工程機械結構件焊接廢氣處理系統方案研究
2020-12-30 01:58:34
建筑機械化 2020年12期
(山推工程機械股份有限公司,山東 濟寧 272073)
1 機械制造焊接煙塵問題
機械制造行業因機械產品特點,主體多為結構件,在產品制造方面主要有焊接、加工及涂裝等工序,均會產生焊煙、油霧和廢氣,因此也成為環保政策落實的重點對象。目前工程機械行業大型構件焊接廣泛采取鍍銅實芯焊絲,焊絲表面要鍍一層銅粉的工藝達到保護焊絲不被氧化的作用,但鍍銅也帶來焊接過程中煙霧大、弧光輻射、有害氣體、噪聲等一系列問題,尤其是CO2氣保焊,因其具有熔深大、焊接效率高的特點被工程機械企業普遍采用。
焊接煙塵問題是困擾作業環境的主要問題及關鍵控制點。據有關資料分析,焊接煙塵中直徑在0.1~10μm 之間的粉塵顆粒物對人體健康影響較大,CO、NO2、酚苯類化合物可通過呼吸系統進入到血液中造成人體中毒,還會作為單體存在于肺組織內,引發操作者患上職業病,如塵肺等。隨著國家環保政策的逐級落實,要求企業在發展的同時落實主體責任,把以人為本放在首位,并把對大氣污染降到最低,為此,工程機械企業積極落實國家環保政策同時執行相關職業衛生安全,逐步對結構件焊接場所采取必要的凈化措施,以改善作業環境。
2 結構件車間現狀
工程機械制造企業在車間工藝規劃普遍存在一個慣例,就是結構件制造車間按照工藝流程進行布局,這樣就會出現焊接設備與加工設備交叉放置的情況,這對焊煙收集凈化處理帶來不小的難度。焊接溫度高,焊接煙塵在車間內隨熱空氣上升穩定至6~8m 高度并長時間聚集層,濃度增大,會隨著氣壓進行流動,導致整個車間內部充滿煙塵,針對圖1 所示A 區的治理進行方案選型并驗證效果。
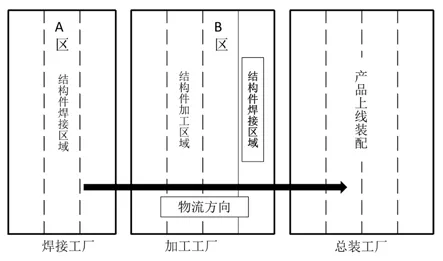
圖1 焊接特殊分布圖
以我公司結構件為例,焊接工廠A 區為3 個24m 標準跨車間,其中焊接區為兩跨,另一跨為涂裝生產線,整個焊接作業面積為9 800m2(二跨廠房198m×48m),除少量加工工序外共102 個組焊工位(人工組對25 個、人工焊接及修磨48個,機器人焊接25 個,專機焊接4 個),焊點多且分布分散,另外工件尺寸大、重量較重,作業期間需要采取行車吊裝,物流移動頻繁的特點。
針對焊接工藝特點進行分析如下:焊接煙塵種類主要為二氧化碳氣體保護焊接煙塵;灰塵特性為干性;焊接電流:300~350A;焊接電壓:30~35V;實芯焊絲,焊絲直徑?1.2~1.6mm,工作時間8h/d,焊材耗用量為1 900kg/d。
3 方案設計
設計方案時,考慮車間具備的環境為三相交流電源:380V(±15%)50Hz,單相交流電源采取220V(±15%)50Hz,環境溫度為-20~45℃,濕度:50%~90%,壓縮空氣為0.5~0.7MPa。廢氣凈化的目標為車間內部空氣品質達到職業衛生要求,即焊接車間總塵的8h 工作日時間加權平均濃度不超過4mg/m3,任何一次短時間(15min)接觸的濃度均不超過8mg/m3。
同時在改善結構件車間環境的同時避免對作業效率、操作便捷性等方面帶來不良影響,制定吹吸式整體循環凈化方案,經過論證并考慮到老車間下部布局基本已定,不適合進行全局調整,因此采取平流層吹吸式方案。
為保證焊接電弧穩定性,空氣流動不得大于2m/s。設計的焊煙凈化工藝流程大致為:焊接產生的煙塵及有害煙氣通過負壓的抽風管道吸附到主機內的除塵濾筒器內,然后通過活性炭過濾凈化把潔凈空氣送到吹風管道里反吹回車間,焊接灰塵通過濾筒內的定時反吹功能把灰塵帶到底部的儲灰箱內,然后人工統一收集處理。
