應(yīng)用變頻器實現(xiàn)冷卻液多級壓力控制
2021-01-05 07:05:56譚善鋒辛建豪李兆亮
設(shè)備管理與維修 2020年19期
譚善鋒,辛建豪,李兆亮
(上汽通用五菱汽車股份有限公司青島分公司,山東青島 266555)
0 引言
曲軸是發(fā)動機(jī)中最重要的部件,它與連桿配合將活塞的直線運(yùn)動轉(zhuǎn)變?yōu)榍S的旋轉(zhuǎn)運(yùn)動,驅(qū)動發(fā)動機(jī)上其他附件工作。曲軸在離心力、慣性力的共同作用下,承受彎曲扭轉(zhuǎn)載荷。為保證工作可靠,曲軸需具有足夠的剛度和強(qiáng)度,軸頸表面需耐磨、工作均勻、平衡性好。
為了達(dá)到軸頸表面的優(yōu)越性能,曲軸采用磨床磨削各個軸徑。隨著磨削的不斷深入,需依次采用四級冷卻液壓力沖洗砂輪及軸徑結(jié)合面(圖1)。
1 系統(tǒng)整體方案設(shè)計
為實現(xiàn)軸徑表面圓度、粗糙度等工藝要求,四級冷卻液壓力需滿足轉(zhuǎn)換時間≤1 s,壓力偏差≤0.05 MPa。根據(jù)系統(tǒng)要求,提出3 種方案。
方案一:定量冷卻泵輸出一定壓力,多組電磁換向閥+調(diào)壓閥調(diào)定壓力。
方案二:定量冷卻泵輸出一定壓力,電磁比例閥多級調(diào)定壓力。

圖1 四級冷卻液壓力
方案三:變頻器控制冷卻泵的轉(zhuǎn)速,輸出多級壓力。
對以上3 種方案,通過查閱文獻(xiàn)資料,進(jìn)行現(xiàn)場調(diào)查,對比分析優(yōu)缺點(表1)。
綜合以上分析,方案一結(jié)構(gòu)復(fù)雜,超出設(shè)備空間,方案二故障率高,維護(hù)成本增加,方案三壓力轉(zhuǎn)換慢,但可通過優(yōu)化PID參數(shù)降低轉(zhuǎn)換時間,滿足轉(zhuǎn)換時間≤1 s 的要求。所以選擇方案三作為最終方案。

表1 整體方案對比
2 硬件的設(shè)計選型
使用變頻器控制冷卻泵,根據(jù)其功能,主要分為高壓泵、電機(jī)、變頻器3 部分。根據(jù)系統(tǒng)對冷卻液的技術(shù)要求,設(shè)計選擇最優(yōu)組合。
2.1 高壓泵的選型
高壓泵需要滿足以下技術(shù)指標(biāo):
(1)流量需求:高壓泵的流量≥305 L/min。
(2)壓力需求:高壓泵輸出壓力≥2 MPa。
針對上述高壓泵的技術(shù)要求,根據(jù)Knoll-KTS 選型參考手冊,結(jié)合泵的性能曲線圖選擇最佳規(guī)格,最終選擇Knoll 品牌KTS 50-100-T 高壓泵。
2.2 電機(jī)的選型
電機(jī)需要滿足以下技術(shù)指標(biāo)。
(1)調(diào)速范圍寬:電機(jī)的調(diào)速范圍需要涵蓋0.1~0.8 MPa 的壓力區(qū)間。
(2)大扭矩、小慣量:滿足兩級壓力切換時間要求≤1.0 s。
(3)高絕緣等級:電機(jī)連續(xù)低速運(yùn)轉(zhuǎn),尾部散熱風(fēng)扇風(fēng)量減少,散熱效率變差,絕緣等級應(yīng)為F 級以上。
(4)合適的性能參數(shù):形狀尺寸需滿足與高壓泵配合安裝,功率參數(shù)需滿足最大需求功率。
針對上述電機(jī)的技術(shù)要求,最終選擇西門子1LE 10013DA234FB4 電機(jī)。
2.3 變頻器的選型
變頻器需要滿足以下技術(shù)指標(biāo):
(1)低壓調(diào)速性能好:當(dāng)壓力需求為0.1 MPa 時,電機(jī)的轉(zhuǎn)速很低,需要使用保證電機(jī)低速穩(wěn)定運(yùn)轉(zhuǎn)的變頻器。
(2)兼容總線通信:PLC 通過總線向變頻器發(fā)送指令,實現(xiàn)電機(jī)的啟停和轉(zhuǎn)速控制,變頻器通過總線向PLC 反饋狀態(tài)。結(jié)合PLC 現(xiàn)有的總線條件,變頻器應(yīng)含有Profibus 通信接口。
(3)優(yōu)異的加減速性能:因為兩級壓力切換時間≤1.0 s,要求變頻器具備優(yōu)異的加減速性能,需要配備制動單元來輔助減速。
(4) 負(fù)載能力合適:額定輸出功率需高于西門子1LE 10013DA434FB4 電機(jī)的額定功率。
綜合以上要素,廣泛查詢選型資料后選定EMOTRON VFX48-03154CE—PAVNNNPAN 作為方案使用的變頻器。
3 變頻器控制方案
曲軸在磨削過程中,4 種冷卻液壓力依次轉(zhuǎn)換,系統(tǒng)將需求壓力實時傳遞到變頻器,通過變頻器控制高壓泵的壓力輸出。針對該傳遞控制過程,提出3 種方案。
方案一:繼電器開環(huán)控制:變頻器預(yù)設(shè)4 種壓力輸出,系統(tǒng)利用繼電器通斷信號控制變頻器選擇不同的壓力。
方案二:Profibus 總線開環(huán)控制:變頻器預(yù)設(shè)4 種壓力輸出,系統(tǒng)通過總線將需求的壓力傳遞給變頻器,實現(xiàn)對應(yīng)壓力輸出。
方案三:Profibus 總線閉環(huán)控制:在高壓泵的輸出端安裝壓力表實現(xiàn)壓力監(jiān)控,系統(tǒng)通過總線將需求的壓力傳遞給變頻器,變頻器以壓力表的讀數(shù)作為負(fù)反饋信號,使用PID 算法控制泵的轉(zhuǎn)速。
方案一與方案二原理簡單、容易實現(xiàn),但是需要標(biāo)定變頻器的4 種輸出壓力,隨著系統(tǒng)硬件磨損變異等原因,輸出壓力出現(xiàn)偏移,需要重新標(biāo)定。方案三調(diào)試相對困難,但壓力輸出穩(wěn)定,不需要標(biāo)定。最終選擇方案三作為變頻器的控制方案(圖2)。
4 軟件系統(tǒng)設(shè)計
4.1 硬件配置

