大口徑厚壁鋼管淬火設(shè)備改造
2020-12-29 01:57:12陳威楊煌光
冶金設(shè)備 2020年4期
關(guān)鍵詞:設(shè)備
陳威 楊煌光
(1:中冶京誠工程技術(shù)有限公司 北京 100176;2:大冶特殊鋼有限公司 湖北黃石 435001)
1 前言
在鋼管熱處理生產(chǎn)線中水淬火設(shè)備被廣泛應(yīng)用,通過對無縫鋼管的水淬火處理,提高鋼管的硬度和耐磨性。淬火與不同溫度的回火配合可以大幅度提高鋼管韌性及疲勞強度,獲得綜合機械性能較好的鋼管。
目前無縫鋼管淬火主要有槽內(nèi)水淬工藝和槽外水淬工藝。針對大口徑厚壁鋼管,通常采用槽內(nèi)水淬工藝(浸淬)來保證較大的冷卻能力,以達到最終的調(diào)質(zhì)效果。
本文介紹的現(xiàn)有槽內(nèi)浸淬設(shè)備在實際生產(chǎn)過程中有如下缺點:①鋼管周邊的冷卻速度不一致,鋼管彎曲;②鋼管冷卻效果不理想,金相組織不均勻。經(jīng)過生產(chǎn)跟蹤和技術(shù)分析,決定對原設(shè)備進行改造,主要是增加槽內(nèi)升降旋轉(zhuǎn)裝置,并在改造后進行了工藝驗證。
2 工藝流程
2.1 改造前的工藝流程
淬火爐加熱的鋼管到達上料輥道末端→翻板升起將鋼管從輥道上移至翻料勾內(nèi)→翻料勾轉(zhuǎn)動將鋼管撥入淬火槽→壓緊裝置壓緊,內(nèi)噴打開(外噴一直打開),淬火→淬火周期結(jié)束,內(nèi)噴關(guān)閉,壓緊裝置升起→提升鏈將鋼管移出淬火槽轉(zhuǎn)至后續(xù)鏈床上,完成淬火。
2.2 改造后的工藝流程
