冷軋厚規格帶鋼尾部粘接原因分析
2021-01-04 03:57:10閆玉三周文賓蘇曉智
中國金屬通報 2020年11期
閆玉三,周文賓,蘇曉智
(酒鋼集團宏興股份碳鋼薄板廠,甘肅 嘉峪關 735100)
酒鋼碳鋼冷軋引進德國艾伯納公司的全氫罩式爐生產設備,在全氫氣氛下對冷硬卷進行再結晶光亮退火處理。
冷軋卷粘接缺陷在罩退工藝生產薄帶鋼時普遍存在[1],但酒鋼碳鋼冷軋厚規格(>1.8mm)冷軋退火卷平整生產時,在帶鋼尾部20m~80m內出現粘接缺陷,嚴重的達到150m。此缺陷在很大程度上影響了酒鋼冷軋卷成材率及一次材消耗,甚至因粘接切廢造成卷重不達標而影響訂單兌現。本文分析了厚帶鋼尾部粘接的產生機理,找出影響厚帶鋼尾部粘接的關鍵因素。
1 厚帶鋼尾部粘接的表現形式
在冷軋平整機組生產厚規格帶鋼開卷至尾部時,會聽到巨大的“叭”“叭”聲響,這是因為帶鋼的上下面之間形成了嚴重的粘接。粘接形貌為點狀或不規則條狀、塊狀,嚴重的粘接點直徑可達雞蛋大小,肉眼可見粘接點由細小的點狀凹坑組成,且發亮,手感粗糙。典型粘接形貌如圖所示。

圖1 厚帶鋼尾部粘接形貌圖
2 厚規格帶鋼尾部粘接產生的機理及形成過程
采用罩式爐退火生產的冷軋卷,表面產生粘接缺陷的影響因素很多,但從本質上來說是金屬在強壓、高溫下,相互接觸的兩層帶鋼表面原子相互滲透擴散的過程。從粘結的機理及粘結后表面形態來看,其實質類似固態焊接中的擴散焊。微觀不平的兩接觸表面,在外加壓力的作用下,總有一些點首先達到塑性變形,在持續壓力作用下,接觸面積逐漸擴大,隨著接觸界面原子間的相互擴散,形成結合層。通過對厚規格帶鋼粘接產生的部位、形貌以及采取措施的實施效果來看,厚規格帶鋼尾部粘接的機理不同于薄帶鋼,由于層間的位移錯動導致的層間壓力增量是導致粘接的主要推動力[2-5]。
2.1 層間壓力的變化
2.1.1 鋼卷卷心的卷曲張力帶來的壓力增量
酒鋼碳鋼冷軋酸洗連軋機組在冷硬卷卷取時采用恒主卷曲張力卷曲,但為保證卷曲質量及防治卷心塌陷,在卷曲頭部時采用張力錐卷取工藝,在卷曲初期的設定長度內,卷曲張力都要大于主卷曲張力。由于層間壓力隨張力的增大而增大,故鋼卷卷心受張力錐影響的部分其層間壓力要大于鋼卷其他部分。
2.1.2 板形等因素帶來的壓力增量
由于鋼卷頭部板形控制不良,更易在鋼卷頭部形成厚度不均、厚度凸點等板型缺陷,卷取后由于層層疊加累計效應,使得頭部板形不良處的層間壓力增加。
2.1.3 鋼卷卷曲半徑帶來的層間壓力增量
碳鋼冷軋產品的卷曲內徑為610mm,相對薄帶鋼來說,厚規格帶鋼在卷曲初期,因卷曲直徑小,帶鋼存在自發的向外擴張趨勢,第N層鋼卷對N+1層鋼卷的壓力要高于薄帶鋼,尤其在溫度狀態下,因鋼板處于彎曲狀態,因熱漲帶來的位移,使帶鋼具有向外徑方向的移動趨勢,更加大了帶鋼層層之間的壓力。
2.1.4 溫度帶來的層間壓力變化

圖2 工藝原理曲線
在罩式爐的退火處理模式下,帶鋼直徑方向上各點溫度存在100℃~200℃的差別,溫度差的存在必然導致鋼卷各部分的熱脹冷縮效應不同,因此層間出現熱壓應力。
在罩式爐退火過程中,厚規格帶鋼的退火溫度在700℃~71℃,在退火過程中熱點區域長時間處于高溫段,此最高退火溫度已經非常接近低碳鋼固態焊接時所要求的AC1溫度,因此加熱溫度為帶鋼的粘接提供了有利條件。如果沒有溫度,即使處于高接觸壓力下的兩個表面,幾乎不會出現原子間的擴散結合,因此溫度也是粘接發生的推動力。
2.1.5 鋼卷層間的錯動位移帶來的層間壓力增量
酸軋冷硬卷在卷曲下線后以臥卷形式放置,各層之間受卷曲張力、帶鋼層層間壓力及摩擦力的作用,其形成的主合力F作用線在摩擦角ψm內,層層之間保持一個臨界平衡狀態,沒有位移錯動。這相當于摩擦自鎖現象。
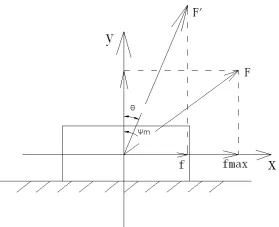
圖3 鋼卷層間的錯動位移
