ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)
2021-01-04 00:15:12劉加高
設(shè)備管理與維修 2020年23期
關(guān)鍵詞:檢測
劉加高,陳 圣
(紅云紅河煙草(集團(tuán))有限責(zé)任公司會澤卷煙廠,云南曲靖 654200)
1 設(shè)備介紹
ZB25 包裝機(jī)主要用于軟盒卷煙的生產(chǎn),煙支組(20 支煙)經(jīng)鋁箔紙包裝后進(jìn)入商標(biāo)紙的包裝。鋁箔紙供給系統(tǒng)包括鋁箔紙卷的2 個固定支撐、鋁箔紙展開、更換、切割、輸送、鋼印打印、定位等各組件及機(jī)構(gòu),主要將鋁箔紙卷切割成定長單張并輸送至包裝位置。
鋁箔紙卷共有2 套固定支撐裝置,便于鋁箔紙相互轉(zhuǎn)換拼接使用。目前鋁箔紙的拼接過程:當(dāng)鋁箔紙卷快用完時,檢測擺桿觸動一微動開關(guān),通過電控系統(tǒng)發(fā)出報警,設(shè)備停機(jī)。此時操作人員將檢測擺桿翻轉(zhuǎn),使檢測擺桿上的輥輪壓在新紙卷上,將報警消除,用手順時針方向盤動機(jī)器盤車手輪,直至鋁箔紙刀輥外旋轉(zhuǎn)蓋上的紅色三角箭頭與外殼上的固定三角箭頭對準(zhǔn),坂動手動裁紙刀,切斷已用完的卷的紙帶尾端,再復(fù)位啟動設(shè)備。新老鋁箔紙即可順利銜接,完成鋁箔紙的拼接過程,鋁箔紙拼接后,在煙包剔除口處剔除3 包鋁箔紙接頭煙包。
2 存在問題
改進(jìn)前ZB25 包裝機(jī)在鋁箔紙拼接過程中,需停機(jī)后操作人員進(jìn)行手動更換,整個更換過程大約耗時30 s。每天在生產(chǎn)過程中約需更換45 盤鋁箔紙,目前鋁箔紙手動拼接系統(tǒng)增加了設(shè)備停機(jī)時間,降低了運(yùn)行效率,同時需操作人員手動更換,增加了人工勞動強(qiáng)度。
3 改進(jìn)原理
ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)改變原有驅(qū)動方式,通過程序控制伺服電機(jī)帶動鋁箔紙主動輥運(yùn)轉(zhuǎn)。在鋁箔紙卷架后部安裝反光片,用于檢測鋁箔紙卷運(yùn)轉(zhuǎn)角速度(鋁箔紙卷運(yùn)轉(zhuǎn)角速度隨著鋁箔紙卷的變小而逐漸增大),采用光電檢測檢測反光片的運(yùn)轉(zhuǎn)速度,用于監(jiān)控鋁箔紙卷運(yùn)轉(zhuǎn)角速度。增加拼接切刀驅(qū)動氣缸,通過電磁閥控制驅(qū)動氣缸的動作,光電檢測將鋁箔紙卷運(yùn)轉(zhuǎn)角速度信息反饋至伺服電機(jī)及控制氣缸的電磁閥。當(dāng)光電檢測檢測到鋁箔紙卷運(yùn)轉(zhuǎn)角速度達(dá)到設(shè)定值1時,已準(zhǔn)備好的新鋁箔紙卷盤開始加速(需計算新鋁箔紙卷盤加速度,使得新卷鋁箔紙端部達(dá)到輸送通道入口時,新卷鋁箔紙線速度剛好達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度)。當(dāng)新卷鋁箔紙加速時間達(dá)到設(shè)定值2(需通過計算得到設(shè)定值2,使得新卷鋁箔紙端部與切斷的舊卷鋁箔紙尾部同時到達(dá)鋁箔紙輸送通道入口)時,舊卷鋁箔紙切斷氣缸快速動作,切斷舊卷鋁箔紙,使得新卷鋁箔紙端部剛好與舊卷鋁箔紙尾部相對接,且新卷鋁箔紙運(yùn)行線速度達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度,此時完成了鋁箔紙的自動拼接。為確保產(chǎn)品質(zhì)量,通過移位寄存器控制煙包剔除氣缸,在煙包剔除口處剔除3 包鋁箔紙接頭煙包。