淬火爐加熱的鋼管到達上料輥道末端→翻板升起將鋼管移至帶擋料勾的入口臺架上→鋼管經(jīng)過擋料勾緩沖后進入升降旋轉(zhuǎn)裝置→升降旋轉(zhuǎn)裝置下降進行淬火→淬火周期結(jié)束,內(nèi)噴關(guān)閉,升降旋轉(zhuǎn)裝置升起→撥料勾將鋼管通過出口臺架撥至后續(xù)鏈床上,完成淬火。
3 設(shè)備改造要點
文中提及的改造主要針對機械設(shè)備和電控系統(tǒng)的改造,循環(huán)水系統(tǒng)利舊。改造前后的設(shè)備結(jié)構(gòu)見如下圖1、圖2。
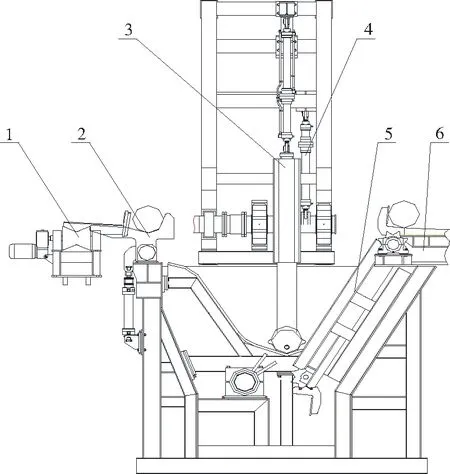
圖1 改造前設(shè)備結(jié)構(gòu)1-進料輥道;2-翻料勾;3-壓緊裝置;4-內(nèi)外噴系統(tǒng);5-提升鏈裝置;6-鏈床
本文主要介紹改造后的升降旋轉(zhuǎn)裝置即圖2中編號3的設(shè)備。
3.1 升降旋轉(zhuǎn)裝置[1]
鋼管經(jīng)入口臺架進入升降旋轉(zhuǎn)裝置,鋼管先由料勾接料緩沖后放置在旋轉(zhuǎn)托輥上,壓緊輪壓下,升降裝置下降,鋼管邊旋轉(zhuǎn)邊浸入淬火槽中,同時內(nèi)外噴系統(tǒng)開始工作。完成淬火周期后,升降裝置上升,壓緊輪抬起,料勾將鋼管撥出淬火槽。
升降旋轉(zhuǎn)裝置為型鋼桁架梁結(jié)構(gòu),由兩個油缸懸吊于淬火槽內(nèi),梁結(jié)構(gòu)兩側(cè)設(shè)有導(dǎo)輪,可在淬火槽內(nèi)部的軌道中上下移動。主結(jié)構(gòu)分為旋轉(zhuǎn)托輥、接取料勾、壓緊輪。具體見圖3。
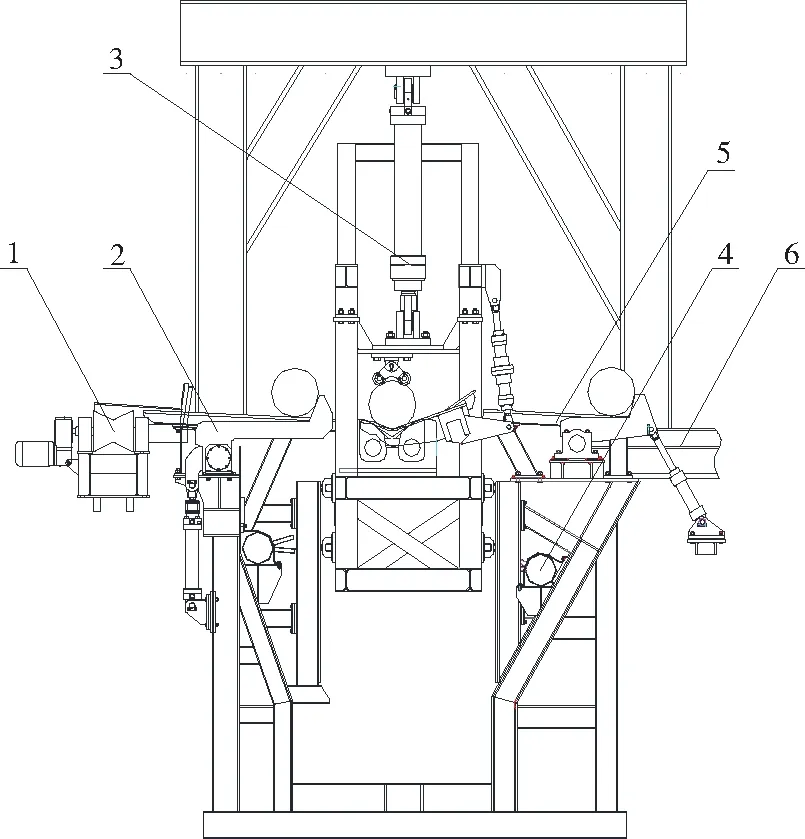
圖2 改造后設(shè)備結(jié)構(gòu)1-進料輥道;2-入口臺架;3-升降旋轉(zhuǎn)裝置;4-內(nèi)外噴系統(tǒng);5-出口臺架;6-鏈床
