復合噴丸強化工藝的應用
2021-01-05 08:22:14管金玲馬寧李俊豪
汽車實用技術 2020年24期
關鍵詞:工藝
管金玲,馬寧,李俊豪
復合噴丸強化工藝的應用
管金玲,馬寧,李俊豪
(寧波吉利羅佑發動機零部件有限公司,浙江 寧波 315336)
我司新開發機型的變速器齒輪自制零件,在的靜態耐久臺架試驗驗證過程中,經常出現點蝕問題引起零件失效,整機試驗不能通過。我們對失效件進行了大量的檢測分析,發現失效零件經常出現表面殘余壓應力不足,齒面殘余奧氏體較多等問題。文章意在通過優化強化噴丸工藝的方法,改善零件的表面硬度,表面殘余應力分布,提高齒輪的疲勞性能。
復合噴丸;工藝優化
1 引言
噴丸強化技術在汽車變速器齒輪上的應用廣泛,歷史悠久,我司研發設計的變速器齒輪也一直在采用的噴丸強化工藝,應用效果良好。
噴丸強化是將一定質量(直徑)的鋼丸,以一定的速度(壓力)和角度連續噴射在零件表面,使零件的表面獲得一定深度的殘余壓應力層,殘余壓應力能有效阻礙材料中裂紋的形核和擴展,從而可以提高材料的疲勞強度和壽命。另外,噴丸產生的應變能夠誘發殘余奧氏體轉變為馬氏體,提高零件的表面硬度[1]。
研究結果表明,強化噴丸處理使齒輪表面處于殘余壓應力,提高齒輪的接觸疲勞強度,從而提高齒輪的使用壽命。噴丸強化可使齒輪接觸疲勞強度提高約13%[2-3]。
噴丸強度和覆蓋率是評價噴丸強化效果的兩個關鍵指標,應合理設計,并在過程中穩定控制,所以,研究噴丸工藝參數對噴丸強度和覆蓋率的影響,并合理選擇和配合,對充分發揮噴丸強化的作用至關重要。
2 噴丸強化的主要工藝參數及其對噴丸效果的影響
噴丸強度是在一定工藝條件下,噴丸過程引入殘余壓應力層的能力,采用間接的方法,通過測得飽和曲線上飽和點的阿爾門試片的弧高值來表示。
覆蓋率是指噴丸后零件表面凹坑所占面積與總面積的百分比[4]。通過觀察和測量工件表面98%被相互重疊的凹坑所覆蓋的時間,乘以對應的倍數,獲得大于100%的覆蓋率。
不同的工藝參數對噴丸強度和覆蓋率有很大影響。
2.1 鋼丸的尺寸和硬度
直徑小的丸粒可以在零件表面獲得高壓應力,直徑大的丸粒可以獲得較大的壓應力深度,但是,為保證李工件圓角部位的噴丸效果,一般要求鋼丸直徑不大于工件齒根處最小圓角半徑的一半。
鋼丸的尺寸選擇,首先要考慮噴丸強度要求,鋼丸直徑越大,相同條件下,獲得的噴丸強度越高,如圖1所示。但是鋼丸直徑越大,獲得目標覆蓋率所需要的時間也越長[4]。鋼丸直徑的選擇,還要考慮工件的結構尺寸,對于齒輪零件,一般要求鋼丸的直徑不大于齒根圓角半徑的一半。
