動態輕壓下技術在板坯連鑄生產線中的應用
2021-01-05 09:13:56米進周鐘立雯王旭英
重型機械 2020年6期
關鍵詞:模型
米進周,鐘立雯,王旭英,何 力
(中國重型機械研究院股份公司,陜西 西安 710032)
0 前言
目前,我國鋼鐵企業已從粗放發展進入到集約生產的關鍵轉型期,質量、品種和先進的工藝裝備將直接決定鋼鐵企業在日益激烈市場中的競爭力。連鑄生產線澆注包晶鋼、中碳鋼、高碳鋼等品種鋼生產過程中出現的中心偏析等缺陷成為提高產品質量的瓶頸,會引發降低鋼材的焊接性能、抗氫致裂紋、延展性能等一系列的質量問題[1-2]。通過合理地應用動態輕壓下技術可以很好的減輕鑄坯的中心偏析缺陷。
輕壓下技術的基本原理是通過實施一定的壓下量在連鑄坯凝固末端附近補償或抵消連鑄坯的凝固過程收縮量。這樣可抑制枝晶間富集溶質元素的殘余鋼液向連鑄坯中心橫向流動,消除或減少連鑄坯收縮形成的內部空隙;另外,輕壓下產生的擠壓作用還可以促使液芯中心富集溶質元素的液相鋼液在鋼液中重新分配,達到使連鑄坯的凝固組織更加均勻,改善中心偏析缺陷的目的[3-4]。
動態輕壓下技術在某鋼廠板坯連鑄生產線中進行了應用,定期對鑄坯取樣做內部質量低倍檢測,結果表明,鑄坯中心偏析達到B0.5等級(含B0.5)的比例超過95%。其中,鑄坯中心偏析達到C0.5等級的比例達75%,大大提高了鑄坯的內部質量。
1 計算模型
動態輕壓下技術主要包括溫度場計算模型和動態壓下計算模型兩部分。溫度場計算模型是壓下模型計算的基礎,其依據連鑄凝固傳熱理論,結合鋼種成分等工藝參數、連鑄機設備參數和生產過程參數,實時計算結晶器和扇形段區域鑄坯的表面溫度、中心溫度、坯殼厚度以及兩相區固相率分布參數;動態壓下模型根據溫度場模型計算的兩相區固相率分布參數,結合壓下起始固相率、壓下結束固相率、壓下量等設定工藝參數計算出合理的扇形段壓下量并將其轉化為扇形段的設定輥縫值[5-6]。
1.1 溫度場計算模型
溫度場計算模型應用將鑄流中的鑄坯離散為切片進行跟蹤的方法,依據鑄坯凝固傳熱理論和合理的假設對每個切片建立傳熱微分方程,通過有限差分法求解各切片傳熱微分方程,動態計算各切片的表面溫度、中心溫度和坯殼厚度以及鑄坯凝固末端兩相區內的固相率分布參數。
對于板坯凝固傳熱理論,本文提出假設:(1)不考慮結晶器周期性振動以及結晶器鋼水液面波動的影響;(2)認為內外弧傳熱過程完全一致;(3)溫度場模型采用厚度方向一維差分方法進行計算;(4)不考慮對流場和溶質濃度場進行耦合計算;(5)二冷區傳熱采用綜合換熱系數[7-8]。
采用熱焓法板坯凝固傳熱方程
(1)
