KDF3E成型機凝膠加注導(dǎo)絲舌的研發(fā)
2021-01-05 07:05:50曹炳強周靖博
設(shè)備管理與維修 2020年19期
關(guān)鍵詞:生產(chǎn)
曹炳強,周靖博,王 超
(紅云紅河煙草(集團)有限責(zé)任公司紅河卷煙廠,云南彌勒 652300)
0 引言
目前國內(nèi)各廠家生產(chǎn)凝膠濾棒工藝的凝膠加注方式,一般采用在普通的導(dǎo)絲舌前懸掛凝膠加注膠針施膠方式。該方式的導(dǎo)絲舌前懸掛凝膠加注膠針施膠方式,伸入導(dǎo)絲舌內(nèi)部的膠針無法保持固定,存在膠針與導(dǎo)絲舌內(nèi)高速運動的絲束摩擦大而導(dǎo)致膠針擺動大,施膠中心線位置難以保障“濾棒圓周中心位置偏差≤1 mm”的質(zhì)量標(biāo)準(zhǔn)要求。同時,由于該方式安裝的膠針與高速運動的絲束成90°角,摩擦阻力大,導(dǎo)致成型機中高速生產(chǎn)時,容易出現(xiàn)凝膠濾棒“縮頭”質(zhì)量缺陷。而采用導(dǎo)絲舌內(nèi)壁焊接導(dǎo)管并插入凝膠加注膠針施膠方式,該方法膠針整體位于導(dǎo)絲舌腔體內(nèi)部,破壞了原導(dǎo)絲舌結(jié)構(gòu),生產(chǎn)過程中導(dǎo)管及焊接部分對絲束摩擦大,成型機中高速生產(chǎn)時,容易出現(xiàn)濾棒端部“縮頭”質(zhì)量缺陷,且操作時容易造成焊接導(dǎo)管脫落和膠針損壞等。針對以上問題,研發(fā)改進措裝置。
1 凝膠加注工藝流程
“紅河(A7)”卷煙使用的濾棒為特殊工藝的載香凝脂濾棒(以下統(tǒng)稱凝膠濾棒)。紅河卷煙廠用來改造凝膠加注工藝的KDF3E 成型機,設(shè)計速度600 m/min。生產(chǎn)初期,凝膠濾棒存在施膠中心線位置偏差大,以及中高速(>300 m/min)條件下濾棒端部縮頭的缺陷,對產(chǎn)品質(zhì)量和品牌形象造成了一定程度的影響,并嚴(yán)重制約著設(shè)備生產(chǎn)效能的發(fā)揮,無法滿足凝膠濾棒精益、高效生產(chǎn)的需求。為響應(yīng)行業(yè)高質(zhì)量發(fā)展的號召,解決這一關(guān)鍵性問題,自主研發(fā)了穩(wěn)定性能更高、更完善的濾棒凝膠加注導(dǎo)絲舌。裝置的工藝流程如圖1 所示:絲束經(jīng)過送絲器收攏進入導(dǎo)絲舌,凝膠膠針伸入導(dǎo)絲舌腔體內(nèi),在該處完成凝膠加注。