鋼丸硬度與零件硬度相近或略高,如果硬度過低,表面覆蓋率很難達到,殘余應力也達不到要求。
2.2 鋼丸的流量
鋼丸流量是與速度和壓力關系密切,噴丸壓力一定,流量增加,則速度降低。在其他條件不變的情況下,將丸粒流量翻倍,就能得到雙倍的造坑率,飽和曲線的飽和點時間減少,達到相同覆蓋率所需要的時間減半。
2.3 鋼丸速度
鋼丸噴射的速度是由壓力和鋼丸流量決定和控制的,噴丸壓力增加,鋼丸速度加快,噴丸強度增加,如圖1所示。
2.4 噴射角度
在其他條件不變的情況下,噴射角度與覆蓋率達到的時間成線性關系。垂直噴射可以最快得到目標噴丸強度和覆蓋率,隨角度減小,獲得目標噴丸強度和覆蓋率的時間延長。
2.5 噴嘴與工件之間的距離
噴嘴與工件之間的距離,受零件的大小,結構的影響,直接影響噴丸強度和覆蓋率。在其他條件不變的情況下,噴射距離與覆蓋率達到的時間成線性關系。
3 噴丸工藝優化
3.1 熱處理工藝
零件采用20MnCrS5H材料,滲碳—碳氮共滲熱處理按如下圖2工藝執行。
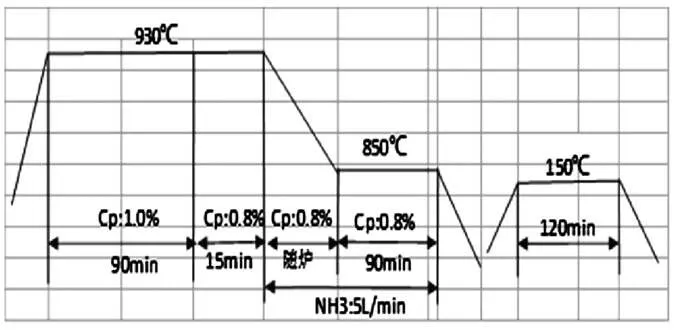
圖2 工件熱處理工藝
熱處理后,工件表面碳-氮濃度分布,及殘余奧氏體量如圖3。
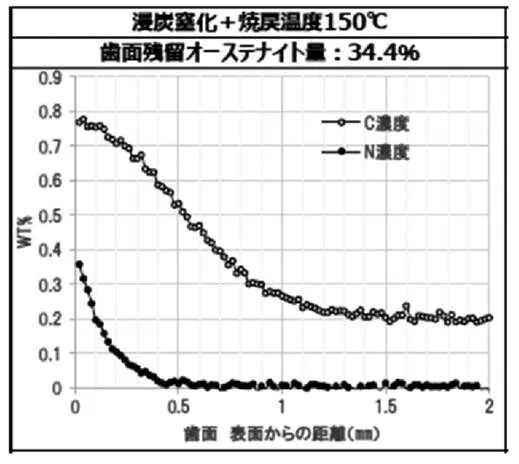
圖3 熱處理后表面碳,氮濃度分布及殘余奧氏體量
熱處理后,采用不同的噴丸工藝參數對同批次熱處理工件進行噴丸,探索最佳噴丸工藝。
3.2 噴丸工藝優化
試驗設備噴嘴直徑8mm,經過試噴,調整合適的噴丸角度和噴丸間距,測得飽和曲線。由于達到飽和點后,工件的覆蓋率遠未達到98%的覆蓋率,所以覆蓋率成為主要控制要素。采用表1所示4組噴丸工藝方案,共4個噴丸工藝參數及參數組合進行試驗,根據測試結果,確定最佳工藝方案。
表1 噴丸工藝參數表
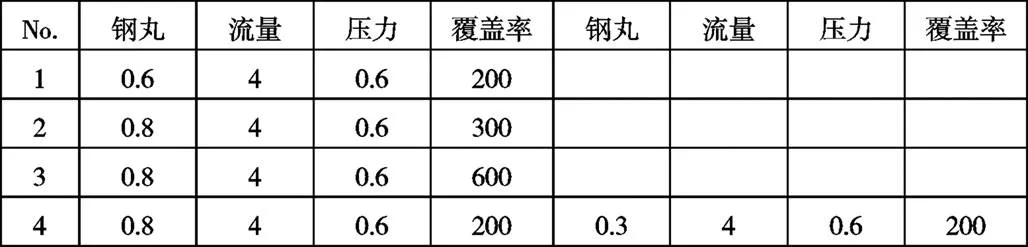
工藝1為量產用噴丸工藝,工件A、B、C經過噴丸后,測得的表面殘余壓應力曲線,如圖4所示,檢測結果符合產品的技術要求,即據表面40μm位置殘余壓應力大于1000MPa,但是檢測工件表面的殘余奧氏體量,與噴丸前略有減少,效果并不明顯。
工藝2和工藝3,覆蓋率分別采用300%和600%,采用兩工藝噴丸后,測得的工件表面殘余應力數值如圖5。當覆蓋率為300%時,殘余應力最大值,在距工件表面約45μm深度,而覆蓋率600%,殘余應力最大值,在距表面約55μm深度,所以,覆蓋率增加,工件表面獲得的殘余應力最大值及最大值距工件表面的深度也增加,但表面殘余壓應力較小。
