邯鋼冷鐓盤條夾雜堆鋼原因及改進措施分析
2021-01-04 03:57:04周芫冬
中國金屬通報 2020年11期
關鍵詞:冷鐓
周芫冬
(邯鄲鋼鐵集團有限責任公司,河北 邯鄲 056003)
冷鐓是在金屬線材不加熱的狀態下,使用模具借助外力對其擠壓變形的過程,冷鐓工藝只是鍛造工藝的一種。河北鋼鐵集團邯鄲鋼鐵公司(以下簡稱邯鋼)冷鐓鋼材的年產量在50萬t左右。其生產出來的冷鐓鋼材具有較高的綜合力學性質,基于冷鐓剛材生產加工的緊固件的強度較高,具有較高的潔凈度。但是在實際的煉鋼廠生產線中,由于所采用的生產設備、生產工藝等不同,導致在軋制過程中,出現堆鋼等事故,嚴重影響著軋鋼工序的有序展開,同時對軋制設備帶來一定的損害。因此在冷鐓軋制工藝中,對出現軋制堆鋼的原因進行分析研究,提出帶來堆鋼的原因機制并解決成為邯鋼煉鋼廠的工藝重點所在[1-3]。
1 邯鋼冷鐓盤條夾雜堆鋼的檢測
本文主要對邯鋼大型軋鋼廠在3月13日所軋制的10mm規格ML08Al-S、20Mn2A兩個鋼種的冷鐓鋼材為對象,所采用的爐此號分別為6C04008、6C03964。該兩爐次在軋制過程中出現嚴重堆鋼,造成大型廠停產。對引起此次堆鋼事故的原因進行分析。經取樣、檢驗,結果如下:
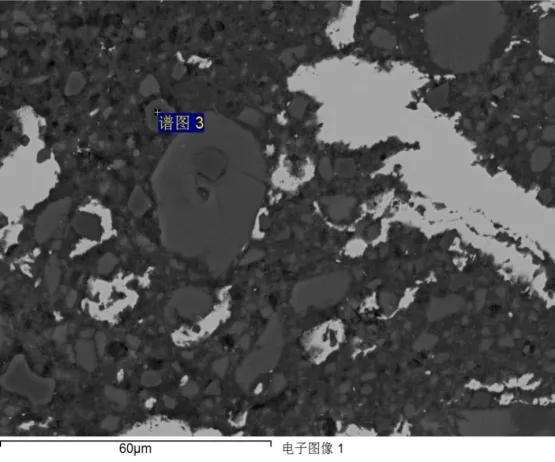
圖1 ML08Al-S冷鐓鋼材
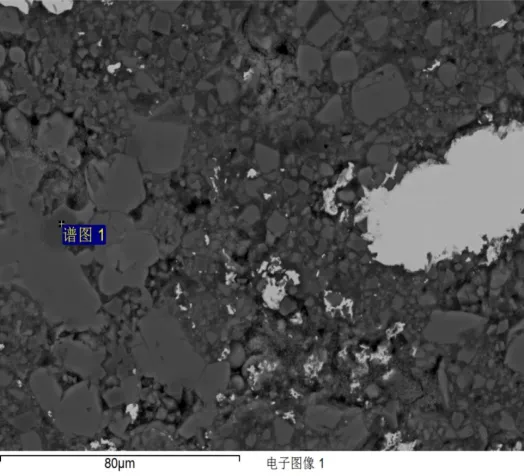
圖2 20Mn2A冷鐓鋼材
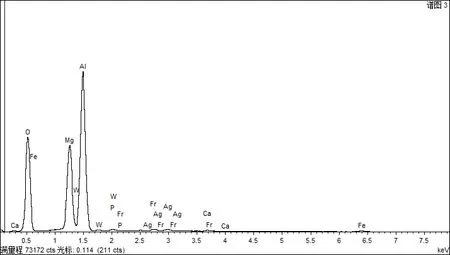
圖3 ML08Al-S鋼試樣能譜圖

圖4 20Mn2A鋼試樣能譜圖
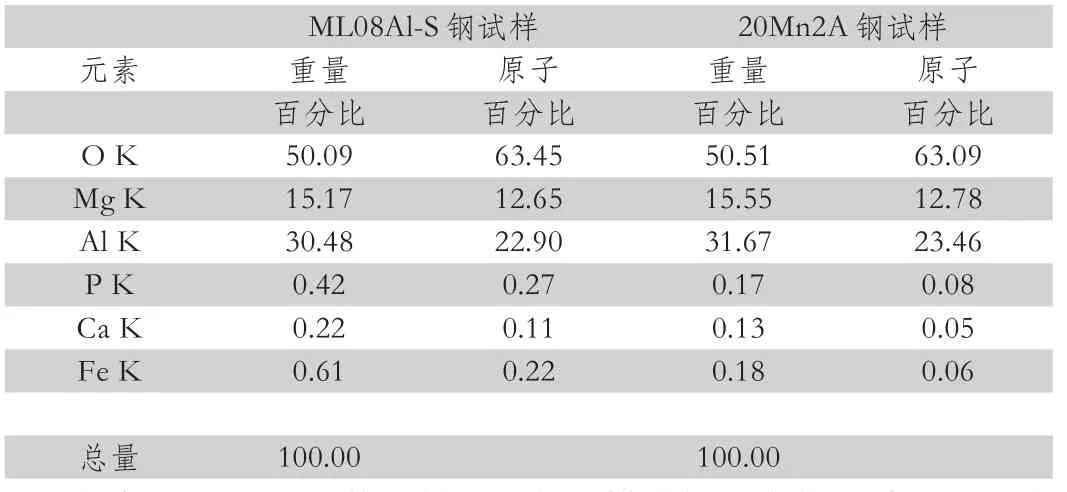
表1 冷鐓盤條試樣各種元素能量分布情況
根據3月13日所截取并且進行掃描分析得出的兩種不同冷鐓鋼材的試樣能譜圖(圖1,圖4),以及夾雜的各種化學成分組成(圖2,表1,圖4)可知。①冷鐓鋼堆鋼基體處存在能譜分布混亂的情況,在冷鐓盤條試樣的內部,不同位置所存在著的能譜不同,可以推斷得出這是因為鋼基體的物質分布不均勻或異物造成的。②夾雜物的成分檢測。通過分析圖2,圖4,表1可知,規格為ML08Al-S的鋼中含有O夾雜物為50.09%,Mg夾雜物的重量比為15.17%,AI夾雜物為30.48%,還有其他的P、Ca、Fe其夾雜物的含量分別為0.42%,0.22%以及0.61%。從成分上來看可以發現造成堆鋼的夾雜物主要是鈣鋁酸鹽和鎂鋁尖晶石,屬于鋼材冶煉精煉過程中典型的夾雜物。同時分析 20Mn2A鋼夾雜的元素成分情況,分別是O夾雜物為50.51%,Mg夾雜物的重量比為15.55%,AI夾雜物為31.67%,還有其他的Mn、Ca、Fe其夾雜物的含量分別為0.13%,0.17%以及0.18%。