某鋼廠Q460C 圓鋼表面裂紋原因分析及改善實踐
2021-01-04 03:20:52彭光健花含平巨銀軍徐瑞軍
中國金屬通報 2020年21期
關鍵詞:裂紋
彭光健,花含平,巨銀軍,徐瑞軍
(湖南華菱湘潭鋼鐵有限公司,湖南 湘潭 411101)
某鋼廠2# 鑄機首次生產5 爐Q460C 鋼,經加熱軋制圓鋼后,圓鋼磁粉探傷時發現表面存在裂紋缺陷,裂紋缺陷比例達24%,客戶在穿管過程中容易出現外翹皮現象,不能滿足客戶使用需求。為找到圓鋼表面裂紋的具體原因,對Q460C 圓鋼缺陷進行了金相分析,同時對鑄坯進行表面酸洗,發現鑄坯存在皮下氣泡缺陷,并采取了相應的控制措施。
1 鋼種化學成分及生產工藝
本文研究的鋼種Q460C,其化學成分如表 1 所示,該鋼種可用于制作低合金管坯。

表1 鋼中化學元素的質量分數(%)
主要生產工藝:轉爐→LF 精煉→VD 真空脫氣→連鑄(240mm×240mm)→鑄坯檢查→步進梁式加熱爐加熱→高壓水除磷→軋制→檢驗→入庫→發貨。
2 Q460C圓鋼裂紋缺陷原因分析
對該鋼種首次軋制的圓鋼進行磁粉探傷檢查,發現圓鋼表面存在短裂紋缺陷,如圖1 所示。對缺陷位置進行金相分析,如圖2 所示,缺陷附近發現二次高溫氧化物和脫碳(部分表現為全脫碳)現象,推測缺陷來源于鑄坯。
取Q460C 連鑄坯切割為350mm 長的鑄坯樣,并鋸切掉端部50mm 長的火焰切割影響區,利用1 :1 酸水比的熱鹽酸進行腐蝕后觀察鑄坯表面。未發現鑄坯表面缺陷,如圖3 所示。

圖1 圓鋼表面裂紋

圖2 圓鋼缺陷金相
為進一步查找鑄坯是否存在皮下缺陷,將Q460C 鑄坯經加熱爐1200℃高溫加熱后,利用高壓水除鱗去除鑄坯表面約2mm厚的氧化鐵皮。并取去除氧化鐵皮后的鑄坯長度約350mm(切除端部50mm 長火焰切割影響區)共5 塊,按上述方法再次進行酸洗檢查,發現鑄坯表面存在皮下氣泡缺陷,氣泡直徑1mm-2mm,深度0.3mm-0.5mm,如圖4 所示。
圖3 鑄坯表面無缺陷
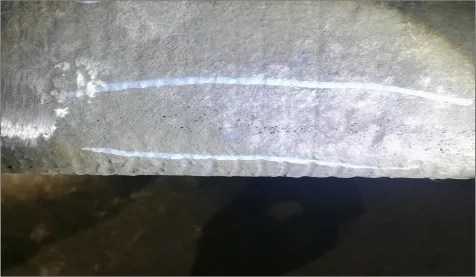
圖4 鑄坯皮下氣泡缺陷
由此可確定,Q460C 鑄坯軋后圓鋼表面裂紋缺陷主要是由直徑1-2mm,深度0.3-0.5mm 的鑄坯皮下氣泡缺陷所致。
3 鑄坯皮下氣泡形成原因分析
鋼中的氣體含量超過其在鋼中的溶解度或者鋼中樹枝晶間富集的[H]、[N] 等達到或超過飽和量,那么氣體就會在鋼的凝固交界面或樹枝晶間析出,這些氣體大部分會排除但少量會殘留,進而產生氣孔或者造成顯微氣孔缺陷[1]。
另外,鋼液凝固過程中,鋼中氬、氮、氫等氣體的分壓大于鋼液靜壓力與大氣壓力之和時就會產生氣泡。這些氣泡被樹枝晶捕集或受已凝固表面層的阻礙而不能從鋼坯中逸出,而在鋼坯中富集、凝固就會形成氣泡缺陷。在澆注過程中,雖然氣泡上浮的速度大于鋼水凝固的速度,但是在結晶器壁鋼水彎月面處,由于氣體排除仍然困難,因此部分氣泡在鋼水凝固之前未逸出,在鑄坯皮下1-2mm 位置形成密閉型的氣孔[2],即鑄坯皮下氣泡缺陷。
鑄坯皮下氣泡形成首先要有氣泡,氣泡的形成需滿足下式(1)[3]

