SMT大數據的產品質量預測辦法和實現研究
2020-12-28 02:26:02張雪王曉燕
中阿科技論壇(中英阿文) 2020年10期
張雪 王曉燕

摘要:近些年,表面貼裝技術(SMT)的自動化、信息化水平有很大提升,生產出的產品性能更優異。SMT生產工藝復雜,各道工序實施階段均可能出現質量缺陷,若在生產線上不能盡早地洞察、處理這些缺陷,則很可能降低產品質量,嚴重時會造成整塊印制板報廢,增加產品的生產費用。文章從大數據技術角度預測基于SMT下錫膏印刷過程的產品質量,預測階段設定了時間窗口,動態更新數據,最后創建了時間序列數據包,較明顯地提升了模型預測的正確率。
關鍵詞:表面貼裝技術;大數據;產品質量;質量預測;時間窗口;預測方法
中圖分類號:TS807? ? ? ? ? ? ? ? 文獻標識碼:A
在多種先進科技的推動下,移動互聯網時代到來,電子信息產業在社會經濟發展中具有較高地位。我國是全球電子消費與生產量最大的國家,在20世紀80年代就研發出表面貼裝技術——SMT,該項技術引領著電子產品生產模式的創新[1]。SMT工藝精細、復雜,多種因素影響著具體生產過程,制造成本偏高,急需應用先進方法管控SMT工藝各環節的質量,尤其是錫膏印刷過程。本文采用SMT大數據技術預測SMT生產線錫膏印刷工序的質量。
1? SMT介紹
1.1? 工藝流程
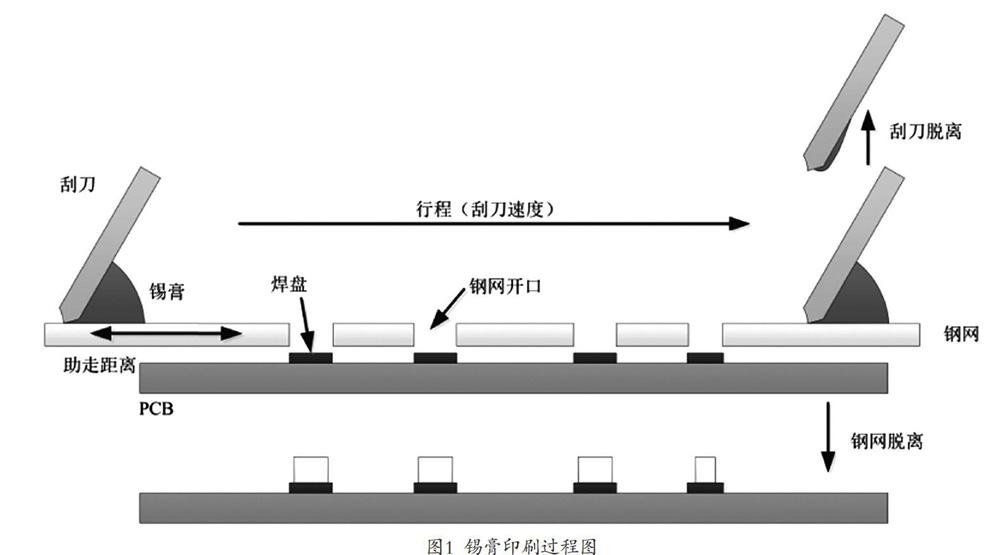
錫膏印刷、元件貼裝及回流焊是SMT的主要工藝構成。圖1是錫膏印刷過程,在鋼網借用刮刀促使錫膏位置發生偏移并穿行鋼網表面,將其整合至鋼網開孔內,放開鋼網后,在制印電路板(PCB)的焊盤上完成印刷,隨后在貼片機的幫襯下把元件安置于預定部位,在以上過程中要保證其引腳與PCB的焊盤形成一一對應的關系,最后把PCB導送到回流爐中進行焊接處理,打造出結構穩定的錫膏銜接,并且保留了原始的機械及電子屬性[2]。
1.2? SMT優點
1.2.1? 組裝密度大
SMT制造出的電子產品和傳統工藝制造的產品做比較,質量減小超過75%,尺寸減小約60%,主要是片狀元器件的規格尺寸與質量明顯減小的緣故。
1.2.2? 可靠性高
采用SMT制造的電子產品,能使片狀元器件具備形體微小、質量小等特征,貼裝操作自動化達到較高水平,這也是制造出的產品抗震性能好的主要原因之一,兩者之間形成了較強大的黏合力,整板的不良品率為2%~3%。
1.2.3? 高頻特性好
基于多芯片模塊(MCM)工藝生產制造的通用微型計算機的時頻最高能達到100 MHz,能壓縮2~3倍因寄生電抗形成的冗余功率損耗。
1.2.4? 為實現自動化生產創造便利性
若采用當下的通孔技術,能實現PCB安裝過程的全自動化,杜絕安裝時發生磕碰等狀況,且聯合使用了真空吸放器件,能進一步提升元器件安置的緊湊性。
2? SMT產品質量預測模型
2.1? 預測分析SMT產品質量的流程