圖2 變頻器控制方案

圖3 配置變頻器

圖4 變頻器邏輯控制
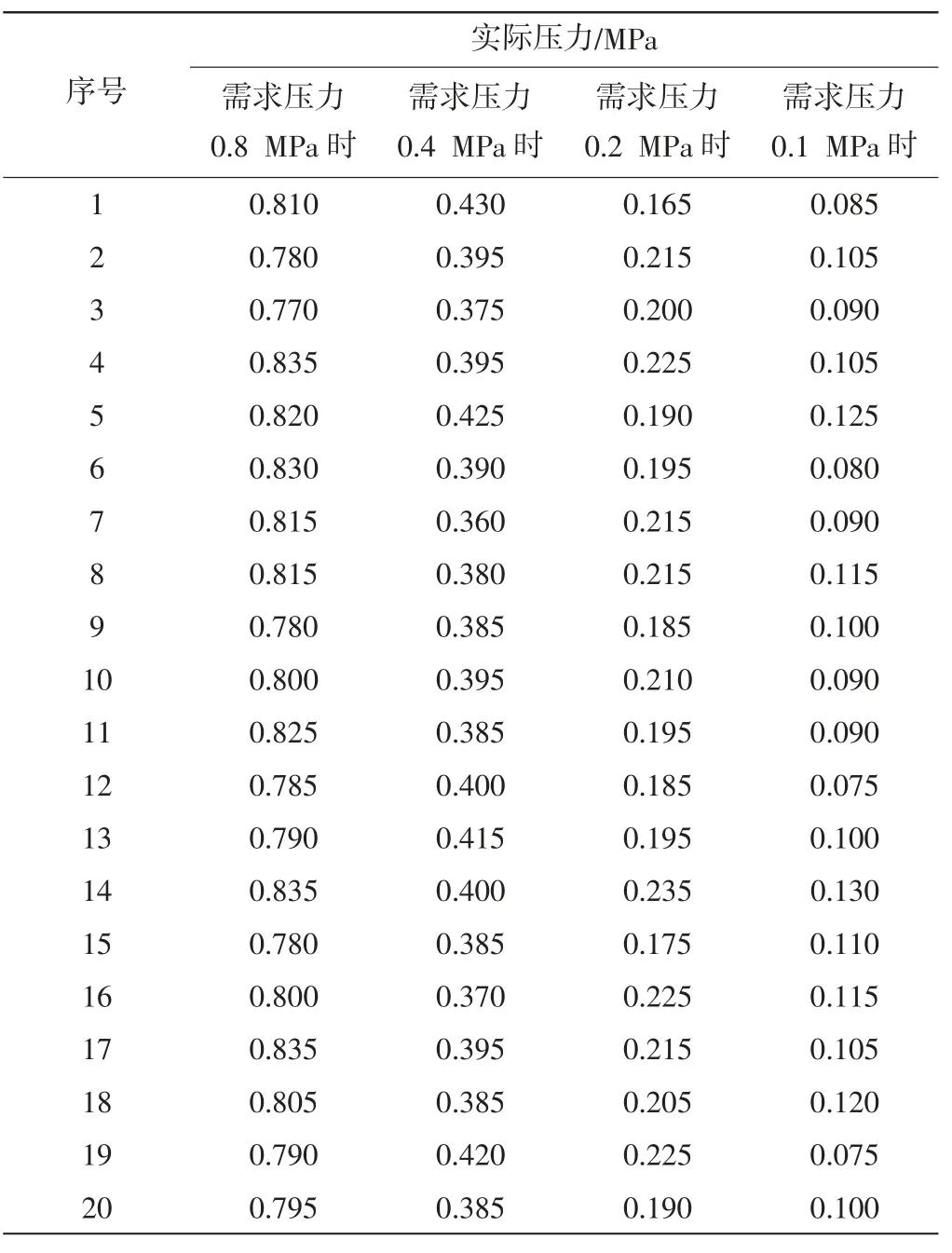
表2 冷卻液壓力記錄

圖5 PID 參數(shù)設(shè)置
將電機(jī)及高壓泵安裝在冷卻液箱上方,通過管路連接將冷卻液輸送到機(jī)床加工倉內(nèi)。管路末端安裝壓力表實時監(jiān)控冷卻液壓力。為減少環(huán)境中濕氣及油霧對變頻器的影響,將變頻器安裝在電控柜中。變頻器通過Profibus 總線與系統(tǒng)PLC 連接,輸出端通過動力線與電機(jī)連接。為實現(xiàn)與系統(tǒng)需求壓力的通信,在系統(tǒng)中對變頻器進(jìn)行配置,分配地址變量(圖3)。
4.2 邏輯控制
根據(jù)系統(tǒng)設(shè)計,變頻器需要實現(xiàn)以下功能:①控制電機(jī)的啟動停止;②根據(jù)系統(tǒng)要求的切削液壓力,輸出不同的信號控制電機(jī)轉(zhuǎn)速;③為了保護(hù)高壓泵防止過載,變頻器僅允許電機(jī)正轉(zhuǎn),不可反轉(zhuǎn);④為了保護(hù)高壓泵防止過載,不磨削加工時打開切削液的卸荷閥。根據(jù)如上功能要求,設(shè)計變頻器的邏輯控制程序(圖4)。
4.3 PID 優(yōu)化
PID 控制,即比例積分微分控制,它是根據(jù)給定值和實際輸出值構(gòu)成控制偏差,將偏差按比例、積分和微分通過線性組合構(gòu)成控制量,對被控對象進(jìn)行控制。在該系統(tǒng)中,將4 種冷卻液壓力作為給定值,預(yù)設(shè)存入變頻器中。通過大量實驗,對P、I、D 三個參數(shù)分別進(jìn)行整定,得到穩(wěn)定快速準(zhǔn)確的壓力響應(yīng)輸出,PID 參數(shù)設(shè)置如圖5 所示。
