SF33900卡車電動輪電樞軸鏜削更換工藝
2021-01-05 00:38:04張強
露天采礦技術 2020年6期
張 強
(國家能源集團準格爾能源有限責任公司,內蒙古鄂爾多斯 010300)
SF33900 電動輪卡車是由我國湖南湘電重型裝備股份有限公司生產,載重量為220 t,2009 年開始在準格爾能源有限責任公司黑岱溝露天礦、哈爾烏素露天礦投入使用,現2 個礦區共有19 臺,使用年限均有10 年左右,是2 個礦區的主要排土運輸設備。近年來由于露天礦排土量的不斷增大、卡車服役年限的增長,導致電樞軸磨損日漸嚴重,電樞軸前、后軸端花鍵齒套掉落現象不斷出現,嚴重影響了露天礦的日常生產工作。
電樞在使用壓力機直接退軸的過程中,極易造成電樞軸孔的拉傷、磨損,致使電樞的使用壽命降低,而且經外委維修,成本較高,周期較長。通過對電樞軸更換工藝的不斷探討和研究,對SF33900 電動輪電樞軸更換技術進行改進創新,通過對電樞軸的鏜削和制作新的工裝器具,對SF33900 電動輪電樞軸進行了更換,并做到電樞軸孔無損傷,節約了大量的維修成本,提高了SF33900 電動輪卡車的使用率,為露天礦創造了良好的經濟效益。
1 SF33900 電動輪電樞結構及故障產生的原因
1)電動輪電樞結構。SF33900 電動輪電樞由電樞鐵芯、電樞繞組、電樞軸3 部分組成[1],經測量電樞鐵芯長560 mm,直徑490 mm,電樞繞組長680 mm,電樞軸長1 500 mm。電樞繞組結構是嵌入線槽中銅條為導體,銅條的兩端用短路環焊接起來,所以SF33900 電動輪為鼠籠式異步電動機[2],優點是結構簡單、堅固耐用、維護方便、價格低廉,適用范圍廣,在我國工業生產中得到普遍應用。
2)電動輪電樞故障產生的原因。SF33900 卡車電動輪電樞軸損壞的原因有很多,其中主要有以下幾點:①SF33900 電動輪經過多年的運行,電樞軸軸承的頻繁更換,軸承位長期磨損,致使電樞軸承位變小;②SF33900 電動輪常年高速旋轉,對電樞軸端齒牙形成了一個很大的作用力,在長期的運轉過程中軸端齒牙出現磨損、斷裂;③SF33900 電動輪由于電氣、機械故障等原因,使電樞軸產生變形、斷裂等現象,致使電動輪無法運轉。
2 電樞軸鏜削準備工作
SF33900 電動輪電樞軸與鐵芯軸孔之間,是采用過盈配合來進行連接的,在換軸過程中就要釋放鐵芯軸孔對電樞軸的應力,因此要對電樞軸進行鏜孔,直至電樞軸內壁剩1 mm 為止;然后對剩余電樞軸進行高溫加熱進行軟化,將剩余電樞軸取出;最后用烘干箱加熱電樞,用液氮冷卻電樞軸,利用熱脹冷縮原理,擴大電樞軸孔,縮小電樞軸,使用500 t 立式液壓機更換新的電樞軸,達到電樞軸更換的目的。
2.1 繪制電樞固定底座
將電樞在工作臺上擺放平穩,使用角鋼將電樞兩側固定,對角鋼及電樞間距離進行測量并統計。測量鏜床工作臺上固定孔間的距離,并進行再次統計,最終繪制底座結構圖[3],固定底座結構俯視及平視圖如圖1。
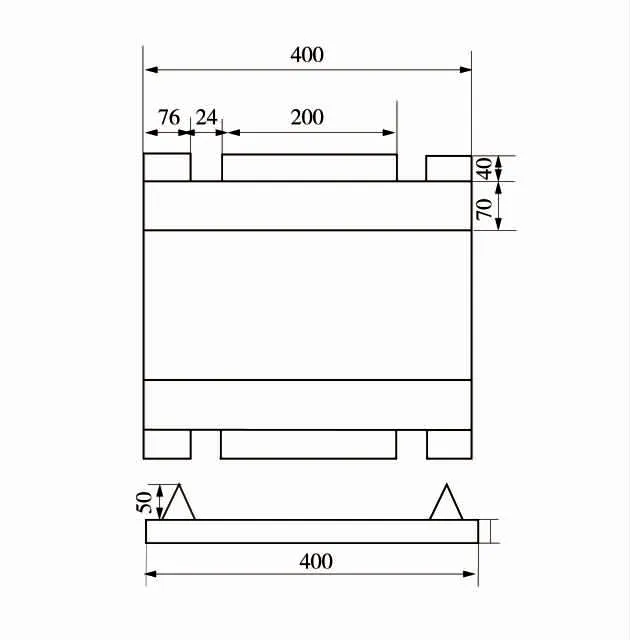
圖1 固定底座結構俯視及平視圖
2.2 制作電樞固定底座
選用厚20 mm,長、寬大于40 mm×40 mm 的鋼板,選用底寬70 mm,高50 mm,總長大于800 mm 的角鋼[4],使用數控等離子切割機進行切割工作,最后使用電焊機對各個部件按照圖紙進行焊接。