可以發現除了P和Mn夾雜外其成分與前者基本一致,根據夾雜堆鋼盤條試樣分析結果,兩種冷鐓鋼材在堆鋼處的強度和硬度都發生了變化,造成軋制過程中該部分鋼基體變形能力差,具有應力集中的特點,因此在加工中,其鋼材所帶有的異金屬夾雜物周圍會出現開裂現象,隨著軋制過程的進行開裂會不斷的延伸擴張到鋼材的表面,從而引起鋼材內部及表面出現裂縫,因此在軋制中,導致鑄造不夠均衡,出現夾雜堆鋼等質量問題。
2 冷鐓盤條夾雜堆鋼的原因分析
邯鋼煉鋼廠冷鐓盤條主要使用鋁沉淀脫氧,配以少量的碳化硅粉擴散脫氧,利用脫氧產物沉淀雜質,鈣處理后凈吹8-10min,將成品鋁質量系數控制在200~250×10-6以上。將其澆筑在150mm×150 mm小方坯中,之后完成軋制工藝,軋制規格大小為 6.5~ 22 mm,①結瘤物的產生原因。由于邯鋼冷鐓盤條在澆注過程中,中包水口同結晶器內壁之間的距離很小,鋼水在澆注的過程中,散開的程度較小,冷鐓鋼材自身所帶的夾雜物會上浮起來,集中在水口周圍,同時一些殘留在鋼中的固態的夾雜物還會在澆鑄過程中進入到結晶器中,被中包水口截留住而形成結瘤物體。另外隨著澆注過程的進行,結晶器的的夾雜物的漂浮的通道會被大量的夾雜物所阻隔,結瘤物會呈現出快速增加且不容易消失的情況。等結瘤物長大到一定程度時從水口脫落進入結晶器鋼液內形成大顆粒夾雜。②結瘤物形成的爐次。相關文獻對澆鑄過程中出現夾雜的爐次進行統計發現,連鑄為12爐的澆次過程中第5~9爐是中間包水口夾雜物集中脫落的高發期。說明連澆爐次在5爐以內生產的冷敦鋼可以有效降低鋼中大顆粒夾雜,提高冷敦鋼的質量,但是在實際生產中同時要兼顧生產效益,因此提高精煉過程控制,減少鋼中非金屬夾雜物總量使中包水口夾雜物集中脫落的時間推后到10~12爐以后是解決這一問題的關鍵所在。
3 邯鋼冷鐓盤條夾雜堆鋼的改進措施
依據鋼中非金屬夾雜物去除原理,夾雜物去除的限止性環節是其在鋼液中上浮過程,因此鋼液在精煉處理過程中應快速形成白渣,盡早進行軟吹,以盡可能多的去除鋼液中的非金屬夾雜,提高鋼水潔凈度。
(1)依據C-O平衡原理,吹煉終點C越低,鋼液中的溶解O越高;抬槍后補吹也會成倍的增加鋼液中的溶解O。鋼液中的O越高脫氧后鋼中非金屬夾雜物的總量就越多。因此依據鋼種實際提高終點C,減少點吹是減少鋼液中非金屬夾雜來源的最直接最有效的方法。另外,轉爐下渣帶增加精煉成渣壓力,應盡量減少出鋼下渣。
(2)轉爐出鋼過程加入過量的鋁脫氧劑,爐后鋁質量分數控制在200×10-6以上,目標400~600×10-6,且應在出鋼前期加入,利用出鋼過程中的攪拌作用對鋼液和鋼渣進行預脫氧,則可以為精煉快速成渣提供有力的條件,并且能夠避免因為精煉成渣速度太慢而導致的夾雜物無法擴散的情況出現。