式中,λ為導熱系數;ρ為密度;H為熱焓;T為溫度;x為沿板坯中心指向厚度方向的坐標;t為時間。
系統計算出鑄流中每個切片的溫度場參數,將所有切片的溫度場組合起來就形成了整個鑄流的溫度場參數。在實際生產中,隨著鋼水溫度、拉坯速度、冷卻水量的變化,溫度場模型計算的鑄坯切片的表面溫度、中心溫度、坯殼厚度以及鑄坯凝固末端兩相區固相率分布參數也發生變化,宏觀表現為兩相區的前移或者后移以及兩相區的區域長度變化,為輕壓下實現“動態”跟蹤提供了條件[9]。
1.2 動態壓下計算模型
動態壓下計算模型包括壓下參數計算和壓下動作規則兩個部分。壓下參數的準確計算是改善鑄坯中心偏析的基礎,合理的扇形段壓下動作規則可以確保設備安全、壓下動作跟蹤準確。
壓下參數主要包括壓下區間、壓下量及壓下速率。
壓下區間的確定通常是以兩相區的固相率fs來判斷,如圖1所示,在液相線和固相線之間的區間,q2是一次柱狀晶開始生長區,固液相均可流動;q1是相鄰柱狀晶二次晶臂開始并完成相互連結區;q2和q1分界處的固相分率為0.3~0.4,p為相鄰柱狀晶完全連接區,此處柱狀晶間隙中殘留鋼液基本不能流動,q1和p分界處的固相分率是0.6~0.7,所以實施輕壓下最佳區間應在鑄坯中心固相分率為0.3~0.7 的位置[10-11]。
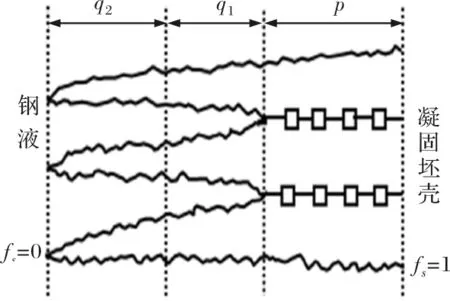
圖1 鑄坯凝固末端兩相區示意圖
另外,在內裂紋敏感區域內,連鑄坯的受力或變形超過一定程度時,將會產生內裂,這一區間在0.8~0.99之間,輕壓下要避開這一區域。從生產應用看[12-13],奧鋼聯認為最佳動態輕壓下位置為固相分率0.3~0.7區間 ;包鋼的U71Mn鋼種, 尺寸為280 mm×380 mm方坯壓下區間為0.4~0.9;臺灣中鋼的大方坯連鑄機壓下區域在0.55~0.75取得了很好效果。另有許多文獻認為:輕壓下位置應是在鑄坯凝固末端附近某一臨界固相率以上,比如fs> 0.8[14-15]。 濟鋼板坯連鑄機壓下區間為fs=0.5~0.95。
壓下量大小需要滿足以下三個要求:(1)能夠對鋼液凝固過程中的體積收縮量進行完全補償,減少中心偏析;(2) 實施的壓下量不能使鑄坯產生內部裂紋;(3) 壓下時產生在連鑄機扇形段上的反作用力要在許可載荷范圍內,防止扇形段設備受到損壞[16-17]。
壓下速率是單位時間的壓下量,最佳壓下速率應該和鑄坯凝固速率一致,當壓下速率小于凝固速率,壓下將不及時,凝固補償不充分,仍出現中心偏析。如果壓下速率過大,將會導致連鑄坯的應變率過大,將會產生裂紋[18]。