從宏觀層面分析,SMT產品質量預測模型流程主要由關鍵數據收集、特征設定、再建特點、設計數據包、信息預處理、設定算法、建設健全模型組成。
2.2? SMT工程特征及構建數據包
2.2.1? 基于時序特征重構SMT質量預測特征
裝配制造行業內很多產品的生產線工序繁雜,不同工序之間實現串行生產,或者并行生產,或者串并行混合式生產。SMT是經典的高精度式串行生產線,環環緊扣,最后生產的產品質量是不同工序綜合作用的結果。時變性與非線性是生產制造過程的主要特征。生產過程是繁雜動態改變的過程,應分析不同因素之間形成的交互性。
排除突發性的不可調控因素之外,其余很多因素很難被定量分析,收集有關數據時存在較大難度。為規避該部分信息缺失的情況,本文歷經系統化分析后,提出把 t-1時刻對應質量屬性值作為 t時刻產品的一個輸入特征,利用其彌補信息缺失的漏洞,使其符合制造行業產品生產特征[3]。
2.2.2? 建設SMT預測模型數據包
本文所提及的“數據包”,被定義為在大量數據下,深度解讀數據后,采用部分特征或者字段對初始數據進行切割、分離處理,在形成的不同類型數據包上建出數個模型形成的集合體。鑒于SMT生產線上具備很多有代表性的數批次、少量制造的特征,PCB變動范疇較大,PCB現實加工中材料受力、形變等均對其加工過程造成一定影響,故而在維持封裝、鋼網及刮刀所屬類別等因素恒定的工況下,參照PCB細化數據包具有很大現實意義。
本文建立以時間序列特征為基礎的質量預測模型,通過持續聚集既往數據,持續更新模型。一旦有大批量數據被整合至模型內,勢必會對其精確度形成不良影響,復雜度也會有所增大。為應對以上情況,對數據規劃設置時間窗口,聯合使用滾動有限階段完善策略,為線上自適應動態預測產品制造質量提供更強大的支撐,可以理解成保持合理性較強的數據樣本數M,規劃移動序列數據窗口(嵌進維度為T),按照一定次序取用剛印刷完的PCB上的數據,將前一個數據包內時間截部分數據樣本取而代之,產出一個新的時間窗口,借此方式達到動態化更新時間序列數據包,更替產品質量預測模型,進而更為精準地預測下一個PCB的質量屬性。
2.2.3? 數據預處理
Z-Score標準化是數據挖掘階段常用方法之一,可采用下式表示:
式中,? ?、? ?分別是數據集的均值、方差。本課題應用Z-Score標準化,一方面能順利解除不同量綱之間的差別,把數據映射到[0,1]區間內;另一方面考慮特征分布不同形成的影響,確保各個特征均服從標準正態分布[4]。
2.3? 基于RBF神經網絡的SMT質量預測模型
2.3.1? RBF神經網絡算法原理
神經網絡即人工神經網絡(ANN),由大批量和生物神經元有較高相似度的處理單元銜接后形成。感知器網絡是神經網絡內最簡單的模型。
徑向基函數(RBF)神經網絡的基本思想可以做出如下表述:基于徑向基函數建設隱含層,輸出層針對輸出的神經元進行線性整合。
2.3.2? 建設SMT產品質量預測模型