(3)規范 LF 精煉爐的操作流程。依據生產節奏和處理工序的不同,按照前期升溫造渣采用大氬氣,中期調整成分采用中氬氣,后期凈吹采用小氬氣的原則,既保證了LF爐快速成渣以及升溫和均勻成分溫度的要求又避免了鋼中夾雜物上浮時間不夠 。
(4)延長凈吹時間。在既有的LF精煉鈣處理前先通過5min軟吹,鈣處理前導絲線高度降到包沿以下,速度控制為140m/min,之后喂入適量的鈣線,展開鈣處理,確保中包中的鈣和Al的比例為0.10-0.13之間。
(5)通過分析可知,不論是ML08Al-S、20Mn2A鋼中的水口結瘤物都是由鈣鋁酸鹽和鎂鋁尖晶石組成。同時對比分析這兩種夾雜物的數量以及各種化學成份分布情況可以發現,ML08Al的化學成份實際控制水平僅較20Mn2A鋼中的鋼中鋁質量分數高一點,且前者夾雜物中沒有Mn,而后者夾雜物中含有一定百分比的Mn。這表明冷鐓鋼自身含有的化學成分對夾雜物形成聚集也有一定的影響,鋼中的Mn元素含量高,在脫氧不徹底的情況下渣中的MnO相應也高,因此在冶煉過程中,兩者鋼材的夾雜物數量不同,所需要的精煉處理深度及鈣處理步驟不同。20Mn2A鋼中Mn元素含量高在造渣過程中需要更徹底的脫氧,以消除渣中殘留的MnO對夾雜物的影響,同時鋼中鈣鋁比較ML08Al相比要高,控制在工藝要求的偏上限。
4 結論
綜上所述,冷鐓鋼盤條是用于制造螺栓、鉚釘等緊固件的原材料,其加工工藝多樣,常見多采用一次或多次沖擊加載,通過材料的冷作硬化提高工件的抗拉強度,改善材料的使用性能,其具有良好的冷頂鍛性能。但是,影響其性能的因素非常多,例如,鋼的化學成分、組織性能及盤條表面裂紋、劃傷及折疊等缺陷,因此,必須不斷對冶煉、連鑄及軋制工藝進行完善,提升冷鐓鋼盤條的冷鐓合格率。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
上海金屬(2022年5期)2022-09-26 02:07:46
鍛造與沖壓(2020年23期)2020-12-18 03:08:56
裝備制造技術(2020年2期)2020-12-14 03:09:30
裝備維修技術(2020年15期)2020-11-28 09:45:30
智富時代(2018年5期)2018-07-18 17:52:04
智富時代(2018年12期)2018-01-12 11:51:50
中國機械工程(2016年21期)2016-12-24 01:54:00
中小企業管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
中國新技術新產品(2015年15期)2015-07-19 06:50:12
