軸類零件的圓跳動(dòng)檢測裝置設(shè)計(jì)
2021-01-10 12:13:07張琰
內(nèi)燃機(jī)與配件 2021年24期
張琰


摘要:本文設(shè)計(jì)了一種軸類零件的圓跳動(dòng)檢測裝置,其通過驅(qū)動(dòng)機(jī)構(gòu)帶動(dòng)軸類零件轉(zhuǎn)動(dòng),利用激光測距傳感器測量零件表面距離變化并將數(shù)據(jù)輸出顯示在顯示模塊上,從而得到該位置的圓跳動(dòng)數(shù)值。通過該檢測裝置,避免了撓性形變產(chǎn)生的干擾,提高了軸類零件軸向定位的準(zhǔn)確性;方便獲取多個(gè)數(shù)據(jù),進(jìn)一步提高了圓跳動(dòng)檢測的準(zhǔn)確性。
Abstract: In this paper, we design a kind of device for measuring the circular run-out of shaft parts. The device drives shaft parts to rotate by driving mechanism, measures the change of surface distance of shaft parts with laser range finder, and displays the data output on the display module, the circular runout value of the position is obtained. By using the device, the interference of flexible deformation is avoided, the accuracy of axial orientation of shaft parts is improved, and the accuracy of circular runout detection is further improved.
關(guān)鍵詞:軸類零件;圓跳動(dòng);檢測裝置;準(zhǔn)確性
Key words: shaft parts;circular runout;detection device;accuracy