5 效果驗證
為了驗證系統(tǒng)的實際效果,強(qiáng)制發(fā)出對4 種冷卻液壓力的需求,記錄壓力表的顯示數(shù)值見表2。從表2 中可以看出,系統(tǒng)可以有效區(qū)分4 種冷卻液壓力,壓力偏差最大0.035 MPa,滿足≤0.05 MPa 的技術(shù)要求。利用Ladder Ⅲ軟件監(jiān)控冷卻液壓力的轉(zhuǎn)換時間,最大響應(yīng)時間0.66 s,滿足≤1 s 的時間要求。系統(tǒng)投入使用后,連續(xù)跟蹤3 個月未出現(xiàn)任何失效,運(yùn)行穩(wěn)定可靠。
6 結(jié)束語
利用變頻器控制冷卻泵的轉(zhuǎn)速,可以實現(xiàn)多級冷卻液壓力的穩(wěn)定準(zhǔn)確輸出。相比于傳統(tǒng)的調(diào)壓閥調(diào)定壓力,該系統(tǒng)結(jié)構(gòu)簡單,可靠性高,并且由于從冷卻泵端即已調(diào)定了壓力,無后端調(diào)壓閥造成的壓力損失,節(jié)約了能源。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(jī)(2020年3期)2020-11-06 09:07:42
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
測控技術(shù)(2018年5期)2018-12-09 09:04:50
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
