
超大型環(huán)狀薄壁不銹鋼零件加工變形的控制
2021-01-04 09:56:48□程升
裝備機械 2020年4期
□ 程 升
上海電氣上重碾磨特裝設備有限公司 上海 200245
1 研究背景
隨著我國國民經(jīng)濟的發(fā)展,提升產(chǎn)品核心制造能力和質(zhì)量成本控制成為企業(yè)成敗的關鍵因素。在某產(chǎn)品的制造過程中,有一組超大型環(huán)狀薄壁不銹鋼零件,如圖1所示。由于這些零件直徑大、壁厚超薄、加工精度要求高,因此變形量控制成為整個制造過程中的關鍵。
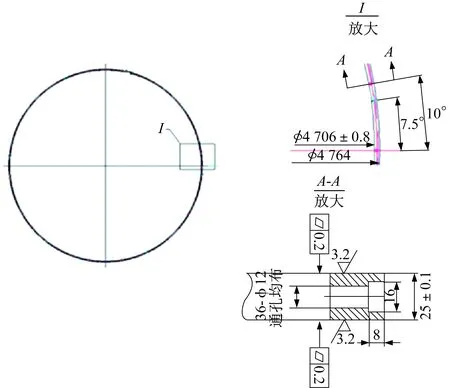
圖1 超大型環(huán)狀薄壁不銹鋼零件
由于原制造商在前期制造過程中未能有效消除加工過程中的變形,使制造出的超大型環(huán)狀薄壁不銹鋼零件平面度超差,外圓扭曲,尺寸、形狀精度和表面質(zhì)量均無法達到設計要求。雖然經(jīng)多次試制,但收效甚微,由此造成這一類零件多次試制報廢,嚴重影響項目的整體進度。
通過充分分析原制造商加工過程中存在的工藝質(zhì)量問題,筆者提出重點在裝夾技術、刀具選用、切削參數(shù)、翻身作業(yè)等方面進行技術攻關,減小制造過程中各種變形因素產(chǎn)生的影響,進而保質(zhì)保量按時交貨。
2 工藝性分析
超大型環(huán)狀薄壁不銹鋼零件由三塊厚度為40 mm、材料為316L的不銹鋼板拼焊而成。零件外徑為4 764 mm,內(nèi)徑為4 706±0.8 mm,壁厚為29 mm,高度為25±0.1 mm,兩平面的平面度不大于0.2 mm,外圓表面加工出寬16 mm、深8 mm的環(huán)槽,環(huán)槽圓周上均布36-φ12 mm孔。這一類零件屬于典型大直徑、超薄壁、弱剛性、不易切削加工的不銹鋼零件。加工過程中,由于受夾緊力、切削力、切削振動的影響,零件極易產(chǎn)生受力、受熱變形。當零件卸除裝夾并充分冷卻后,上述各因素引起的變形使零件尺寸精度、形狀精度、表面質(zhì)量無法達到設計要求[1-4]。