中圖分類號(hào):TG8? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)24-0100-03
0? 引言
軸類零件是機(jī)械制造中常見的生產(chǎn)零件之一,在生產(chǎn)成型后需要對(duì)其各種參數(shù)進(jìn)行測量與檢驗(yàn),以判斷是否滿足生產(chǎn)要求,其中圓周表面的圓跳動(dòng)公差是常規(guī)又重要的一項(xiàng)檢測項(xiàng)參數(shù)。如果圓度不滿足要求時(shí),不僅裝配困難,而且會(huì)造成偏心度大,在離心力作用下造成設(shè)備的振動(dòng)加劇,增加磨損和噪聲,降低零件的使用壽命,影響設(shè)備的整體功能,甚至出現(xiàn)安全事故。目前,一般檢測裝置在檢測圓跳動(dòng)公差時(shí),測量頭無法移動(dòng),導(dǎo)致被測量的某些部位會(huì)被遺漏;現(xiàn)有方式往往采用軸橫置的方式,其撓性形變對(duì)圓度影響較大,導(dǎo)致測量數(shù)據(jù)不準(zhǔn)確。為解決上述問題,本文提出了一種軸類零件圓跳動(dòng)檢測裝置的設(shè)計(jì)方案。
1? 軸類零件圓跳動(dòng)誤差測量的現(xiàn)狀
1.1 圓跳動(dòng)誤差的概念
跳動(dòng)誤差是按測量方式規(guī)定的位置誤差項(xiàng)目,主要用于回轉(zhuǎn)表面誤差控制,而圓跳動(dòng)誤差是指被測實(shí)際要素繞基準(zhǔn)軸線無軸向移動(dòng)地回轉(zhuǎn)一周時(shí),指示表在給定方向上測得的最大讀數(shù)與最小讀數(shù)之差,取各測量面上圓跳動(dòng)的最大值作為被測表面的圓跳動(dòng)誤差。
1.2 圓跳動(dòng)誤差的測量儀器及測量方法
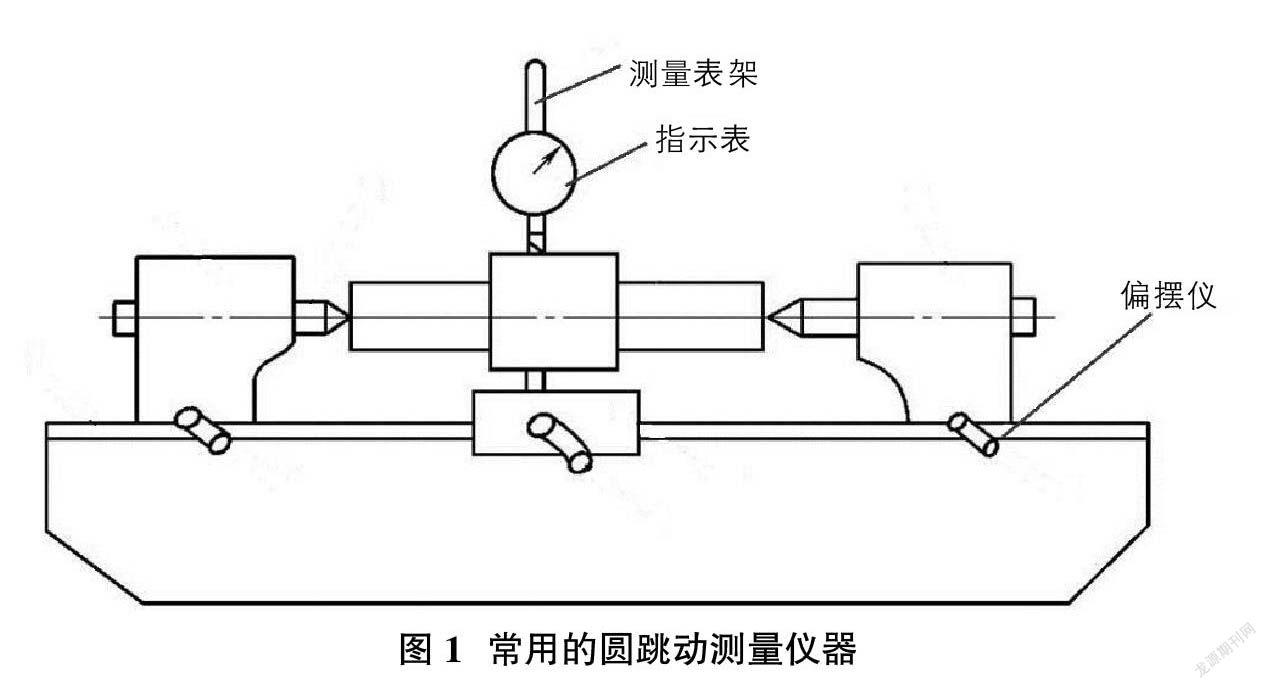
目前常用的測量儀器包括偏擺儀(百分表或千分表)、測量表架、指示表,如圖1所示。
測量方法是調(diào)整偏擺儀兩端頂尖同軸,以兩頂尖的軸線模擬公共基準(zhǔn),調(diào)整被測工件對(duì)頂尖無軸向移動(dòng)且能轉(zhuǎn)動(dòng)自如,采用跳動(dòng)原則,記錄指示表讀數(shù),確定跳動(dòng)量。如圖2所示,在檢測過程中,先用偏擺儀將被測工件兩端頂住,再用測量表架將指示表固定在被測圓柱面上,將指示表壓縮2-3圈,將被測工件回轉(zhuǎn)一周,讀出指示表的最大變動(dòng)量。然后測量圓柱面的其它若干個(gè)截面對(duì)應(yīng)的跳動(dòng)量,取各截面上測得跳動(dòng)量最大值作為該工件的徑向圓跳動(dòng)誤差。