扇形段動作規則主要包括開始澆鑄時的扇形段動作規則;拉尾坯時的扇形段動作規則;穩定拉速時的扇形段動作規則;升高拉速時扇形段的動作規則;降低拉速時扇形段的動作規則和異常情況下的扇形段動作規則。具體體現為實施輕壓下的各扇形段在執行動作時的動作先后順序和壓下量的平緩變化。例如:當拉速從穩定狀態升速時,引起兩相區后移,壓下扇形段的入口和出口輥縫根據鑄流長度的變化進行跟蹤,依次以從前向后的順序動作達到新的目標輥縫值。
2 計算模型應用
動態輕壓下技術在某鋼廠板坯連鑄生產線中進行了應用。
連鑄基本工藝參數:
主要生產鋼種 包晶鋼、中低碳非包晶鋼、中高碳鋼
鑄坯厚度 300 mm
鑄坯寬度 900~2 510 mm
穩定拉速 0.9 m/min
扇形段數目 14
冶金長度 34 m
2.1 溫度場計算應用
系統將連鑄機固有設備參數、所有鋼種的物性參數,包括液相線、固相線、凝固潛熱、不同溫度下的導熱系數、密度和比熱等,預先存儲到數據庫中。當生產開始后,隨著鋼水向拉坯方向連續移動,系統在結晶器液面處不斷產生新的固定長度切片,切片隨著拉速向鑄機末端移動,形成了鑄機中的鑄坯切片隊列,當某切片位置超出鑄機末端時,此切片自動從隊列中消除。在澆注過程中,溫度場模型從數據庫中自動調取連鑄機固有設備參數和當前生產的鋼種物性參數,同時模型實時采集拉速、鋼水過熱度、結晶器水量、結晶器各支路進出冷卻水溫差、二次冷卻各冷卻區實際水量等生產過程參數,系統根據凝固傳熱模型和有限差分法完成各切片鑄坯表面溫度、鑄坯中心溫度、鑄坯坯殼厚度、兩相區固相率等溫度場參數的計算。隨后,系統進一步將切片溫度場參數轉化為各冷卻區和各扇形段對應的溫度場參數。計算的鑄坯溫度場分布圖如圖2所示。
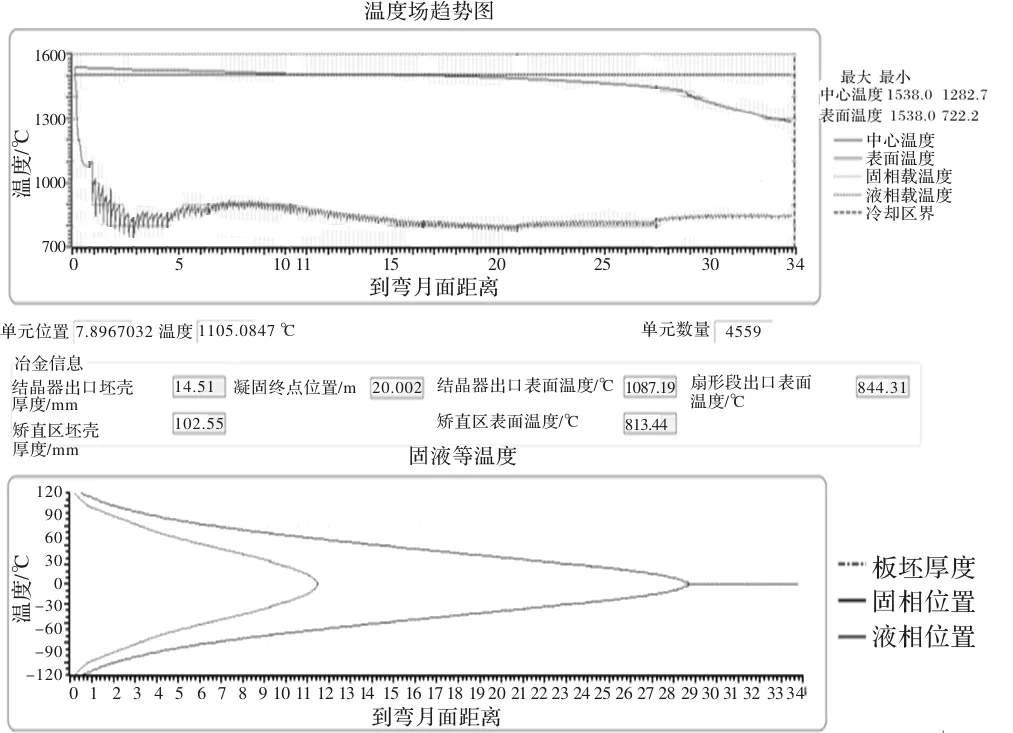
圖2 鑄坯溫度場分布
為了符合特定生產環境的條件,提高溫度場模型計算精度,在鑄機生產狀態時,由于鑄坯表面大量的水汽影響,需要配合以壓縮空氣進行水氣吹掃,維護、設計人員應用手持式激光測溫儀對各扇形段區域的鑄坯中心表面溫度進行測量。測量溫度與模型計算的各扇形段鑄坯表面溫度進行比較,根據計算與實際測量溫度的差值對模型中的鑄坯凝固傳熱系數進行修正,使得計算溫度逼近測量溫度。
2.2 動態壓下計算模型應用
2.2.1 輥縫控制