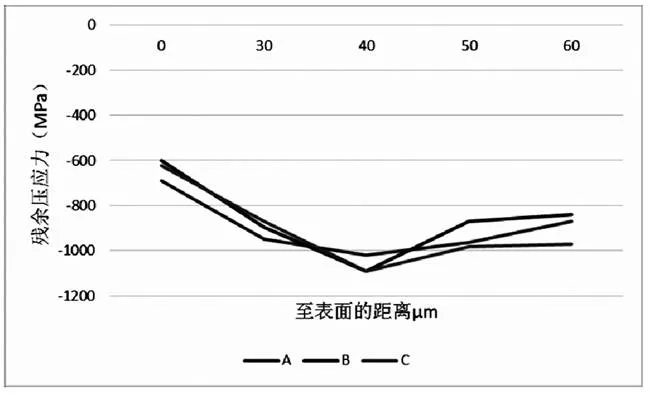
圖5 工藝2和工藝3噴丸后表面殘余應力
采用工藝2噴丸前后,兩個零件的硬度梯度檢測結果,如圖6,工件的表面硬度得到明顯提高。
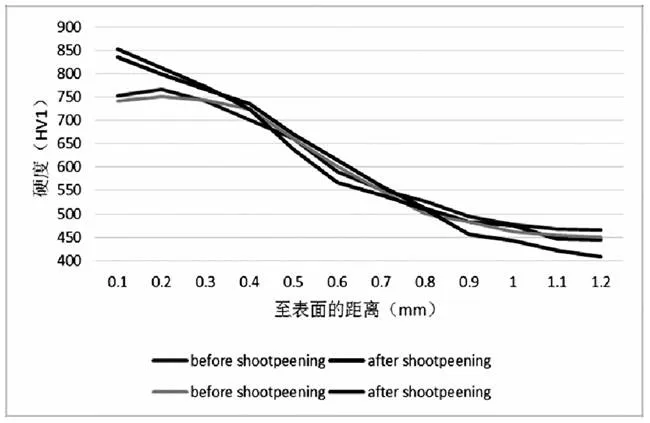
圖6 工藝2噴丸前后表面硬度分布
檢測工件表面碳-氮濃度分布,與工藝1噴丸基本相同,但殘余奧氏體量明顯下降,詳見如圖7。
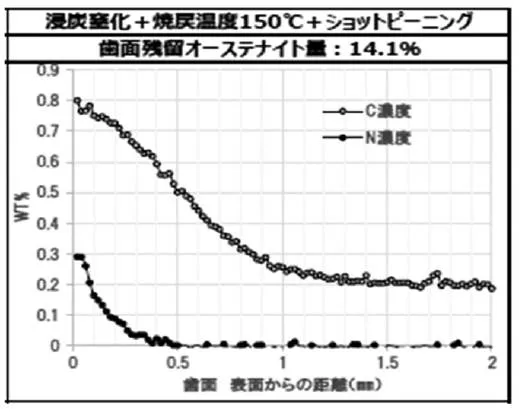
圖7 工藝2噴丸表面碳氮濃度分布及殘余奧氏體量
表面噴丸后表面殘余奧氏體量明顯下降。但是表面殘余壓應力較低。
為使工件表面獲得較大的殘余壓應力和較低的殘余奧氏體量,綜上試驗數據,我們對工藝參數進行進一步優化,形成復合噴丸工藝4。
工藝4首先采用大丸粒鋼丸噴丸,獲得如較大的殘余壓應力及最大壓應力深度,再進行一次小丸粒噴丸,提高表面殘余壓應力。噴丸后殘余壓應力分布見圖8,表面及次表層殘余壓應力得到明顯的提高。
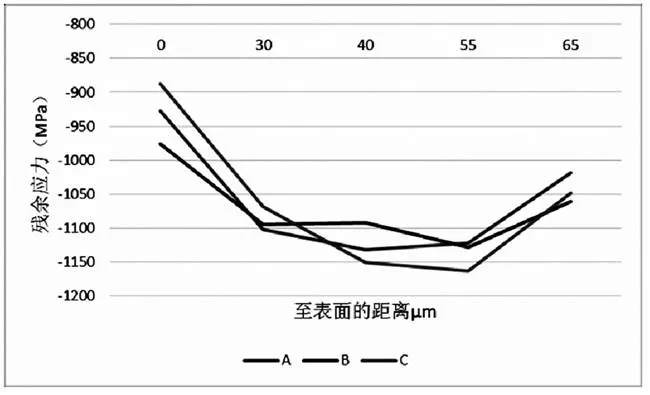
圖8 工藝4噴丸后表面殘余壓應力
經過復合噴丸后的零件,表面珩齒后裝機,順利通過了耐久臺架試驗,取得了滿意的效果。
4 結論
(1)噴丸工藝1(鋼丸直徑0.6mm,壓力0.6MPa,流量4Kg/min),能滿足產品技術要求,但是表面殘余壓應力較低。
(2)選擇大直徑鋼丸高強度噴丸,能有效降低工件表面殘余奧氏體量,且噴丸后表面殘余壓應力數值及深度增大。噴丸覆蓋率增加,獲得的殘余壓應力及壓應力深度也增大。
(3)高強度噴丸,使殘余奧氏體量明顯減少。
(4)采用先大直徑鋼丸,再小直徑鋼丸的復合噴丸工藝,既可以提高表面殘余壓應力,有可以獲得較深的最大殘余應力深度,減少殘余奧氏體量,可提高耐久性能。
[1] 劉煥秀等.噴丸工藝對17CrNi2Mo鋼噴丸層殘余應力分布及殘余奧氏體含量的影響[M].機械工程材料,2015,39(7).
[2] 孫艷.羅宏亮.強化噴丸對滲碳齒輪表面接觸裂紋形成與擴展的影響[J].汽車技術.2009,(1): 56-58.
[3] 李貞子.20CrMoH齒輪接觸疲勞強度研究[J].汽車工藝與材料. 2010,(2): 55-57.
[4] 張立.噴丸表面覆蓋率的分析與研究[D].蘇州:蘇州大學,2015,4.
[5] 儲繼影等.噴丸強化效果和質量的表征指標及影響因素[J].汽輪機技術,2003(04):45-47.
Application of Compound Shot Peening Technology
Guan Jinling, Ma Ning, Li Junhao
( Ningbo Geely Royal Engine Components Co., Ltd., Zhejiang Ningbo 315336 )
In the recent static durable bench test process, the pitting corrosion problem often causes the failure of the parts, and the whole machine test cannot pass. We have done a lot of testing and analysis on the failure parts, and found that the failure parts often have insufficient residual compressive stress on the surface and more residual austenite on the tooth surface. The purpose of this paper is to improve the surface hardness of parts, surface residual stress distribution and fatigue performance of gears by optimizing and strengthening shot peening process.
Compound shot peening;Process parameters optimized
A
1671-7988(2020)24-153-03
U466
A
1671-7988(2020)24-153-03
管金玲,就職于寧波吉利羅佑發動機零部件有限公司。
10.16638/j.cnki.1671-7988.2020.24.050
CLC NO.: U466
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
