接和自動焊接最大的不同在于焊接熱源提供的方式,但不論是電烙鐵還是熱風、激光等等,焊接后產品的判定標準都是一致的。在《航天電子電氣產品焊接通用技術要求》中對焊接質量要求主要是外觀方面,表面應無氣孔、針孔、空洞或非結晶狀態,要具有良好的潤濕。并要求焊料應潤濕焊接部位的表面,并圍繞焊點四周形成焊縫,潤濕角一般應小于30°。[5]
焊接最大隱患是虛焊。虛焊就是焊點表面看起來焊上了,焊接質量尚可,也不存在“搭焊”、“拉尖”、“露銅”等瑕疵。但實際焊料內部并沒有通,或者處于通與不通的中間不穩定狀態,指焊料與焊接件的金屬表面被氧化層或其它污物所隔離,沒有形成完整的金屬合金層,只是簡單地依附在焊接件表面所造成的缺陷。正常的外觀檢驗,即使采用X光檢測,一般都很難將這種虛焊缺陷檢測出來,質量危害很大。軍工產品上常通過環境應力篩選試驗的溫度沖擊、溫度循環、隨機振動等方法,在溫度變化和應力交變沖擊過程中充分暴露焊點中的缺陷,進行提前篩除。
5.結束語
線束行業在不停的發展,各種新產品、新工藝不斷涌現。尤其是軍工線束,多批種、小批量產品的固有特性,每年都要處理成千上萬種類型的連接器和導線,如何快速、準確、高效的導通連接,將是我們一直研究焊接工藝的動力。
參考文獻
[1]潘際鑾,二十一世紀焊接科學研究的展望,第九次全國焊接會議論文集,大會報告
[2]富士康企業集團中央法務處,Cable Assembly組裝技術專利調查報告,2002年10月
[3]張偉,華葦,徐飛,航天電子電氣產品手工焊接工藝技術要求,QJ3117A-2011,中國航天標準化研究所
[4]史建衛、何鵬、錢乙余等,無鉛化組裝對再流焊設備的挑戰,首屆中國(天津)國際綠色電子制造技術與產業發展研討會,2004年5月
[5]沈培紅、邊強、申磊、黨欣,航天電子電氣產品焊接通用技術要求,QJ3011A-2016,中國航天標準化研究所
作者簡介:唐浩(1981-),男,高級工程師,研究領域為航天線束工藝。蘇州華旃航天電器有限公司,215129。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52