板坯連鑄動態輕壓下的實施,是通過控制扇形段入口和出口輥縫值實現的。扇形段內弧框架的4個角部分別有4個油缸,沿著鑄流方向分為入口油缸2個和出口油缸2個,4個油缸均可單獨進行控制,一般入口和出口兩個油缸分別進行同步控制。每個油缸帶有1個位移傳感器和1對壓力傳感器,用來測量油缸位置處的輥縫值和所承受的壓力值,每個油缸配置有1個液壓伺服閥用來驅動內弧框架油缸上下移動。系統將設定輥縫下發到PLC控制器,PLC控制器根據位移傳感器測量的實際輥縫值與設定輥縫之間的差值,驅動液壓伺服閥動作,使得實際輥縫等于設定輥縫值,構成了輥縫PID閉環控制。位移傳感器的測量精度達到5 um,系統控制精度達到0.1 mm。壓力傳感器檢測值用來對扇形段受力進行監控并進行超壓報警[19-20]。
2.2.2 壓下工藝參數設定
工藝人員根據鋼種和鑄坯厚度不同進行壓下參數分組,每組主要設置參數包括總壓下量、起始壓下固相率、結束壓下固相率、固相率0~1.0時,以0.1遞增的各固相率處的累積壓下量占百分比參數,例如鋼種為Q235,鑄坯厚度300 mm分組,總壓下量6 mm時,起始固相率為0.3,在固相率為0.6處壓下量百分比為50%,則表示從固相率為0.3到固相率0.6處的累積壓下量為6×50%=3 mm。壓下工藝參數設定值保存在數據庫中,通過人機界面可以對其進行添加、修改和刪除操作。
為了避免扇形段設備承受大的載荷而影響設備使用壽命,對于單個扇形段設定單段最大壓下量,如果計算出的某段壓下量大于最大壓下量則取最大壓下量。
經過多次生產實踐驗證,針對包晶合金鋼,采取固相率0.5~0.95壓下區間效果較好[21]。
2.2.3 扇形段壓下量分配
生產過程中,壓下模型根據當前生產的鋼種和鑄坯厚度自動調取對應分組的壓下工藝設定參數,再將各固相率區間的計算壓下量映射到對應的扇形段中。如果某固相率區間在m扇形段中,則將此固相率區間對應的壓下量分配給m扇形段;如果壓下起始固相率在某扇形段中間,則用起始固相率所處位置到此扇形段末尾位置的距離占整個扇形段長度的比例乘以最大壓下量來計算此扇形段壓下量。如果壓下結束時,固相率在某扇形段中間,則用結束固相率所處位置到此扇形段開始位置的距離占整個扇形段長度的比例乘以最大壓下量來計算此扇形段壓下量。
由于扇形段間的距離較短,并且扇形段入口分配壓下量將使前后兩個扇形段的結構受力狀態分析變得復雜,所以一般扇形段入口側不分配壓下量。
2.2.4 輥縫計算
動態輕壓下的實施是通過將模型計算的各扇形段壓下量轉換為各扇形段輥縫值來實現的,建立在控制鑄坯厚度對應的常規輥縫基礎上的。
輥縫計算公式
Gdi=Gci-Ai
(2)
式中,Gdi為第i個扇形段輥縫,mm;Gci為常規輥縫即鑄坯自然收縮形成的輥縫,mm;Ai為壓下量,mm;i表示扇形段號。
生產過程中,拉速的升降變化引起固液兩相區位置、兩相區長度以及兩相區固相率分布的變化,壓下模型將自動跟隨兩相區的參數變化進行各扇形段設定輥縫的實時計算,即時調整壓下參數分布。