2 膠針定位方式
根據(jù)膠針與導(dǎo)絲舌相對位置要保持穩(wěn)定,對導(dǎo)絲舌腔體結(jié)構(gòu)影響小,維修時間短的需求特點,通過采用直插式膠針定位方式,僅有膠針前端施膠部位伸入導(dǎo)絲舌,最大限度地保持了原機結(jié)構(gòu)的完整性。膠針與導(dǎo)絲舌相對位置穩(wěn)定。由于導(dǎo)絲舌材料為合金,與不銹鋼膠針均有較好的耐磨性,可保持膠針與導(dǎo)絲舌相對位置穩(wěn)定,從而保證凝膠加注位置的準(zhǔn)確性。同時,直插式無焊接工藝,通用于生產(chǎn)凝膠濾棒和普通濾棒,不存在脫落問題,膠針損壞更換即可,耗時短。

圖1 凝膠濾棒生產(chǎn)工藝流程
2.1 膠針內(nèi)徑的確定
膠針結(jié)構(gòu)如圖2 所示,凝膠經(jīng)過膠針加注至濾棒內(nèi)部后呈圓柱形,根據(jù)生產(chǎn)條件下凝膠膠液密度及單支濾棒凝膠施加量,經(jīng)過計算得出凝膠膠線直徑,進而得出所需膠針內(nèi)徑。計算過程:依據(jù)已知數(shù)據(jù):凝膠膠液在60 ℃的工作溫度下,密度ρ=1.12 g/cm3,濾棒長度L=100 mm,單支濾棒凝膠施加量m=0.15 g。單支凝膠所需施加的凝膠體積V=m/ρ=133.9 mm3;凝膠膠線截面積S=V/L=
因此選擇膠針內(nèi)徑為1.3 mm,結(jié)合膠針調(diào)整需求,確定安裝孔外徑為1.6 mm。

圖2 膠針結(jié)構(gòu)示意
2.2 導(dǎo)絲舌結(jié)構(gòu)加工
2.2.1 導(dǎo)向孔孔徑加工
針對導(dǎo)向孔孔徑由膠針外徑與配合精度來決定的設(shè)計理念,為保證施膠點精確定位,同時考慮到實際安裝的便捷性與難易程度,根據(jù)膠針外徑以及安裝配合精度需求,確定導(dǎo)向孔徑為
2.2.2 導(dǎo)向孔加工位置
2.2.2.1 施膠點位置
如圖3 所示,施膠點應(yīng)處于導(dǎo)絲舌腔體中軸線上,為找出最佳施膠點位置,使用添加著色劑的凝膠進行模擬實驗,對施膠點與導(dǎo)絲舌前端在不同距離L 下凝膠膠線施加效果及濾棒端部縮頭情況進行檢查。
(1)實驗原理。使用添加著色劑的凝膠進行模擬實驗。
(2)實驗?zāi)繕?biāo)。縮頭量≤0.5 mm;凝膠截面積1.33~1.5 mm2。