4 改進(jìn)方案
4.1 硬件設(shè)計
ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)主要部分見圖1~圖3。該系統(tǒng)中鋁箔紙卷通過張緊裝置安裝在鋁箔紙架上,鋁箔紙沿著穿紙方向順序經(jīng)過導(dǎo)紙輥,最終穿過壓緊輥與主動輥。手動拉動切斷刀手柄,鋁箔紙被切斷刀手動切斷等待自動拼接,此時,切斷的鋁箔紙形成了鋁箔紙端部;切斷刀氣缸端部與切斷刀手柄相連,反光片、光電檢測和伺服電機(jī)安裝在鋁箔紙架后部,伺服電機(jī)與主動輥相連,為鋁箔紙輸送提供動力。
正常運(yùn)行時,光電檢測通過實時檢測反光片的運(yùn)轉(zhuǎn)角速度來監(jiān)控鋁箔紙架的運(yùn)轉(zhuǎn)角速度。當(dāng)鋁箔紙卷即將用盡時,光電檢測檢測到鋁箔紙架的運(yùn)轉(zhuǎn)角速度達(dá)到設(shè)定值1,舊鋁箔紙卷盤光電檢測將檢測信號反饋至伺服電機(jī),新鋁箔紙卷盤按照設(shè)定的加速度開始加速。當(dāng)新卷鋁箔紙加速時間達(dá)到設(shè)定值2 時,新鋁箔紙卷盤光電檢測將信號傳遞至控制切斷刀氣缸的電磁閥及舊鋁箔紙卷盤伺服電機(jī),舊鋁箔紙卷盤伺服電機(jī)停止運(yùn)轉(zhuǎn),切斷刀氣缸通氣,快速頂切斷刀手柄后并迅速復(fù)位,切斷刀將舊卷鋁箔紙切斷。舊卷鋁箔紙在鋁箔紙輸送通道中輥子作用下繼續(xù)與正常速度運(yùn)行,新卷鋁箔紙端部到達(dá)鋁箔紙輸送通道入口時,舊卷鋁箔紙尾部也剛好達(dá)到鋁箔紙輸送通道入口,實現(xiàn)新卷鋁箔紙端部與舊卷鋁箔紙尾部對接。此時,新卷鋁箔紙線速度已加速達(dá)到設(shè)備正常速度,完成鋁箔紙的自動拼接。為確保產(chǎn)品質(zhì)量,通過移位寄存器控制煙包剔除氣缸,在煙包剔除口處剔除3 包鋁箔紙接頭煙包。
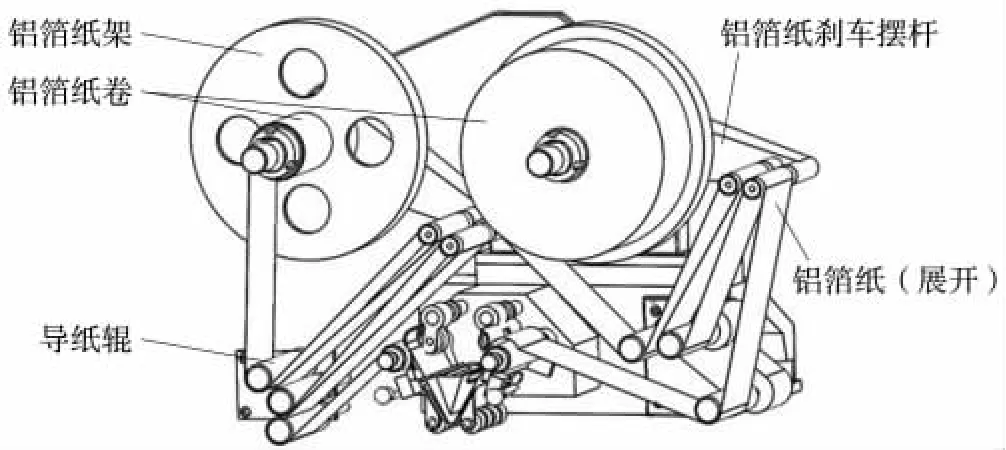
圖1 ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)整體結(jié)構(gòu)

圖2 ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)局部結(jié)構(gòu)

圖3 ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)后部結(jié)構(gòu)
4.2 電氣控制系統(tǒng)原理
(1)光電檢測鋁箔紙卷盤運(yùn)行角速度。
(2)舊卷鋁箔紙角速度達(dá)到設(shè)定值1。
(3)新卷鋁箔紙開始加速。
(4)加速度使得新卷鋁箔紙端部達(dá)到輸送通道入口時,新卷鋁箔紙線速度剛好達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度。
(5)新卷鋁箔紙加速時間達(dá)到設(shè)定值2。
(6)舊卷鋁箔紙切斷刀氣缸動作,切斷舊卷鋁箔紙。
(7)新卷鋁箔紙端部剛好與舊卷鋁箔紙尾部對接,且新卷鋁箔紙運(yùn)行線速度達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度。