3 工藝改進要點
超大型環(huán)狀薄壁不銹鋼零件在加工中無法徹底消除變形,只能通過以下方法減小變形量,使零件質(zhì)量滿足設計要求:
(1) 設計制造胎具,采取工裝輔助裝夾,提高零件剛性;
(2) 合理選用刀具及切削參數(shù),提高零件表面加工質(zhì)量;
(3) 優(yōu)化工藝方案,減小變形影響,控制關鍵尺寸及形位精度,進而滿足設計要求;
(4) 對于工序間流轉(zhuǎn)及翻身作業(yè),使用起吊翻身裝置。
4 胎具的設計
由于超大型環(huán)狀薄壁不銹鋼零件交貨周期短,而設計專用工裝耗時長,對此筆者提出采用高效低成本的解決辦法,利用公司報廢鍛件改制成裝夾用胎具。制成后的胎具為內(nèi)徑4 500 mm、外徑5 500 mm、厚度400 mm的環(huán)狀鍛件。在胎具裝夾零件的平面上,圓周均布加工出T形槽,如圖2所示。沿T形槽徑向可調(diào)整對零件的夾緊位置,進而滿足夾緊不同直徑系列零件的需求[5-8]。
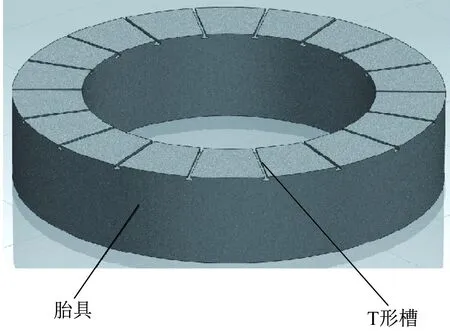
圖2 胎具
這一胎具具有如下優(yōu)點:
(1) 用壓板將零件與胎具裝夾成一體,胎具為零件提供具有大接觸面積的平穩(wěn)基礎,提高了剛性,這一方案比用等高鐵多點輔助支撐的方法具有更好的剛性和平穩(wěn)度;
(2) 可順著T形槽徑向調(diào)整裝夾位置,一套胎具能滿足系列化多尺寸規(guī)格的裝夾要求;
(3) 多條T形槽同時夾緊,可以保證裝夾時均勻?qū)ΨQ夾緊零件,使零件受到均勻的夾緊力,減小變形量。
5 刀具及切削用量