但在后續的吊取、翻轉、爐臺組垛、熱處理過程中,鋼卷的受力狀態發生改變,當層間帶鋼所受到的主合力與法線間的夾角大于摩擦角ψm,其在切向上的分量超過最大摩擦力fmax后,帶鋼將發生位移,出現層間錯動。由于鋼卷心部帯尾是一個自由端,對錯動沒有約束,但是鋼卷畢竟處于帶張力卷曲、捆帶打緊的狀態,帶鋼的位移錯動受到很大限制,層錯量細微,肉眼不可辨,因此當層間錯動到限制點時,錯動終止,但錯動趨勢在終止點會轉化為巨大的層間附加壓力。
2.2 帶鋼組織結構
固態焊接要求相接觸的界面兩側發生超塑性流變,使得兩界面緊密接觸至原子間作用力能達到的范圍之內并發生界面兩側原則的擴散。相接處的兩材料在超塑狀態下具有低應力大塑性流變能力,在此狀態下的原子具有較高的遷移速率,有效在兩界面間擴散。中低碳鋼在AC1溫度以上α+γ兩相區呈較好的超塑性,略低于AC1溫度是超塑性稍差。冷軋帶鋼在罩式爐退火溫度最高達到700℃,幾乎接近于固態焊接工藝要求的AC1溫度,此時的帶鋼具有超塑性,有利于相接觸的兩層帶鋼表面原子相互快速擴散,更容易誘發粘接發生。
相接處兩界面金相組織也是導致粘接發生另一原因,根據文獻[4]介紹,相接處的兩表面表層組織對固態焊接接頭的形成有重要影響,組織越細小,擴散系數越大,越有利于在短時間內形成高質量的固態焊接。熱軋板經冷軋后的帶鋼是纖維狀的組織,這是一種不穩定的組織,經過罩式爐退火處理后,帶鋼的晶格結構并不發生變化,更不會有新的相形成,但晶粒的狀態,即形狀和尺寸發生了改變。再結晶退火經過回復,再結晶和晶粒長大三個階段后,形成均勻的等軸晶粒,但對于整個帶鋼端面來說,三個過程是交織在一起的,并非同時進行。再結晶過程剛結束后組織為細小的等軸晶粒,粘接易發生于再結晶形核結束后晶粒還處于細小的等軸晶粒階段,因此細小的等軸晶粒亦是帶鋼尾部發生粘接的另一誘導因素。
2.3 表面狀態
2.3.1 帶鋼表面的粗糙度
帶鋼的粘接通常發生在緊密結合的兩層帶鋼之間,通過帶鋼層間壓力使兩層帶鋼之間間隙達到晶格尺寸范圍內,原子在高溫狀態下更容易發生擴散,導致粘接,因此大的帶鋼表面粗糙度有利于避免帶鋼之間的表面接觸接。
酒鋼碳鋼冷軋酸軋機組F5機架采用毛化輥軋制,軋后帶鋼表面粗糙度在1.3μm左右,由于帶鋼表面粗糙度的存在,兩層帶鋼接觸后即使在強壓下依舊存在空隙區域,但在高溫退火過程中,帶鋼強度降低,塑性增強,部分接觸的凸點在層間壓力的作用下發生塑性變形,增大了接觸面積。
2.3.2 層間錯動帶來的表面劃傷
由于鋼卷卷心帯尾部分在退火過程中發生層間位移錯動,帶鋼在強大的層間壓力下相互錯動,帶鋼表面將出現劃傷,劃傷后的帶鋼表面能將增高,更有利于該點的原子擴散。
2.3.3 原料表面殘鐵量
酒鋼碳鋼冷軋缺少脫脂工藝,冷硬卷表面反射率只有60%左右,帶鋼表面殘油殘鐵量大,加之錯動位移產生的微量金屬粉末在高溫退火過程中,像焊合劑一樣填充在兩接觸表面之間,更加增大了帶鋼尾部粘接的幾率。
3 控制措施的實施
根據前文對帶鋼尾部粘接機理的分析,在生產實踐中我們采取了改善板形、板面粗糙度、反射率、降低卷曲主張力、焊接卷芯自由帶頭、降低退火溫度等措施。根據各項措施的實際實施效果來看,最有效的是焊接卷芯自由帶頭,幾乎可杜絕該項缺陷,板形的改善可將尾部粘接的比例降低20%左右,其他改善措施效果微乎其微,這說明厚規格鋼卷帯尾部分發生層間位移錯動是造成帶鋼尾部粘接的主要因素。
4 結論
(1)由于卷曲張力、退火過程中的熱應力以及帯尾部分板型不良等因素使鋼卷層間壓力劇增,迫使相接觸兩層帶鋼之間間隙變小,有利于兩層帶鋼之間的原子擴散,增大了帶鋼尾部粘接幾率。
(2)鋼卷卷心帯尾部分的層間錯動給粘接提供了良好的條件,是帶鋼尾部發生粘接的最主要原因。
(3)通過粘接改善措施的現場實際應用,顯示焊接厚規格卷心自由帶頭能夠很好的控制卷心帶尾部分的分層錯動,從根本上解決了帶冷軋帶鋼尾部粘接的表面缺陷。