上式(1)中∑PG 為各氣體的分壓總和;Pa代表大氣壓力;Pm代表鋼水靜壓力;σL 代表液體金屬的表面張力;r 代表氣泡半徑。由式(1)可見,當鋼液中的氣體含量增加,即∑PG 增大;或鋼液的表面張力σL 降低,氣泡都容易形成。由于氧、氮都是表面活性元素,極易在液態金屬的表面富集,降低了σL,使氣泡易于形成。
由于連鑄采用整體下水口,長水口雙吹氬環保護澆鑄,因此導致Q460C 鑄坯皮下氣泡缺陷的極可能是氣體O、N、H 含量過高。分別對5 爐鋼的鑄坯近表面位置取樣進行O、N、H 氣體含量檢測,檢測結果為平均全氧含量為18ppm,并不是太高,屬于正常水平;平均H 含量1.8ppm,遠低于H 含量達到6ppm 時極有可能導致鑄坯直接產生氣泡缺陷的含量[4];鋼中氣體N 含量平均達到70ppm,高于一般水平要求的55ppm。根據相關資料[5]顯示,若連鑄保護澆鑄使用的氬氣流量偏小時,保護澆鑄不到位;偏大時,導致氬氣順鋼流進入鋼水中也會形成氣泡缺陷,且由鋼中氬氣形成的氣泡底部相對圓滑,與實際生產中Q460C 鑄坯皮下找到的氣泡缺陷形貌基本相當。綜上所述,鋼中氣體含量較高是造成鑄坯存在皮下氣泡缺陷的主要原因,必須控制鋼水中的N、Ar 含量,才能有效地改善皮下氣泡缺陷的形成[4]。
4 鑄坯皮下氣泡的控制措施及改善效果
4.1 改善鑄坯皮下氣泡的控制措施
針對Q460C 鋼中的N 含量偏高,長水口吹氬流量不合理導致鑄坯皮下氣泡缺陷,特制定以下控制措施。
4.1.1 氣體N 含量控制
(1)轉爐出鋼口外圍平整,出鋼時避免鋼水散流,減少出鋼過程中N 的吸入。
(2)LF 精煉過程中,控制冶煉過程中的埋弧效果,減少由于電弧裸露造成的電離增氮;LF 微正壓操作;調整好喂線速度與角度,避免喂線過程中鋼水翻騰導致鋼水裸露吸N。
(3)連鑄開澆前對中包內部進行吹Ar 處理;采用合適流量的長水口雙吹Ar 保護澆注;中包內采用“黑面操作”,杜絕水裸落的現象,減少連鑄過程增N。
(4)轉爐出鋼、精煉過程成分調整過程使用使用低氮碳粉,用V 鐵合金替代VN 合金,降低鋼中N 含量。
4.1.2 氣體Ar 含量控制
(1)連鑄長水口雙吹Ar 增加氣體流量計,控制氬氣流量大小的穩定性。
(2)連鑄長水口雙吹Ar 已中包首鋼口鋼水微微波動為宜,根據氬氣流量計穩定吹氬大小,避免氬氣流量過大,導致氬氣進入鋼水中。
4.2 鑄坯皮下氣泡的改善效果
通過采取以上措施后,鋼中氮含量和連鑄長水口雙吹氬流量的變化情況如下表2 所示:

表2 Q460C 鑄坯氣體檢測結果與氬氣流量
從上表可以看出,通過采取控制措施后,Q460C 鋼中的N 含量由70ppm 降至50ppm。連鑄長水口雙吹氬流量由60L/min 降至40L/min。采取措施控制后的整體N 含量已經較低達到較好水平,并且在保證長水口吹氬保護澆鑄效果的同時進一步降低了氬氣流量。
Q460C 鋼中N 含量和澆鑄過程中長水口吹氬流量適當降低后,2# 鑄機再次生產2 個澆次Q460C 共10 爐鋼,鑄坯取樣經熱酸洗后,檢查鑄坯表面質量得到明顯改善,皮下氣泡缺陷完全消失。相應軋后圓鋼表面未發現裂紋缺陷,再次生產的10 爐Q460C 圓鋼裂紋缺陷率下降至0.5% 以內。客戶反饋2# 鑄機生產的Q460C 圓鋼使用正常。
5 結論
(1)Q460C 鑄坯皮下氣泡缺陷,在后續加熱、軋制過程中未能消除,是導致Q460C 圓鋼表面裂紋的主要原因。
(2)2# 鑄機Q460C 鑄坯皮下氣泡缺陷主要是由于鋼中N 含量較高,連鑄長水口吹氬流量不合理造成的。
(3)通過采取相關措施控制Q460C鋼中氣體含量后,鑄坯皮下氣泡缺陷消失,圓鋼表面質量明顯改善,完全滿足客戶使用要求。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