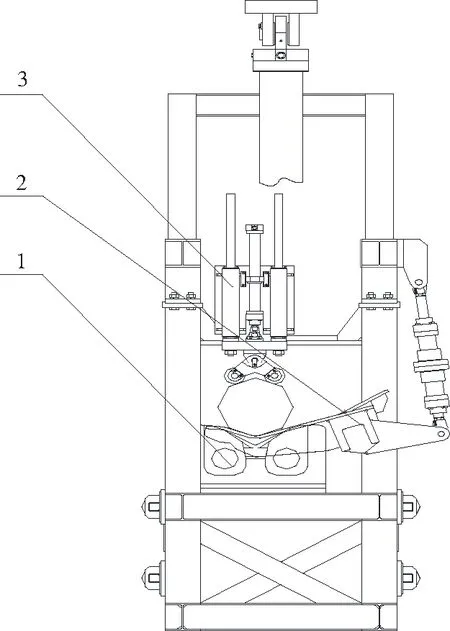
圖3 升降旋轉(zhuǎn)裝置1-旋轉(zhuǎn)托輥;2-接取料勾;3-壓緊裝置
3.1.1 旋轉(zhuǎn)托輥
在槽中水淬時靜止的鋼管由于冷卻不均勻,容易彎曲。而鋼管旋轉(zhuǎn)可減少彎曲,鋼管的旋轉(zhuǎn)速度與橢圓度的關(guān)系成反比,即隨鋼管旋轉(zhuǎn)速度增加,橢圓度減小[2]。為了減少鋼管淬火產(chǎn)生的彎曲度,增加旋轉(zhuǎn)托輥,托輥采用倒“品”字形布置,不銹鋼鏈條雙輥傳動,為了槽內(nèi)拆裝的方便,鏈輪與軸瓦等軸上零件均設(shè)計成剖分結(jié)構(gòu)。
3.1.2 接取料勾
由于大口徑厚壁鋼管的重量較大,進入旋轉(zhuǎn)托輥位置時產(chǎn)生的勢能很大,為此在托輥一側(cè)布置雙行程油缸驅(qū)動的接取料勾。初始狀態(tài)料勾高于托輥輥面,料勾完成接料后,降至低位,將鋼管放置到旋轉(zhuǎn)托輥上,避免鋼管直接沖擊托輥。完成淬火后,料勾將鋼管撥出。
3.1.3 壓緊裝置
壓緊輪布置在托輥上側(cè),位置需與旋轉(zhuǎn)托輥匹配,用于鋼管旋轉(zhuǎn)時的徑向壓緊,防止竄動。每組壓緊輪可以單獨控制,壓緊油缸液壓回路上設(shè)置壓力傳感器和比例減壓閥,以便壓緊輪即能壓緊鋼管,又不至于壓力過大壓壞熱態(tài)鋼管。
4 工藝效果驗證
4.1 彎曲度、橢圓度驗證
通過現(xiàn)場對來料及調(diào)質(zhì)前后表面質(zhì)量的檢查測量,如表1所示,重點是彎曲度、橢圓度的測量,可以得出:彎曲度較淬火機改造前有明顯的改善,之前淬火完的鋼管彎曲度在10-15mm,淬火完經(jīng)常有可視的大彎,經(jīng)回火工藝后不能有效消除,對后工序造成了很大影響。通過改造后的彎曲度數(shù)據(jù)可以看出,彎曲度在4-7mm,對彎曲度要求高的鋼管經(jīng)壓矯后可以滿足客戶要求。