1.3 測量時(shí)出現(xiàn)的問題
通過多次測量才能判斷出跳動(dòng)量的最大值和最小值,人工讀取數(shù)值也會(huì)產(chǎn)生誤差;要使被測軸類零件回轉(zhuǎn)一周,靠人為旋轉(zhuǎn)兩個(gè)頂尖夾持的工件或是通過三個(gè)圓柱滾輪擠壓旋轉(zhuǎn)的方式進(jìn)行,不僅增加了測量的工作強(qiáng)度,而且存在動(dòng)力輸入不穩(wěn)定的問題,也會(huì)對(duì)最終的測量結(jié)果造成較大的人為誤差;人工處理數(shù)據(jù)的過程較繁瑣,測量效率也會(huì)降低。
2? 軸類零件圓跳動(dòng)檢測裝置的總體設(shè)計(jì)及其主要功用
為了克服以上現(xiàn)有測量技術(shù)的缺陷,現(xiàn)提出一種軸類零件圓跳動(dòng)檢測裝置的設(shè)計(jì)。檢測裝置的總體設(shè)計(jì)主要包括:驅(qū)動(dòng)機(jī)構(gòu)、固定機(jī)構(gòu)、夾持機(jī)構(gòu)和測量裝置的
設(shè)計(jì)。
①驅(qū)動(dòng)機(jī)構(gòu):通過電動(dòng)機(jī)、減速裝置、齒輪傳動(dòng)等,帶動(dòng)被測軸類零件的旋轉(zhuǎn)運(yùn)動(dòng)。
②固定機(jī)構(gòu):用來固定被測軸類零件,主要有螺套、環(huán)套、連桿、壓板等組成。
③夾持機(jī)構(gòu):用來夾緊被測軸類零件,主要有螺套、環(huán)套、連桿、壓桿、滾輪等組成。
④測量裝置:通過激光測距傳感器測量被測軸類零件表面的距離變化,并將數(shù)據(jù)輸出顯示在顯示模塊上,從而得到該位置的圓跳動(dòng)數(shù)值。其中,激光測距傳感器與控制顯示裝置中的顯示模塊相連,電機(jī)與控制顯示裝置中的控制模塊相連。
3? 軸類零件圓跳動(dòng)檢測裝置的工作原理