(3)實驗步驟。①在凝膠中添加著色劑;②施膠點設(shè)計區(qū)間為距離導(dǎo)絲舌前端0~65 mm 處,在區(qū)間內(nèi)使用黃金分割法依次計算黃金分割點,將其設(shè)定為施膠點進行實驗(圖4)。
(4)實驗數(shù)據(jù)。見表1。
根據(jù)實驗結(jié)果,將施膠點位置確定為距離導(dǎo)絲舌前端L=49.65 mm 處。
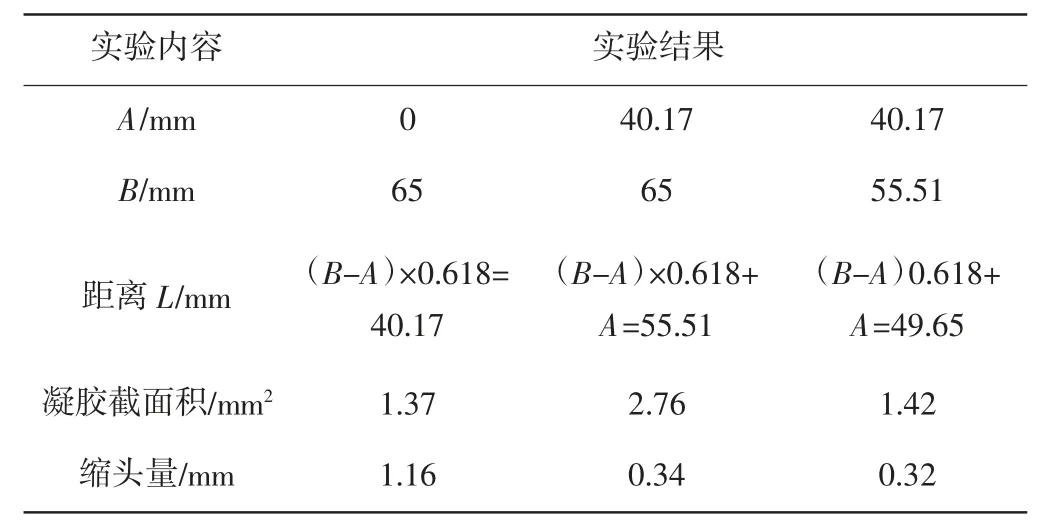
表1 施膠點位置模擬實驗
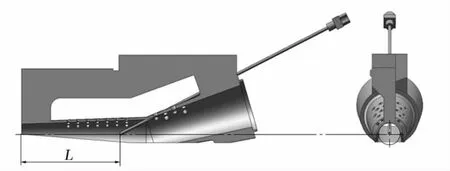
圖3 施膠點位置
2.2.2.2 導(dǎo)向孔與中軸線夾角
如圖5 所示,確定導(dǎo)向孔加工位置與角度。根據(jù)導(dǎo)絲舌及送絲器罩的結(jié)構(gòu)和相對位置關(guān)系,需確保膠針的安裝和前后位置的調(diào)整與送絲器罩位置不沖突。
通過對所需尺寸L1、L2進行現(xiàn)場測量,確定施膠點與送絲器罩最高點的距離為L1=138.264 mm,送絲器罩最高點相對于導(dǎo)絲舌腔體中軸線的高度L2=64.08 mm,因此,導(dǎo)向孔與導(dǎo)絲舌腔體中軸線的夾角需要滿足θ≥27.6°。
導(dǎo)向孔的加工位置隨之確定。經(jīng)測量,導(dǎo)向孔加工位置高度距離導(dǎo)絲舌頂部為L3=6.84 mm,而左右位置處于導(dǎo)絲舌中軸線正上方。
2.2.3 導(dǎo)向孔加工方式
選用增厚外壁加工的方式。將導(dǎo)絲舌外壁增厚合適的尺寸,再根據(jù)所確定的位置及角度加工導(dǎo)向孔。導(dǎo)向孔整體貫穿于導(dǎo)絲舌實體內(nèi)部,同軸度好。由機械設(shè)計公式,計算得出導(dǎo)絲舌外壁與導(dǎo)向孔中心距離為d≥3.2 mm,由此可以計算出導(dǎo)絲舌外壁應(yīng)增加的厚度為5.2 mm(圖6)。
3 膠針調(diào)整方式
采用如圖7 所示萬向調(diào)節(jié)支架。通過萬向調(diào)節(jié)固定膠針位置與膠針前后調(diào)整,實現(xiàn)施膠位置精準(zhǔn)控制。
4 項目實施情況
凝膠加注導(dǎo)絲舌流程、結(jié)構(gòu)設(shè)計定型后,通過膠針采購、導(dǎo)絲舌加工、萬向調(diào)節(jié)支架采購、安裝調(diào)試,并對凝膠加注環(huán)節(jié)相關(guān)物理指標(biāo)進行了測試驗證。隨機抽取凝膠濾棒,檢查施膠中心線位置偏差。如圖8 所示,從直方圖中可以看出,凝膠膠線施加位置偏差全部小于1 mm,均值為0.3379 mm,凝膠膠線位置十分穩(wěn)定,濾棒施膠中心線位置精度達到驗證預(yù)期。