由于零件壁厚為29 mm,高度為25 mm,所需加工余量較小,因此可一次走刀完成對內(nèi)圓、外圓和端面的車削加工,這樣用時較短。對比進口與國產(chǎn)刀片性能參數(shù),見表1。決定選用耐用度稍低但切削性能與進口刀片相當?shù)膰a(chǎn)不銹鋼專用車削及切槽刀片,進行平面車削及外圓上的環(huán)槽加工,這樣可以保證在精加工過程中不換刀,一次走刀完成精加工面。加工時,根據(jù)零件薄壁的特點,可采用低進給量、小切削深度進行加工。通過實踐驗證,國產(chǎn)刀片的性能、適用性、實際使用效果都較好,與進口刀片相比性價比高,既能滿足零件的加工質(zhì)量要求,又具有經(jīng)濟性。
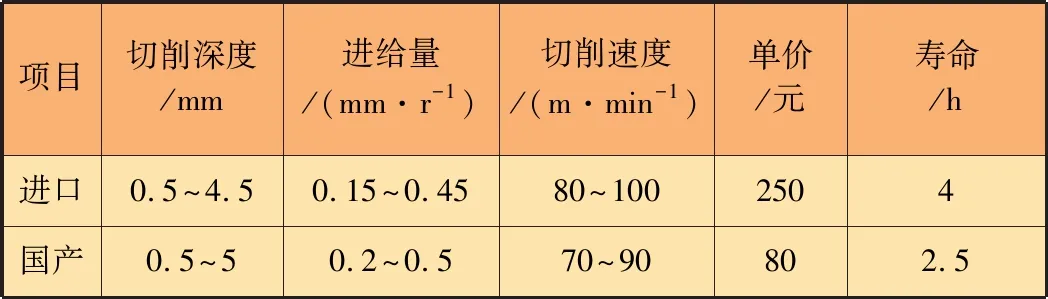
表1 刀片性能參數(shù)對比
6 加工工序
超大型環(huán)狀薄壁不銹鋼零件詳細加工工序見表2。
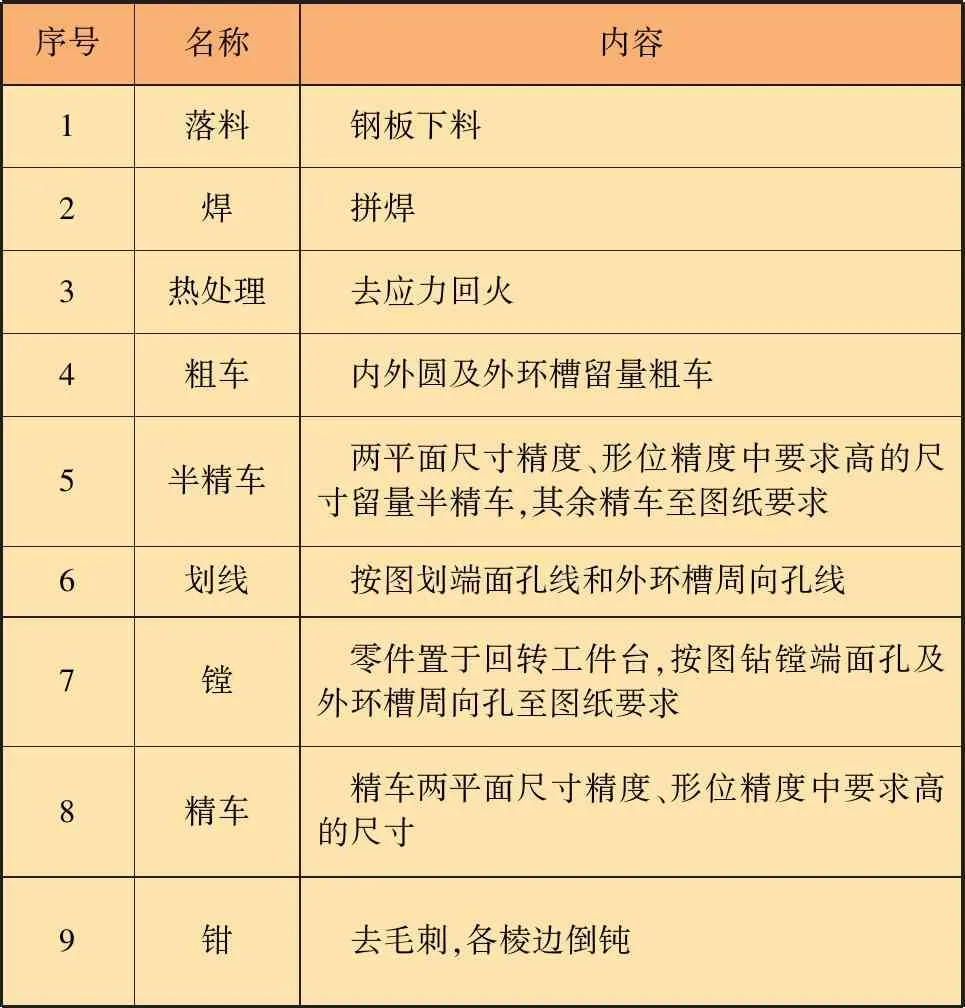
表2 加工工序
7 裝夾方案
根據(jù)零件尺寸,在胎具上精車環(huán)形裝夾平面,要求平面度不大于0.02 mm。當零件放置于胎具上時,可以保證胎具與零件的定位接觸面大,定位精度高。零件上平面按三點法校正水平,零件底面與胎具的間隙用墊片墊實,確保零件定位面與胎具基準面自然、緊密貼合,增大接觸剛度。
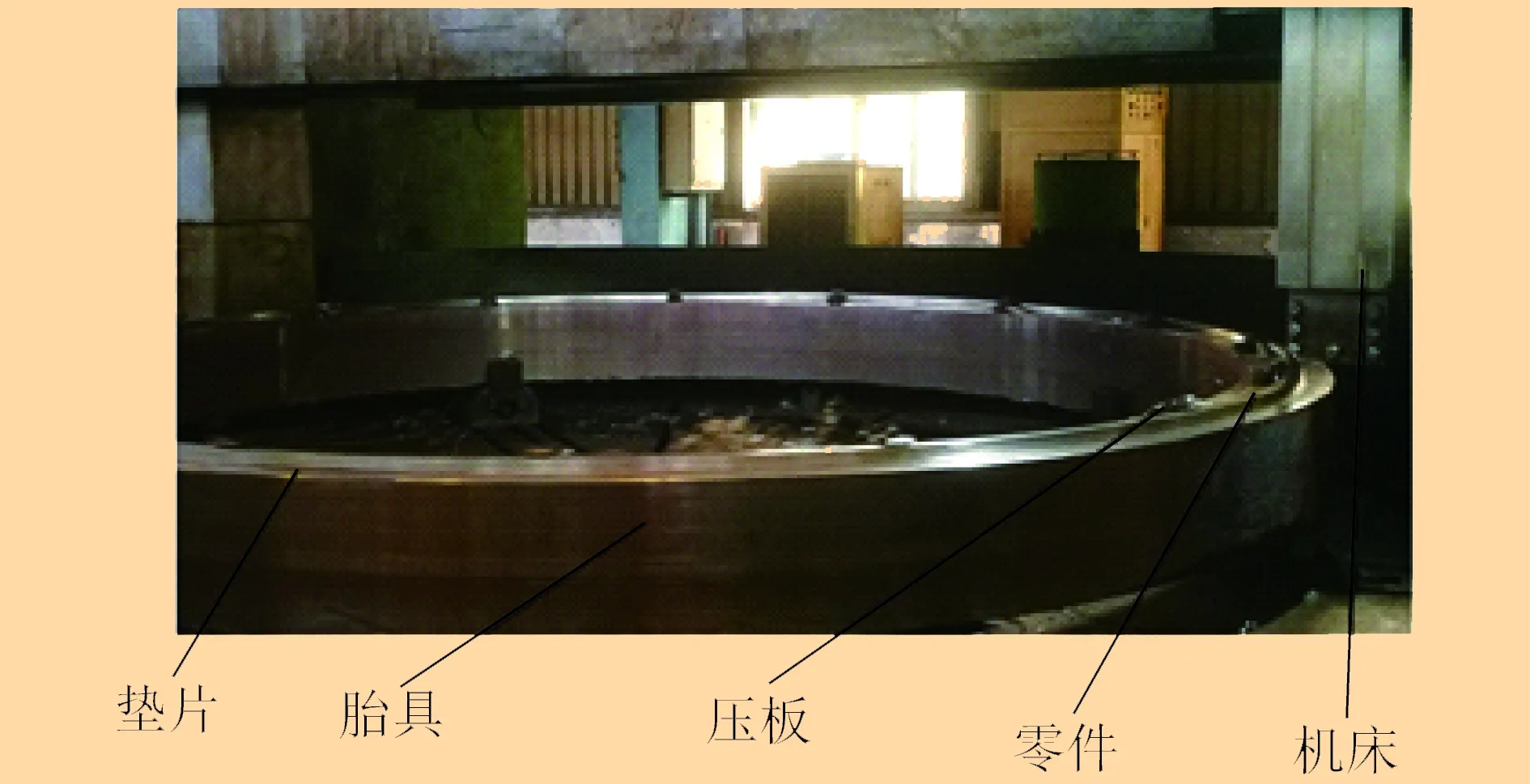
圖3 車削加工現(xiàn)場
沿零件軸線方向壓緊零件。由于零件軸線方向剛度大,不易產(chǎn)生夾緊變形,因此選用壓板沿零件軸線方向施加壓緊力。在保證壓緊的前提下,采用盡可能小的均布壓緊力,適當增加夾緊點數(shù)量,以增大壓緊力作用面積,使零件均勻受力。
8 尺寸精度及平面度
分粗車、半精車、精車三個階段進行加工,減小熱變形引起的誤差。粗車要盡可能去除較多的加工余量,半精車時僅對零件尺寸精度和形位精度要求較高的重要待加工面留精加工余量,其余待加工面可加工至圖紙要求。各工序間要保持足夠的冷卻時間,釋放因受力及受熱引起的變形。