首先利用固定機(jī)構(gòu)和夾持機(jī)構(gòu),實(shí)現(xiàn)被測軸類零件的定位及夾緊;其次通過驅(qū)動(dòng)機(jī)構(gòu),帶動(dòng)被測軸類零件轉(zhuǎn)動(dòng);利用裝在導(dǎo)向套筒的側(cè)壁上沿徑向方向固定的多個(gè)激光測距傳感器進(jìn)行測量,最后得到圓跳動(dòng)誤差數(shù)值。
4? 軸類零件圓跳動(dòng)檢測裝置的結(jié)構(gòu)設(shè)計(jì)
如圖3所示,該軸類零件圓跳動(dòng)檢測裝置的結(jié)構(gòu)設(shè)計(jì)主要包括:底座1,底座1中部通過軸承定軸轉(zhuǎn)動(dòng)連接中心軸線垂直向上的轉(zhuǎn)套8,轉(zhuǎn)套8外側(cè)壁中部固定有齒盤10,且齒盤10連接驅(qū)動(dòng)機(jī)構(gòu),驅(qū)動(dòng)機(jī)構(gòu)包括電機(jī)2,且電機(jī)2的輸出軸通過減速裝置和齒輪嚙合連接齒盤10,轉(zhuǎn)套8上設(shè)置有用來固定軸類零件的固定機(jī)構(gòu)9,轉(zhuǎn)套8的兩側(cè)且位于底座1上固定有兩個(gè)相互平行并垂直向上的導(dǎo)向柱3,導(dǎo)向柱3上滑動(dòng)連接有導(dǎo)向套筒5,導(dǎo)向套筒5的外側(cè)壁通過兩個(gè)橫撐桿固定有兩個(gè)滑套4,并通過滑套4滑動(dòng)連接在導(dǎo)向桿3上,滑套4上設(shè)置有用來固定在滑套4的緊固銷,導(dǎo)向套筒5與轉(zhuǎn)套8共用中心軸線,導(dǎo)向套筒5的側(cè)壁上沿徑向方向固定有多個(gè)激光測距傳感器6,激光測距傳感器6與控制顯示裝置中的顯示模塊相連,電機(jī)2與控制顯示裝置中的控制模塊相連,導(dǎo)向套筒5上設(shè)置有用來夾緊軸類零件的夾持機(jī)構(gòu)7。
驅(qū)動(dòng)機(jī)構(gòu)包括電機(jī)2,且電機(jī)2的輸出軸通過減速裝置和齒輪嚙合連接齒盤10。
測量裝置包括導(dǎo)向套筒5的外側(cè)壁通過兩個(gè)橫撐桿固定有兩個(gè)滑套4,并通過滑套4滑動(dòng)連接在導(dǎo)向柱3上,滑套4上設(shè)置有用來固定在滑套4的緊固銷。激光測距傳感器6與控制顯示裝置中的顯示模塊相連,電機(jī)2與控制顯示裝置中的控制模塊相連。
其中,圖3中的A、B分別為檢測裝置的夾持機(jī)構(gòu)、固定機(jī)構(gòu),具體結(jié)構(gòu)設(shè)計(jì)如圖4、圖5所示。