按照JGJ 353-2017《焊接作業廠房供暖通風與空氣調節設計規范》的相關要求,采取通風換氣措施來凈化焊煙廢氣需應按照下式計算
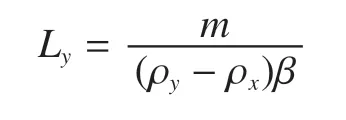
Ly——消除焊煙所需風量(m3/h);
m——焊煙產生量(mg/h);
ρy——車間內容許焊煙的最高濃度(mg/m3);
ρx——凈化后中焊煙的質量濃度(mg/m3);
β——排風效率,排風口布置在合適的高度區域,排風效率取80%~90%。
現場采用直徑?1.2mm 實芯焊絲,根據常用焊接方法的發塵量,按發塵量7g/kg 選取。工作時間按8h 工作制,根據日消耗焊絲1.9t,則日產生焊接煙塵量M1=7(g/kg)×1900(kg)=13300g=1.33×107mg,則產生的焊接煙塵量m=M1/8=1.66×106mg/h。
根據車間職業健康衛生標準要求,則

由于車間面積較大,為了達到更好的焊接煙塵凈化效果,設計時考慮一定的富余,則車間焊接煙塵整體治理最終設計風量Q≥500000m3/h。
4 設備選型
4.1 主機選型
根據設計風量Q=500000m3/h,選擇某公司的除塵器機型WLC-25YT,單臺處理風量500 000m3/h,電機功率22kW,共布局20 臺主機,具體布局如圖2 所示。
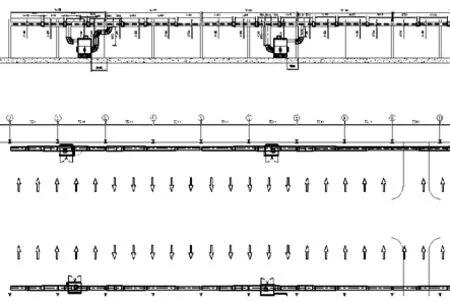
圖2 方案布局示意圖
該款濾筒除塵器由風機、電機與過濾單元、電控分開設置,風量較大,采用模塊化設計,可以根據風量的需要采用若干個模塊拼裝而成。風機、電機設計隔音罩及消音器,使大風量風機的噪聲降到最低,達到國標要求。
除塵器選用的濾材使用壽命長,選用進口濾材——聚酯基材,基材表面覆PTFE 膜,有一定的防水性,較傳統的纖維或超細纖維覆膜濾材使用壽命長2~3 倍。電控箱外掛式處理使整個設備更為統一,且有效地降低了粉塵對電氣元件的影響,同時根據設備現場運行環境的要求,電控箱的安裝位置更為靈活,指示燈帶的使用更是增加了設備的科技感與未來感。
除塵器過濾單元采用端蓋式濾芯快速安裝方式,更便于濾芯的拆卸及維護,濾芯豎裝使其清灰更加徹底干凈,濾芯過濾面積較大風速較低使用壽命更長。
4.2 風機選型
根據整體布局圖設計風機全壓,濾筒的初始阻力為210Pa,整體設備的初阻力為200Pa 左右,當設備運行一段時間后,濾筒表面黏附了大量的細小粉塵顆粒物,增大了濾筒的阻力,使得濾筒的阻力變大,最終上升到濾筒的最大阻力650Pa,整體設備阻力為850Pa。根據管道尺寸大小、管道長度、彎頭數量,按照國家管道壓力計算方式,最終整套系統阻力為<2 000Pa,為了使風機運行時靜壓不在風機壓力上限值(當風機壓力一直處于風機壓力的上限值時,容易減少風機運行壽命),最終風機全壓設計為2 400Pa。只有選取合適的風機壓力,風機效率才會體現得更加完美,當風機壓力過高或過低,風機的效率就會更低,出現抽不動風的問題。最終選擇某知名品牌風機型號:300-450A,風機配變頻電機,配置的電機型號為22KW-4P,整套系統實際運行最大風量可達28 500m3/h。