5 項目效益分析
裝置研發(fā)投入使用后,KDF3E 成型機組凝膠濾棒的生產(chǎn)車速達到了550 m/min,凝膠濾棒的生產(chǎn)效率提升83.3%,且凝膠濾棒產(chǎn)品質(zhì)量穩(wěn)定。通過在設(shè)備300~550 m/min 的生產(chǎn)速度下抽樣,對濾棒端部縮頭量進行檢查發(fā)現(xiàn),生產(chǎn)速度在550 m/min的速度內(nèi),凝膠濾棒質(zhì)量均達到工藝指標(biāo)要求(≤0.5 mm),濾棒無縮頭缺陷(圖9)。項目有效解決了原生產(chǎn)工藝模式下凝膠濾棒存在的問題,凝膠濾棒的產(chǎn)品質(zhì)量得到了強有力的保障,為“紅河(A7)”卷煙精益生產(chǎn)奠定更堅實的工藝技術(shù)基礎(chǔ)。
6 結(jié)束語
凝膠加注導(dǎo)絲舌的研發(fā),實現(xiàn)了KDF3E 凝膠濾棒“優(yōu)質(zhì)、高效”的生產(chǎn),革新了凝膠濾棒在線生產(chǎn)凝膠加注的方式,其創(chuàng)新理念具有一定的前瞻性。且該成型機凝膠加注導(dǎo)絲舌具有“一舌兩用”的優(yōu)點,可兼容于凝膠濾棒與普通濾棒生產(chǎn)。該技術(shù)在凝膠濾棒生產(chǎn)行業(yè)內(nèi)有較強的技術(shù)引領(lǐng)作用,具有較為廣闊的推廣運用前景和啟發(fā)作用。
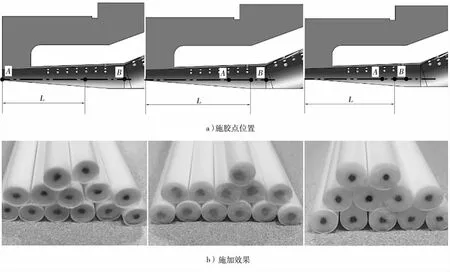
圖4 施膠點位置模擬實驗
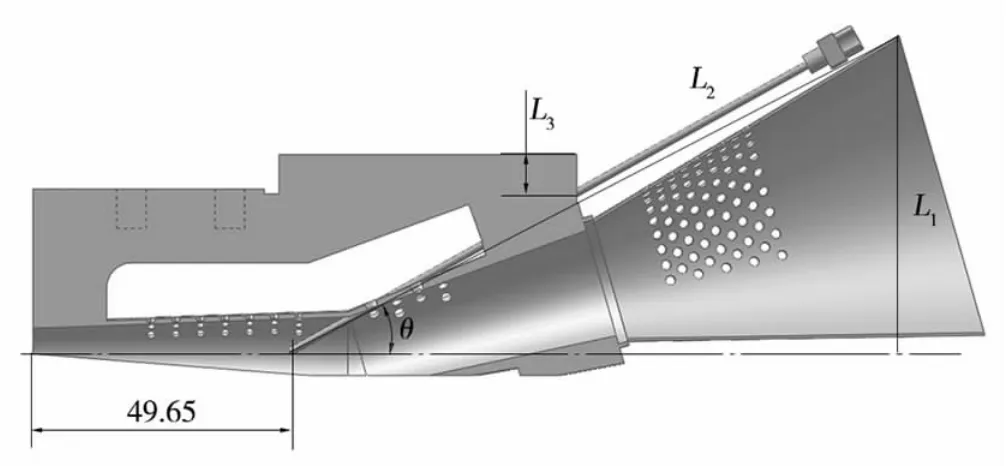
圖5 導(dǎo)向孔與導(dǎo)絲舌腔體中軸線夾角示意
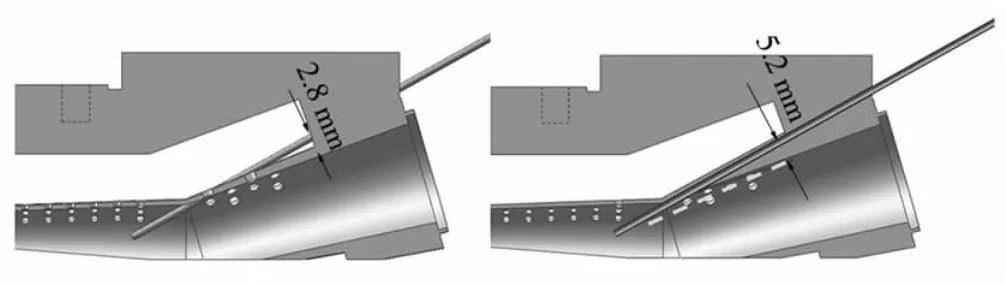
圖6 導(dǎo)絲舌外壁增厚示意

圖7 萬向調(diào)節(jié)支架
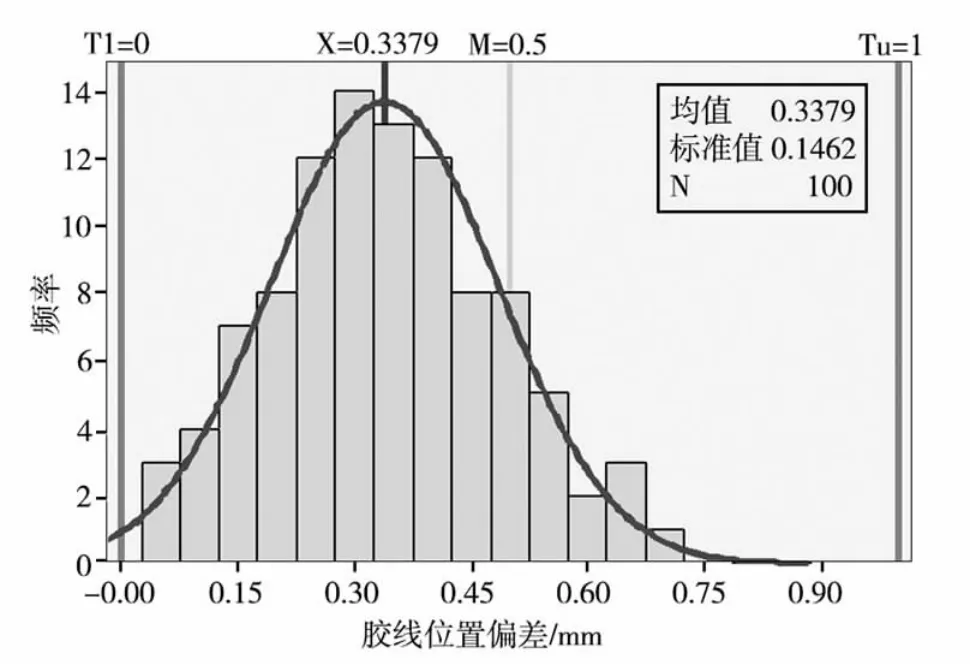
圖8 濾棒施膠中心線位置偏差直方圖

圖9 濾棒端部縮頭量與生產(chǎn)速度散點圖
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