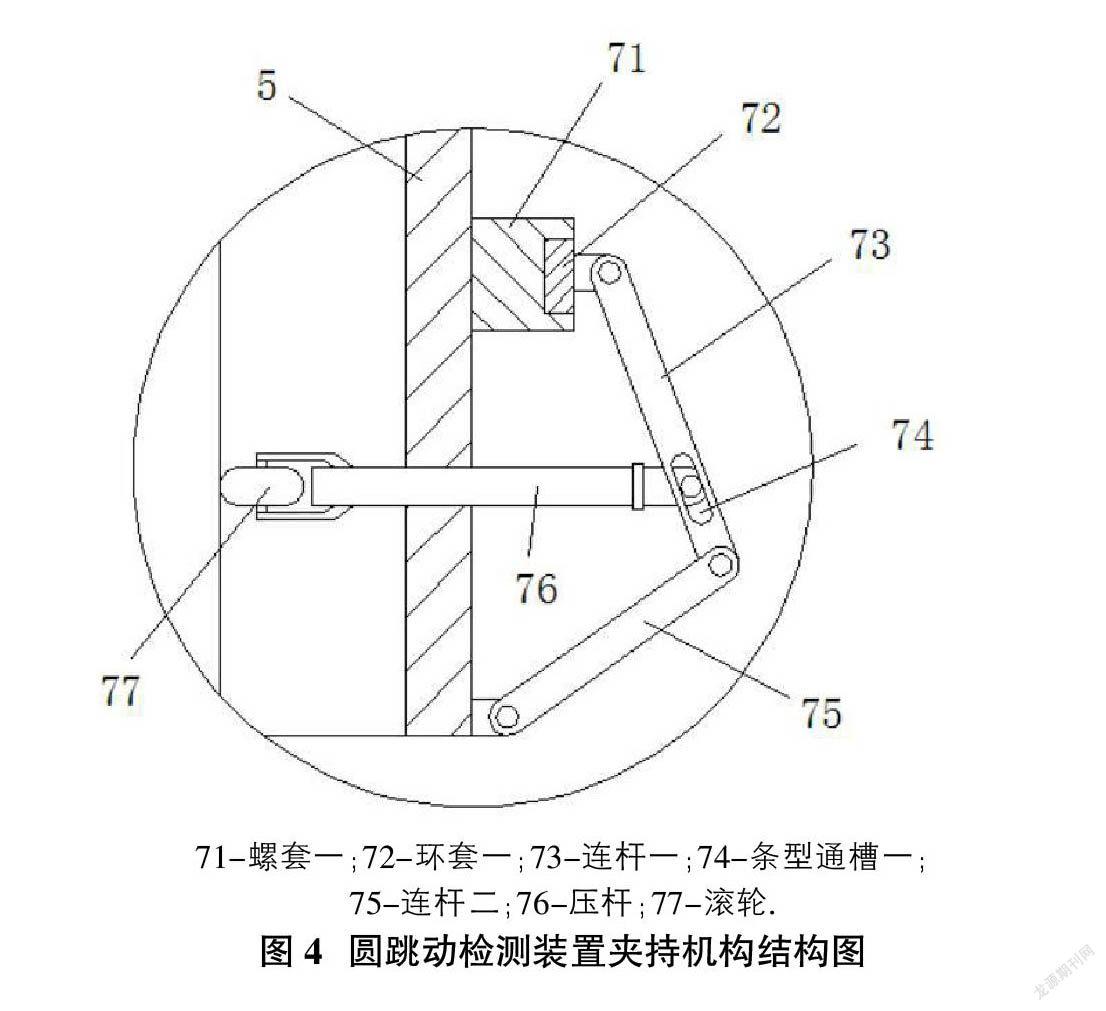
夾持機(jī)構(gòu)包括螺紋連接在導(dǎo)向套筒外側(cè)壁上螺套一71,螺套一71上滑動(dòng)套接有環(huán)套一72,環(huán)套一72上沿圓周走向等間隔鉸接連接有多個(gè)連桿一73,連桿一73的中部通過條形通槽一74和銷桿鉸接連接壓桿76,壓桿76沿導(dǎo)向套筒的徑向方向滑動(dòng)穿過導(dǎo)向套筒的側(cè)壁并且位于導(dǎo)向套筒內(nèi)部的一端鉸接連接有滾輪77,滾輪77的中軸線與導(dǎo)向套筒的中軸線互相平行,導(dǎo)向套筒的下端外側(cè)壁上通過銷軸鉸接連接有與連接桿一對(duì)應(yīng)的連桿二,連桿二與連桿一通過銷軸鉸接連接,且連桿二與連桿一呈V字形,并且開口朝向?qū)蛱淄病?/p>
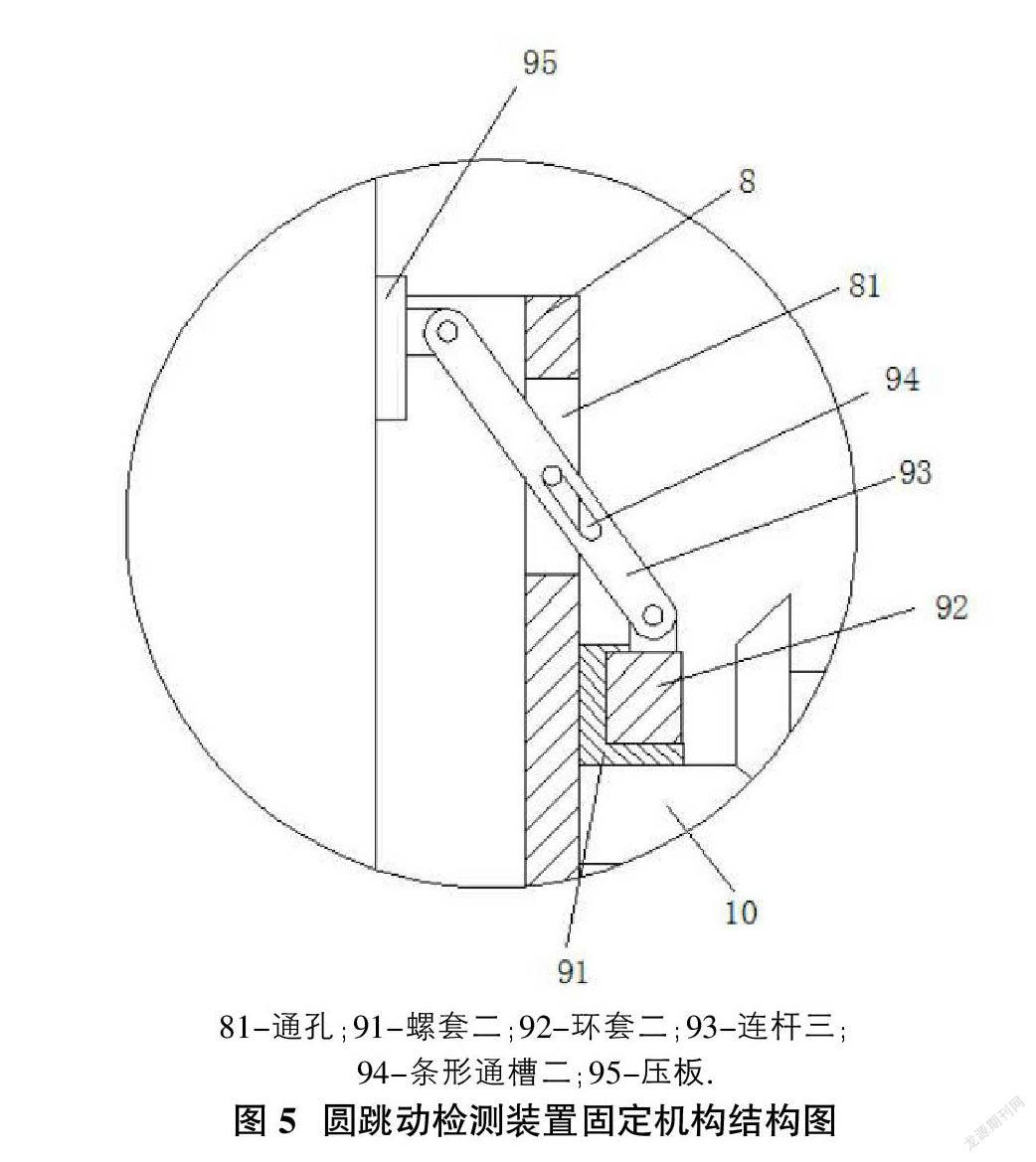
固定機(jī)構(gòu)包括螺紋連接在轉(zhuǎn)套外側(cè)壁上的螺套二91,螺套二91上滑動(dòng)套接有環(huán)套二92,環(huán)套二92上沿圓周走向等間隔鉸接連接有多個(gè)連桿三93,連桿三93的中部通過條形通槽二94和銷桿鉸接連接在轉(zhuǎn)套側(cè)壁上的通孔81內(nèi),并且連桿三93指向轉(zhuǎn)套內(nèi)部的一端通過銷軸鉸接連接壓板95。
5? 軸類零件圓跳動(dòng)檢測裝置的測量步驟
①將需要檢測的軸類零件呈豎直狀從插在導(dǎo)向套筒5和轉(zhuǎn)套8內(nèi)部。
②正向或反向轉(zhuǎn)動(dòng)螺套二91使得螺套二91帶動(dòng)環(huán)套二92沿轉(zhuǎn)套8軸線方向向上移動(dòng),環(huán)套二92的上移使得連桿三93繞通孔81內(nèi)部的銷桿旋轉(zhuǎn),連桿三93旋轉(zhuǎn)的同時(shí)沿條形通槽二94向轉(zhuǎn)套8內(nèi)部推動(dòng)壓板95擠緊軸類零件。
③旋松滑套4上的緊固銷,根據(jù)檢測位置調(diào)節(jié)導(dǎo)向套筒5在導(dǎo)向柱3上的高度位置,使得激光測距傳感器6對(duì)準(zhǔn)需要檢測的位置高度,然后旋緊滑套4上的緊固銷,使得滑套4相對(duì)導(dǎo)向柱3不能移動(dòng)。