數控等離子切割機(CNC plasma cutting machine),主要優點在于切割厚度不大的金屬的時候,較其它切割方法等離子切割速度更快,速度可達氧切割法的3~5 倍,切割面光潔、熱變形小、幾乎沒有熱影響區。
1)等離子切割機操作流程:①啟動空壓機、空氣干燥機;②啟動機床控制柜;③啟動等離子電源;④設置參數;⑤調整好割槍在板材上的位置,啟動程序進行切割;⑥工作完成后,關閉所有電源、氣源;⑦結束切割,下料、清理殘渣。使用電焊機對切割完成后的各個部件,按照底座結構圖紙進行焊接[5],將SF33900 電動輪電樞放置在固定底座上,檢查底座是否符合固定要求。
2)數控等離子切割機設置參數步驟:①用AUTCAD制圖或用已有Solidworks 文件直接轉換為DXF 格式;②將DXF 格式或者DWG 格式的零件圖導入發思特FastCAM 軟件中進行套料、轉換,輸出數控NC 程序,為方便程序的調用及管理,將程序名稱保存為該零件的圖號或者其他名稱;③將轉化好的數控程序,即NC程序,用U 盤拷入機床的控制柜上;④根據所選擇程序的材料及厚度,設置工藝參數。
3 電動輪電樞軸膛削工作
3.1 切削電動輪前后端電樞軸
電動輪電樞軸是選用鋼合金材料制作而成的,本次電樞軸切削所使用的鋸床是浙江偉業鋸床有限公司生產GY4240 液壓鋸床,用其對SF33900 電動輪電樞軸進行切削,需要切削電樞軸的前、后直徑尺寸均為165 mm。
GY4240 液壓鋸床操作流程:①檢查鋸床各部位潤滑情況,檢查鋸床電源線完好情況,檢查鋸床冷卻水電源情況,確認切削液的存量是否適合本次切削;②打開電源,按下啟動按鈕,使鋸床正常運轉,調整鋸床調速手柄,將手柄調至上升位置,使鋸弓上升;③將SF33900 電動輪電樞底座放在合適的位置,吊運電樞放在底座上,電樞軸調至指定切削位置,并將電樞進行固定,將電樞軸端位置夾緊,鋸弓要與電樞軸預計切削的位置保持一致;④將調速手柄調至下降位置,使鋸弓下降,將鋸弓下降至電樞軸預計切削的位置上方;⑤確認需要切削電樞軸的尺寸是否準確;⑥鋸床調整完成后,檢查各項工作是否正確,檢查完成后,打開運轉按鈕對電樞軸進行切削,切削過程中要不斷對切削部位進行冷卻處理;⑦同以上步驟對另一端的電樞軸進行切削;⑧電樞軸切削完成后,調整調速手柄,將鋸弓復位,并按下停機按鈕,斷開鋸床電源;⑨對現場切削材料殘渣進行清理;⑩檢查電樞軸切削位置是否準確。
根據所切削的材料對鋸床的液壓速度進行調整,對帶鋸條線轉速進行調整,SF33900 電動輪電樞軸為高合金鋼材料,因此選擇帶鋸條線轉速為30~ 40 m/min,直徑尺寸為165 mm,切削效率為30~ 35 cm2/min。鋸床加工各種材料的鋸切速度、效率見表1。

表1 加工各種材料的鋸切速度、效率
3.2 電動輪電樞軸鏜孔
SF33900 電動輪電樞軸為高合金鋼材料,所以應選用高速鋼材料鉆頭[6]來進行鏜孔工作,電樞軸孔內直徑為165 mm,鏜孔最終達到孔內軸壁只留有1 mm,從而釋放電樞軸與軸孔的全部應力,達到輕松將孔內所留電樞軸取出的目的。