在開始澆鑄階段,為了使得扇形段夾送輥避開引錠頭部,系統對引錠頭位置進行動態跟蹤,在引錠頭到達某扇形段入口之前此扇形段設定輥縫大于引錠頭厚度,當引錠頭通過此扇形段一定距離后,此扇形段輥縫恢復到正常設定輥縫;在拉尾坯階段,為了使扇形段輥避開硬度較高且有些上翹的鑄坯尾部,系統對鑄坯尾部位置進行動態跟蹤,在坯尾到達某扇形段入口之前,此扇形段設定輥縫遠大于尾坯厚度,當坯尾通過此扇形段一定距離后,此扇形段輥縫恢復到正常設定輥縫。
對于異常工況造成扇形段設備受力過大的情況,系統設置了壓力限值保護功能。當采集到的扇形段承受壓力大于保護壓力上限1時,此扇形段輥縫以一定速度增大,當實測壓力小于保護壓力2時,輥縫不再增加;當系統恢復正常,實測壓力小于保護下限壓力3時,輥縫以一定速度減小,直到恢復到計算設定輥縫。
壓下模型計算的壓下量分配圖如圖3所示。
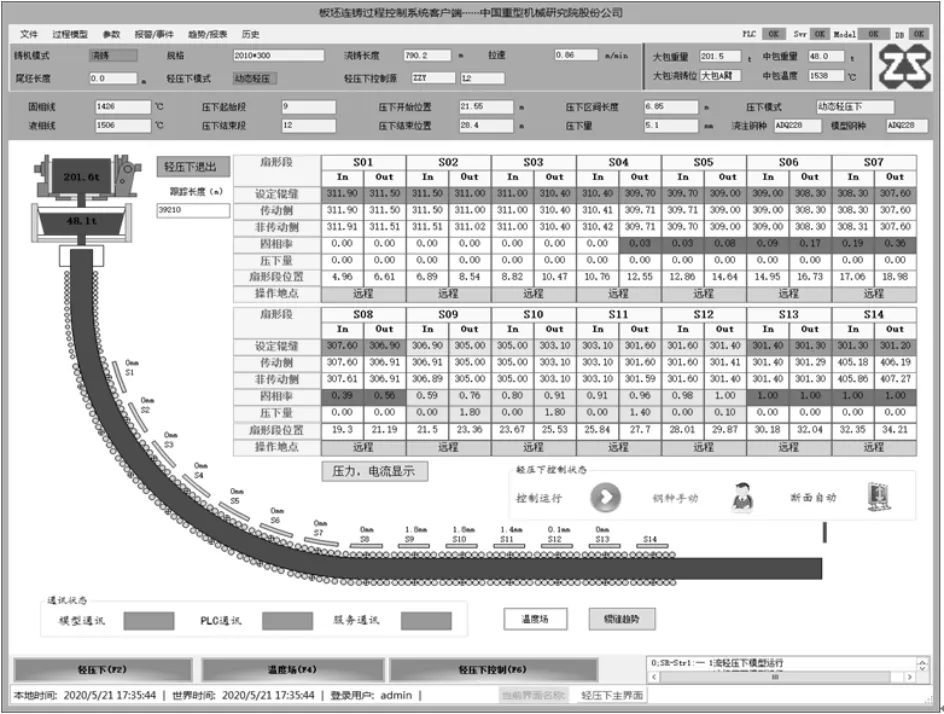
圖3 壓下量計算分配圖
3 應用結果
本文描述的動態輕壓下技術在某鋼廠板坯連鑄生產線進行了應用,為了驗證動態輕壓下效果,通過酸洗低倍對連鑄坯的中心偏析進行了分析。在動態輕壓下系統正式投產后,定期做低倍檢驗,并按《YB/T4003-1997連鑄鋼板坯低倍組織缺陷評級圖》標準進行判定。為了對比使用輕壓下和不使用輕壓下的區別,本文對某一連鑄澆次采取了第2爐使用輕壓下,第3爐不使用輕壓下的辦法,拉速為0.9 m/min,生產鋼種為ADQ228,斷面為300 mm×2 510 mm,總壓下量為5.8 mm。取第2爐的第二塊連鑄坯和第3爐第二塊連鑄坯進行低倍檢驗。低倍相片如圖4和圖5所示,采用輕壓下的鑄坯中心偏析得到很大改善。
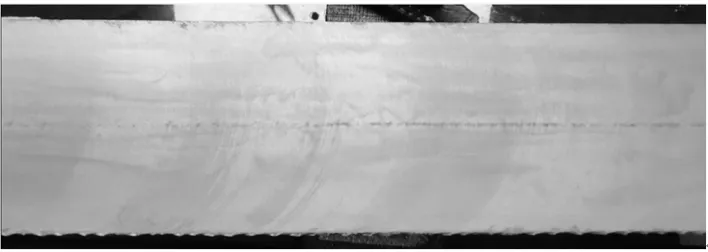
圖4 沒有輕壓下低倍(B1.0)

圖5 有輕壓下低倍(C0.5)
動態輕壓下技術經過半年來的投用,結果表明,鑄坯中心偏析達到B0.5等級(含B0.5)的比例超過95%。其中,鑄坯中心偏析達到C0.5等級的比例達75%,大大提高了鑄坯的內部質量。
4 結束語
本文對動態輕壓下技術的核心模型——溫度場計算模型和動態壓下計算模型的原理以及在某鋼鐵廠連鑄生產線上的應用情況進行了介紹。從動態輕壓下技術的實際應用效果來看,其減輕合金鋼、中高碳鋼等厚板坯的中心偏析效果明顯,大大改善了連鑄坯的內部質量,帶來了可觀的經濟效益。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19