④正向或反向轉(zhuǎn)動(dòng)螺套一71使得螺套一71帶動(dòng)環(huán)套一72沿導(dǎo)向套筒5軸線方向向上移動(dòng),環(huán)套一72的上移使得連桿一73和連桿二75的夾角變大,從而推動(dòng)壓桿76向?qū)蛱淄?內(nèi)部移動(dòng),并使得滾輪77抵扣在軸類零件的表面,并且滾輪77與軸類表面可滾動(dòng)。
⑤啟動(dòng)電機(jī)2,電機(jī)2通過減速裝置和齒輪帶動(dòng)齒盤10轉(zhuǎn)動(dòng),同時(shí)同步帶動(dòng)轉(zhuǎn)套8轉(zhuǎn)動(dòng),轉(zhuǎn)套8帶動(dòng)軸類零件轉(zhuǎn)動(dòng),激光測距傳感器6測量到軸類零件表面的距離變化,從而并將數(shù)據(jù)輸出顯示在顯示模塊上,從而得到該位置的圓跳動(dòng)數(shù)值,并與標(biāo)準(zhǔn)值比對(duì),若處于允許的誤差范圍內(nèi)則該軸類零件的圓跳動(dòng)公差合格,反之,則不合格。
⑥需要改變檢測位置時(shí),停止電機(jī)2工作,正向或反向轉(zhuǎn)動(dòng)螺套一71使得螺套一71帶動(dòng)環(huán)套一72沿導(dǎo)向套筒5軸線方向向下移動(dòng),環(huán)套一72的上移使得連桿一73和連桿二75的夾角變小,從而推動(dòng)壓桿76向?qū)蛱淄?外部移動(dòng),并使得滾輪77遠(yuǎn)離在軸類零件的表面,按照步驟三操作調(diào)節(jié)位置,并繼續(xù)步驟四和步驟五,即可得到多組檢測數(shù)據(jù)。
⑦檢測結(jié)束后,停止電機(jī)2工作,正向或反向轉(zhuǎn)動(dòng)螺套一71使得螺套一71帶動(dòng)環(huán)套一72沿導(dǎo)向套筒5軸線方向向下移動(dòng),環(huán)套一72的上移使得連桿一73和連桿二75的夾角變小,從而推動(dòng)壓桿76向?qū)蛱淄?外部移動(dòng),并使得滾輪77遠(yuǎn)離在軸類零件的表面,然后正向或反向轉(zhuǎn)動(dòng)螺套二91使得螺套二91帶動(dòng)環(huán)套二92沿轉(zhuǎn)套8軸線方向向下移動(dòng),環(huán)套二92的上移使得連桿三93繞通孔81內(nèi)部的銷桿反向旋轉(zhuǎn),連桿三93旋轉(zhuǎn)的同時(shí)沿條形通槽二94向轉(zhuǎn)套8內(nèi)部推動(dòng)壓板95遠(yuǎn)離軸類零件,取下軸類零件即可。