臥式鏜床操作流程[7]:①檢查鏜床情況:檢查鏜床各部位潤滑情況;檢查鏜床電源線完好情況;檢查鏜床軌道面是否有雜物;檢查鏜床操控系統是否正常;②將電樞底座放在工作臺上,使用螺栓將其緊固,將厚10 mm、長50 mm、寬50 mm 的橡膠放置在底座上方,以防止電樞鐵芯與底座磕碰、刮傷,使用固定架[8]將電樞固定平穩;③調整滑座與主軸位置,使電樞軸中心與主軸中心在同一位置;④在主軸上安裝選好的鉆頭,直徑18 mm;⑤打開電源開關,按下啟動按鈕進行鏜孔,根據所鏜孔材料和鉆頭強度,調整主軸轉速為600 r/min,鏜孔進給速度為30 mm/min;⑥依次更換直徑較大的鉆頭,直至電樞軸內壁剩1 mm 為止;⑦電樞軸鏜孔完成后,調整手柄,將主軸與滑座復位,按下停機按鈕,斷開電源;⑧對現場膛孔后的材料殘渣進行清理;⑨檢查電樞軸鏜孔后是否符合要求[8-10]。
鏜孔完成后,將電樞吊運至工作臺上,使用水解焊機對電樞軸孔內殘留軸進行加熱,加熱至高溫軟化,然后使用撬棍將殘留電樞軸撬出,達到無傷退軸的效果。
4 電樞軸更換工藝
1)將電樞放置在電樞吊運架上,使用螺栓將電樞架緊固,將電樞放入烘干箱內進行加熱150 ℃,加熱時間為6 h,為了不損傷電樞繞組和鐵芯的絕緣,電樞的加熱溫度一般不會超過160 ℃。
2)在新電樞軸一端安裝電樞軸專用吊裝工具,使用抹布擦拭新軸表面,使電樞軸表面保持清潔,清理電樞軸液氮槽,完成后將新電樞軸放入電樞軸液氮槽內,電樞軸液氮槽槽長2 000 mm,槽高240 mm,槽寬300 mm。待電樞加熱將近6 h,將-196 ℃、60 L 液氮2 桶依次倒入電樞軸液氮槽內,用木質槽蓋將電樞軸液氮槽口蓋好,放置20 min 后進行電樞軸的安裝工作。
3)將SF33900 電動輪電樞軸更換專用底座放置在500 t 立式壓力機底座槽上,并固定好。電樞軸更換專用底座是使用高強度合金材料做成的,具有較高的強度,可以完全適應電樞在壓力機下所承受的壓力。專用底座俯視及平視結構圖如圖2。
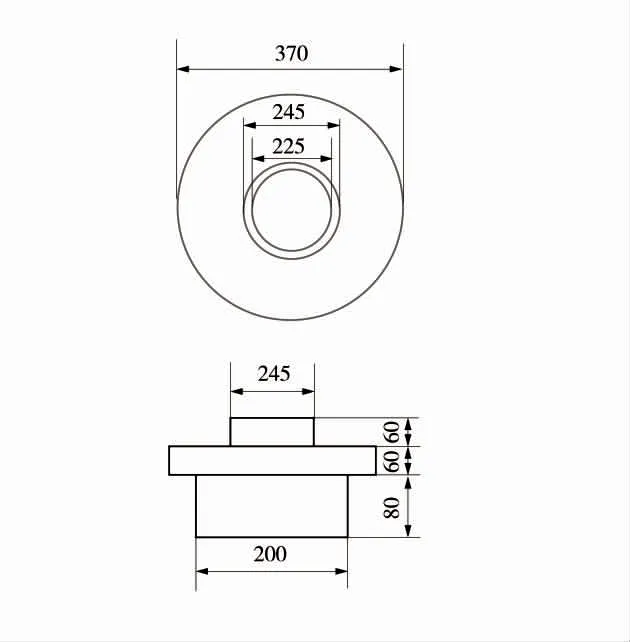
圖2 專用底座俯視及平視結構圖
4)電樞加熱完成后,打開烘干箱,用橋式天車將電樞吊起,將電樞放置在500 t 立式壓力機專用底座上,并且使電樞保持垂直平穩狀態,打開壓力機電源,打開控制板面電源,操作立式壓力機控制板,控制電樞夾板將電樞夾緊。
5)將冷卻好的電樞軸使用吊鉤將電樞軸吊出,保持電樞軸垂直狀態,使用橋式天車將電樞軸慢慢移動至電樞內腔上方,緩慢下落,將電樞軸安裝至電樞鐵芯內,直至達到電樞軸預定位置。
假如沒有到達預定位置,則把電樞軸吊裝工具拆下,將壓力機主缸移到電樞正上方,操作控制板,使主缸正好壓在頂棒正上方,關閉防護欄門,人員撤離至安全位置。啟動系統操作壓力機進行壓軸,一邊壓軸一邊觀察壓力表,電樞軸到達位置后,將主缸收回初始位置,壓力機主缸移到初始位置,關閉壓力機電源。
保持電樞垂直向下狀態,直至電樞鐵芯、電樞軸都達到常溫狀態下,用電樞吊運工具和橋式天車將電樞吊至檢修區,進行后續的檢修工作,經過以上檢修步驟,就完成了SF33900 電動輪電樞軸的全部更換工作。
5 結語
為了解決SF33900 電動輪電樞軸在更換過程中使用壓力機直接退軸而導致的電樞軸孔拉傷問題,研究新的電樞軸鏜削退軸和電樞軸的更換工藝,從而避免了電樞軸孔的損傷,降低了后期電樞軸的更換難度和維修成本,提高了露天礦SF33900 電動輪卡車的使用率,進而為露天礦創造出了巨大的經濟效益。