(8)移位寄存器控制煙包剔除氣缸,在煙包剔除口處剔除3包鋁箔紙接頭煙包。
(9)鋁箔紙自動拼接完成。
在鋁箔紙卷紙架后部安裝反光片,通過光電檢測檢測反光片運(yùn)轉(zhuǎn)角速度來監(jiān)控鋁箔紙卷的運(yùn)轉(zhuǎn)角速度。當(dāng)舊卷鋁箔紙角速度達(dá)到設(shè)定值1 時,新卷鋁箔紙開始加速,新卷鋁箔紙加速使其端部到達(dá)輸送通道入口時,新卷鋁箔紙的線速度剛好達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度,在新卷鋁箔紙加速時間達(dá)到設(shè)定值2 時,舊卷鋁箔紙切斷刀氣缸電磁閥打開,切斷氣缸動作,切斷舊卷鋁箔紙。設(shè)置設(shè)定值2 時,需計算使得新卷鋁箔紙端部剛好與舊卷鋁箔紙尾部對接。此時,新卷鋁箔紙運(yùn)行線速度達(dá)到設(shè)備正常運(yùn)行時鋁箔紙的線速度。通過移位寄存器控制煙包剔除口處氣缸,在煙包剔除口處剔除3 包鋁箔紙接頭煙包。
新卷鋁箔紙加速的加速度、舊卷鋁箔紙角速度達(dá)到的設(shè)定值1、新卷鋁箔紙角速度達(dá)到的設(shè)定值2 的計算過程如下。
新卷鋁箔紙加速的加速度為:

式中 a——新卷鋁箔紙加速的加速度
v——設(shè)備正常運(yùn)行時鋁箔紙的線速度
S——新卷鋁箔紙端部至輸送通道入口的距離
舊卷鋁箔紙角速度達(dá)到的設(shè)定值1 為:

式中 ω——舊卷鋁箔紙角速度
v——設(shè)備正常運(yùn)行時鋁箔紙的線速度
R——舊鋁箔紙卷的最小半徑
新卷鋁箔紙加速時間達(dá)到設(shè)定值2 為:
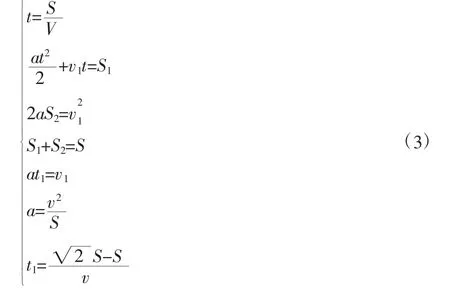
式中 t1——新卷鋁箔紙加速時間(設(shè)定值2)
v——設(shè)備正常運(yùn)行時鋁箔紙的線速度
t——舊卷鋁箔紙尾部運(yùn)行至輸送通道入口時間
v1——新卷鋁箔紙加速時間為t1時對應(yīng)的線速度(舊卷鋁箔紙切斷時,新卷鋁箔紙的線速度)
S1——新卷鋁箔紙加速時間為t1時,新卷鋁箔紙端部與鋁箔紙輸送通道入口的距離
S2——新卷鋁箔紙加速時間為t1時,新卷鋁箔紙端部已加速運(yùn)行的路程
a——新卷鋁箔紙加速的加速度
5 改進(jìn)效果
ZB25 包裝機(jī)鋁箔紙自動拼接系統(tǒng)融機(jī)械、電氣為一體,通過光電檢測將鋁箔紙卷盤運(yùn)轉(zhuǎn)的角速度反饋至帶動鋁箔紙運(yùn)行的伺服電機(jī),以及控制鋁箔紙切斷刀氣缸動作的電磁閥。通過參數(shù)的計算及設(shè)定,使得新卷鋁箔紙端部與切斷的舊卷鋁箔紙尾部同時到達(dá)鋁箔紙輸送通道入口,同時,新卷鋁箔紙運(yùn)行速度達(dá)到設(shè)備正常運(yùn)行速度。為確保產(chǎn)品質(zhì)量,在煙包剔除口處剔除3包鋁箔紙接頭煙包,最終實現(xiàn)鋁箔紙的自動拼接。使得設(shè)備在運(yùn)行過程中新卷鋁箔紙與舊卷鋁箔紙自動拼接、相互交替使用,無需停機(jī)更換鋁箔紙,避免了操作人員手動操作設(shè)備。在煙包剔除口處剔除3 包鋁箔紙接頭煙包,提升了設(shè)備運(yùn)行效率,降低了人工勞動強(qiáng)度。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