表1 試驗鋼管的彎曲度、橢圓度數(shù)據(jù)
并且改造后,出水鋼溫全長波動在10~15℃,較淬火機改造前的40~60℃有了很大改善。
4.2 實驗室環(huán)狀硬度驗證
對改造后的鋼管取試塊檢測布式硬度和洛氏硬度,結(jié)果如圖4、圖5。對頭尾四象限打布氏硬度,近外表硬度216-225,壁厚中心硬度222-227,近內(nèi)表硬度218-227,各象限的內(nèi)、中、外平均硬度221-223。內(nèi)外表硬度波動均在10HBW以內(nèi),平均硬度在5HBW以內(nèi),硬度均勻性良好。
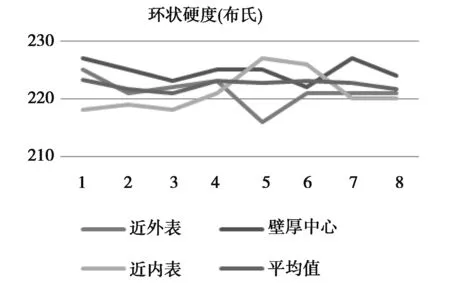
圖4 環(huán)狀硬度(布式)
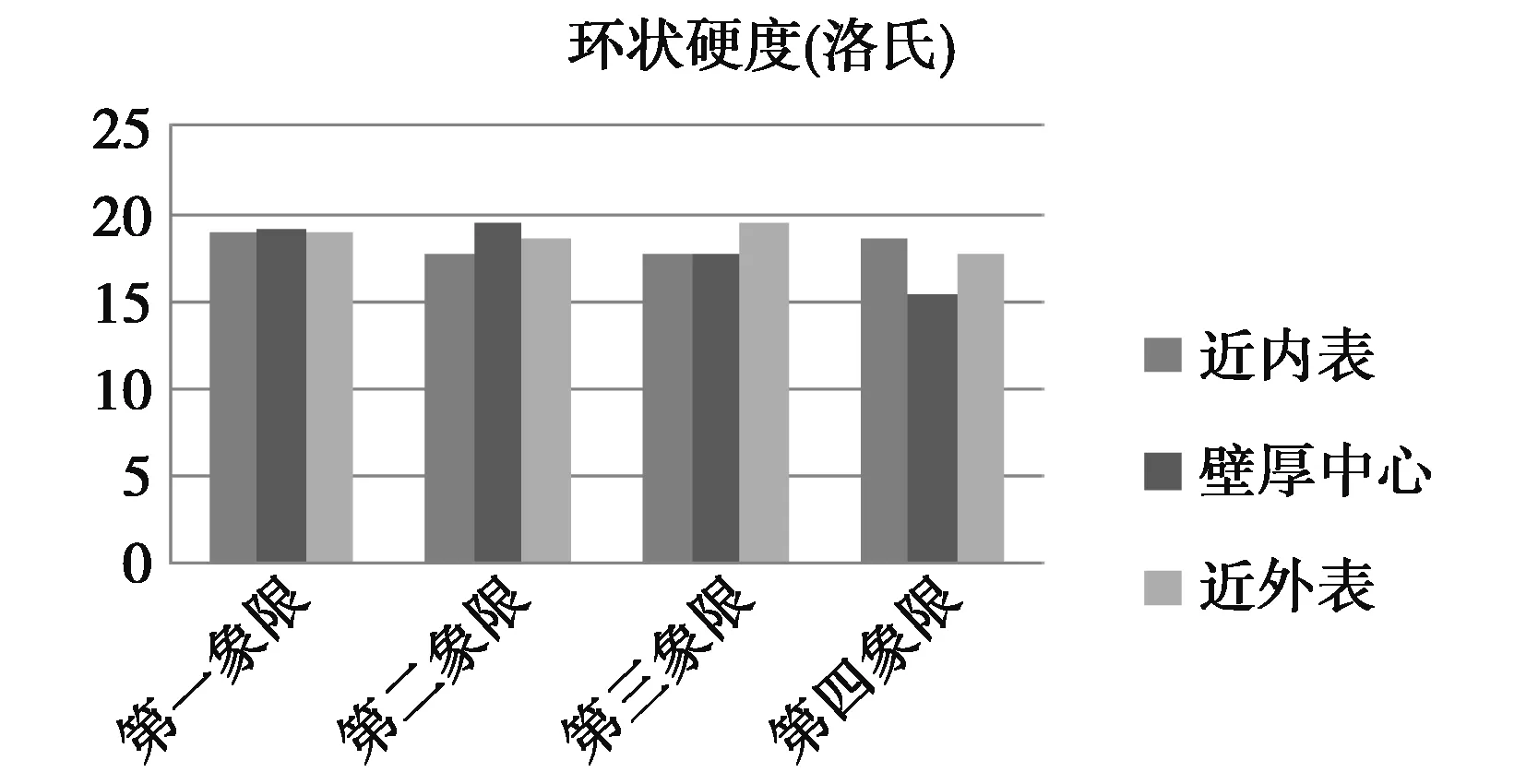
圖5 環(huán)狀硬度(洛氏)
對四象限打洛氏硬度,最小硬度是14.9,最大硬度是20.4。近外表硬度17.7-19.4,壁厚中心硬度15.43-19.5,近內(nèi)表硬度17.68-18.9,各象限的內(nèi)、中、外平均硬度是17.82,內(nèi)外表實測硬度均勻性良好。
4.3 機械性能驗證
4.3.1 性能值
如表2所示,T415118230卡頭尾兩端全長屈服強度和抗拉強度波動在5MPA內(nèi),硬度無明顯波動;T415119350卡頭尾兩端全長屈服強度和抗拉強度波動在10MPA內(nèi)硬度無明顯波動,T415113110卡頭尾兩端全長屈服強度波動在10MPA內(nèi),全長抗拉強度波動在5MPA內(nèi),硬度無明顯波動,沖擊功波動不大,均在標(biāo)準(zhǔn)要求范圍內(nèi)。