粗車時,在外圓待加工區(qū)域搭壓板,單面留5~6 mm余量。粗車內(nèi)圓及高度平面后,再在內(nèi)圓搭壓板,單面留5~6 mm余量粗車外圓。
粗車后松開壓板,零件經(jīng)自然時效處理,零件平面按三點法校正水平。零件底平面與胎具的間隙用墊片墊實后,高度方向單面留1 mm加工余量半精車。內(nèi)外圓倒角尺寸根據(jù)高度余量加大,其余尺寸精車至圖紙要求。
鉗工劃端面孔線和外圓表面環(huán)槽內(nèi)的周向孔,并鉆鏜端面孔和外圓表面環(huán)槽內(nèi)的周向孔。
零件重新上車床,零件高度上的平面按三點法校正水平。環(huán)槽處搭壓板,零件底面與胎具間隙用墊片墊實,精車平面使尺寸及平面度符合圖紙要求。
9 起吊運輸
在工序流轉(zhuǎn)、起吊翻身作業(yè)中,通過使用起吊翻身裝置來增大零件剛性,以保證零件受力均勻、平穩(wěn)起吊。
10 結(jié)束語
筆者對超大型環(huán)狀薄壁不銹鋼零件加工變形控制進行了研究。新的工藝方案采用報廢鍛件改制裝夾胎具,在自然狀態(tài)下按三點法校正水平,沿零件軸線方向壓緊零件,粗、精加工合理分序,翻身作業(yè)時使用起吊翻身裝置,保證零件按時交貨,一次制造成功,體現(xiàn)出盡可能節(jié)約制造成本的優(yōu)點,為贏取用戶信任、后續(xù)項目合作打下了良好基礎。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
商洛學院學報(2017年2期)2017-05-17 05:19:50
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
石油化工建設(2016年4期)2016-02-27 15:03:16