根據車間電焊煙塵濃度P<4mg/m3要求,按設計風量500 000m3/h,則車間電焊煙塵濃度P2=Q2/M2=(1.66×106mg/h)/(500 000m3/h)=3.32mg/m3,符合室內職業健康衛生標準。同時根據DB37/2376-2019《區域性大氣污染物綜合排效標準》標準要求車間電焊煙塵濃度P<4mg/m3,按單臺風機最大風量28 500m3/h,總風量為長570 000m3/h,則車間電焊煙塵濃 度P2=Q2/M2=(1.66×106mg/h)/(570 000m3/h)=2.91mg/m3;NO2平均容許濃度P<5mg/m3要求,按設計風量500 000m3/h,則車間NO2濃度P2=Q2/M2=(4.11×104mg/h)/(500000m3/h)=0.082mg/m3;臭氧最高容許濃度P<0.3mg/m3要求,經計算臭氧濃度P2=Q2/M2=2850mg/h/500000m3/h=0.0057mg/m3,符合室內職業健康衛生標準。
4.3 過濾元件
本方案采用高效PTFE 覆膜濾材制作的濾筒作為過濾元件。為了保持濾材的可靠性,本方案采取壓力傳感器控制的脈沖進行反吹來實現。分別在進氣管道和出氣管道靠近主機的地方安裝兩個探頭式壓力傳感器,并預設的警戒值,當進出口壓差達到警戒值時,脈沖電磁閥接到信號氣動,壓縮空氣從閥口噴出,通過各個濾筒的引流管實現對濾筒的吹掃,直到壓差低于另設定的下限值時才停止;下限值與預設警戒值構成一個區間,有效地控制脈沖閥的打開頻次,確保運行可靠。
4.4 清灰系統
清灰系統運行狀況及便捷性直接能影響整個系統運行可靠性,本方案采用壓縮空氣脈沖清灰,可采用在線、離線兩種狀態清灰方式,也可實施人工手動,如清灰系統出現故障或者效果不好將直接導致整個除塵系統失效;如清灰系統運行良好,可延長濾筒的使用壽命,降低系統能耗,可大大降低運行維護成本。
清灰系統設置有分氣包實現集灰盒自動裝卸及密封,同時配備精密油水過濾器,實現油水的分離,保證供氣壓力和流量的可靠性,確保滿足各種運行工況下的清灰需求。
4.5 脈沖電磁閥
脈沖式電磁閥是濾筒式過濾設備清灰系統的關鍵元件,型號選用合適與否直接關系到除塵器設備的穩定性、可靠性以及清灰效果,也可有效降低運行維護成本。選用某公司的RFS 電磁脈沖閥,噴吹壓力<0.7MPa,DC24V,1.0″。一般膜片的壽命要≥100 萬次,才能滿足脈沖電磁閥的高效運行要求、最大限度地減少了后期設備運行成本及維保工作量。根據車間環境資源供氣壓力介于0.5~0.6MPa 時,脈沖噴吹時間<0.2s,單個電磁脈沖閥噴吹時壓縮空氣耗用量<30L,極大地降低了壓縮空氣耗用量,有效地減少了壓縮空氣站的工作量,真正地做到了環保節能。電磁脈沖閥在出廠時已經安裝在氣包上,在車間內均進行了壓力測試、氣密性試驗和可靠性試驗,極大地保障了設備安裝精度和使用性能。
5 應用效果
此整體式循環回收除塵系統主要由主機(風機、除塵器)、降噪設備、管道、終端吸氣裝置、終端送氣裝置和電控柜構成(圖3)。其循環除塵系統凈化主要原理依靠主機風機風量通過一側進風管把車間內有焊煙的空氣吸入管道,通過主機內帶有超濾pp 覆膜的濾筒進行過濾后,然后經過凈化活性炭進行除異味,最后通過另一側吹風管道送回到車間內,車間對稱互補安裝,以實現車間氣流的規律性,考慮到煙塵聚集高度,水平吹洗管道安裝高度也在此位置,并采取水平層風幕封堵焊煙外逸,以此實現凈化效率高的目的。

圖3 車間整體除塵凈化示意圖
該車間管道式整體負壓凈化方式,不需要在每個工位進行可移動煙塵收集裝置的安裝,不僅車間內部擴散的煙塵大大減少,車間空氣狀況大大改善,同時不影響正常的操作作業,且對環境溫度影響較小,節約大量能耗,有利于焊接質量的穩定,是一種值得推廣的環保除塵技術。