4.3.2 實驗室性能結(jié)果
如表3所示,通過頭尾對比,可以發(fā)現(xiàn):屈服強度頭部較尾部高12-20MPA,抗拉強度頭尾均勻,斷面收縮率和斷后伸長率基本一致,均勻性良好。
4.4 金相組織驗證
經(jīng)研磨拋光調(diào)質(zhì)態(tài)的試樣,用4%硝酸酒精腐蝕后,在ZEISS AXIO光學(xué)顯微鏡下放大500倍觀察組織。
4.4.1 改造前的42CrMoA組織

表2 試驗鋼管的機械性能數(shù)據(jù)

表3 試驗鋼管的實驗室性能數(shù)據(jù)
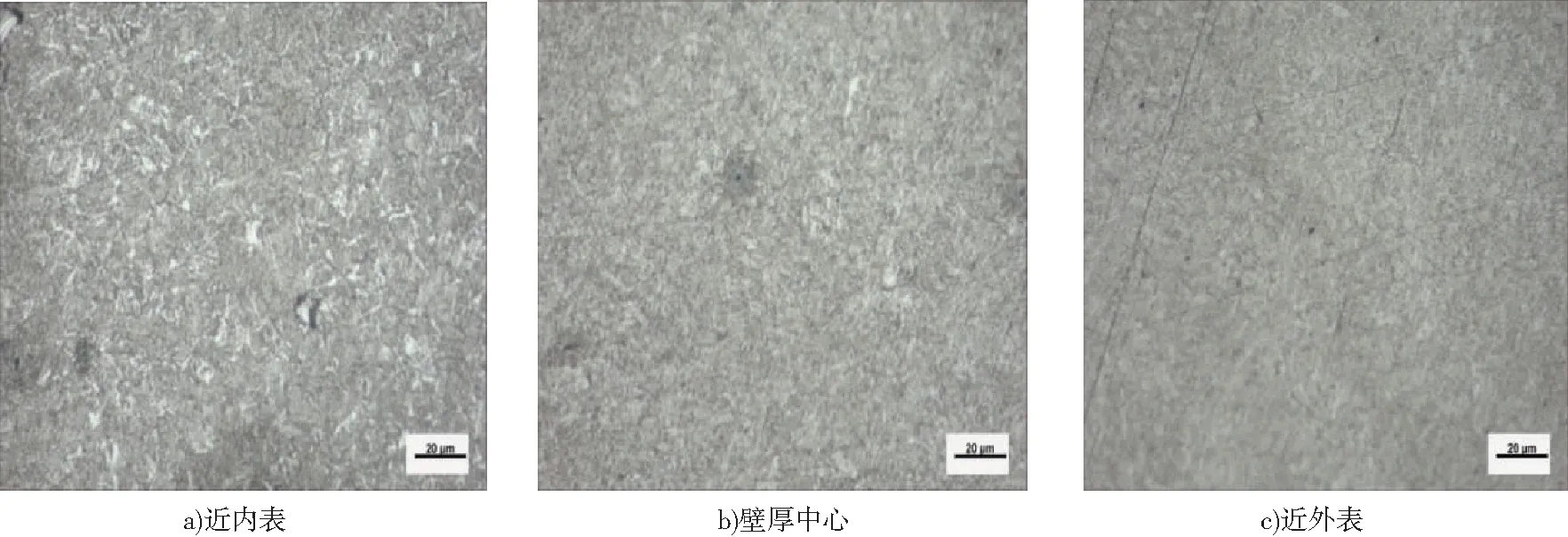
圖6 改造前的金相組織
4.4.2 改造后的R95組織
通過淬火機改造前后的組織進行對比,R95的組織明顯比42CrMoA均勻很多,42CrMoA回火完近內(nèi)表有貝氏體存在,對材料額使用性能會有所影響,而淬火機改造后的R9為均勻的回火索氏體,內(nèi)、中、外都很均勻,調(diào)質(zhì)效果良好。
5 結(jié)論
通過對規(guī)格為514.35×41.91mm的R95和規(guī)格為502.92×30.5mm的4130 75KSI進行工藝驗證,結(jié)果滿足標(biāo)準(zhǔn)要求。橢圓度、彎曲度、溫差相對之前有很大改善,并且整支鋼的硬度和性能均勻性良好。
從設(shè)備結(jié)構(gòu)角度,針對大口徑厚壁鋼管的槽內(nèi)水淬設(shè)備,應(yīng)增加旋轉(zhuǎn)裝置使鋼管在淬火過程中保持自旋轉(zhuǎn)狀態(tài)。旋轉(zhuǎn)裝置配合內(nèi)、外噴系統(tǒng)能很好的滿足生產(chǎn)要求。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