6? 結(jié)語
與現(xiàn)有技術(shù)相比,本次設(shè)計(jì)的軸類零件圓跳動(dòng)檢測裝置達(dá)到的效果是:
①采用了豎向測量軸類零件的圓跳動(dòng)公差,避免撓性形變產(chǎn)生的干擾,提高數(shù)據(jù)的準(zhǔn)確性;
②導(dǎo)線套筒可在導(dǎo)向柱上移動(dòng),方便獲取多個(gè)數(shù)據(jù),對(duì)軸類零件的檢測更加全面,提高檢測數(shù)據(jù)的豐富性;
③轉(zhuǎn)套上的固定機(jī)構(gòu)對(duì)軸類零件進(jìn)行固定,提高軸類零件的軸向定位準(zhǔn)確性;
④導(dǎo)向套筒上的夾持機(jī)構(gòu)對(duì)軸向零件進(jìn)行夾持并使得軸類零件能夠定軸轉(zhuǎn)動(dòng),進(jìn)一步提高檢測數(shù)據(jù)的準(zhǔn)確性,降低檢測難度,從而提高檢測效率,有利于批量化生產(chǎn)檢測;
⑤利用激光測距傳感器自動(dòng)測量圓跳動(dòng)數(shù)值并將數(shù)據(jù)輸出,無需人工讀取圓跳動(dòng)最大和最小的變動(dòng)量數(shù)值,減少了由于讀數(shù)產(chǎn)生的誤差。
參考文獻(xiàn):
[1]薛巖主編.機(jī)械加工精度測量及質(zhì)量控制[M].化學(xué)工業(yè)出版社,2020.
[2]盧志珍主編.機(jī)械測量技術(shù)[M].機(jī)械工業(yè)出版社,2016.
[3]聞邦椿主編.機(jī)械設(shè)計(jì)手冊[M].機(jī)械工業(yè)出版社,2018.
[4]莊佃霞主編.公差配合與測量技術(shù)[M].機(jī)械工業(yè)出版社,2020.
[5]李坤淑主編.公差配合與測量技術(shù)[M].機(jī)械工業(yè)出版社,2019.
[6]鄧方貞主編.機(jī)械測量技術(shù)[M].人民郵電出版社,2017.
[7]王伯平主編.互換性與測量技術(shù)基礎(chǔ)[M].機(jī)械工業(yè)出版社,2019.
[8]張彩霞主編.圖解機(jī)械測量入門100例[M].化學(xué)工業(yè)出版社,2011.