(1)利用R編輯RBF神經網絡的學習程序;
(2)將SMT質量預測實驗數據輸入其中,并參照該數據創設合理性較高的SMT質量預測,設置的參數有ANN隱含層的激活函數、神經元數目、神經元的中心位點等[5];
(3)利用事前訓練好的預測模型預測試樣的錫膏印刷體積,比較預測結果和實測值,測算出預測均值、方差及誤差,在此基礎上測評預測模型的精度。
3? 模型的實現和驗證
3.1? SMT生產工藝與數據資源
3.1.1? 生產工藝
某企業的SMT生產線共計設置了9個工位,各工位均配置了數字化生產裝置,能錄入與存儲產品制造生產中形成的數據。
3.1.2? 數據資源
本文選用企業SMT產品內Q1封裝型焊盤進行分析,收集數據周期的時間窗口設定為一個月,收集到的原始數據高達295 910條,數據資源囊括了原料預備與鋼網檢測16個原料特征參數,錫膏印刷工位涉及印刷、制造環境及過程狀態參數,分別有15個、2個、10個,Serial Peripheral Interface(SPI)檢測工位有3個焊盤檢測參數囊括其中。
3.2? 大數據特征工程與數據預處理
3.2.1? 特征工程
首先,分析STM質量預測模式應用情景的特殊性,形成的預測結果能為改進、完善工藝參數提供可靠支持,故而采用過濾式法內的間距有關系數,彈性網絡挑選和焊盤體積有關的部分影響因素[6]。
其次,由于工程內不同因素通常會形成非線性關系,間距相關系數能較為精確的測量因素之間的相關性程度,攻擊包括了73個初始特征,歷經機理分析過程剔除了53個不相關特征后,測算出特征和目標屬性之間的間距相關系數。比如,刮刀分離速度、距離的相關系數分別為0.088 926 94、0.101 671 11;刮刀平均、最小及最大壓力的間距相關系數分別為0.102 040 78、0.176 742 07、0.150 448 02。經比較分析后,發現工業生產中現實數據相關性系數和理論值之間存在較大差距,故而最后決定選用相關系數大于0.15的特征作為本課題研究的關鍵特征。
再者,采用彈性網絡建設回歸模型,測算出各個特征的相關系數。在彈性網絡模型下,各個特征重要程度的可視化呈現情況為:線段越臨近x軸提示重要性越低,反之越高[7]。
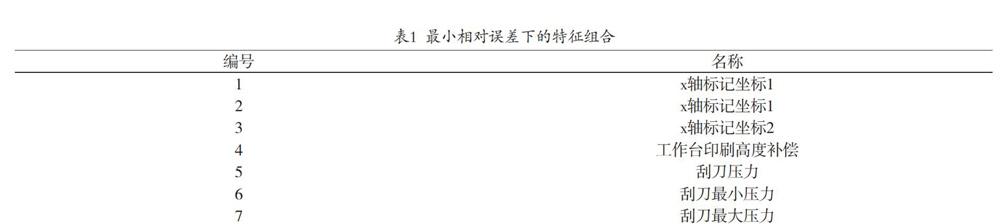
伴隨特征的減少,相對誤差呈現出先減后增的趨勢,本文選用了最小相對誤差下的特征組合,具體情況見表1。
最后,基于時間序列重建特征。歷經簡化處理的數據集樣本量為1 771條,將 t-1時刻焊盤體積作為 t時刻產品的一個新特征,創建質量特征分析的時間序列數據包。
3.2.2? 數據預處理
采用Z-score標準化公式對數據集進行歸一化處理,解除不同量綱之間的差別,將全部產品特征分布映射成標準正態分布。最后經歸一化處理后的局部數據樣本如表2所示[8]。
3.3 模型預測結果
在論述過程中可以加進 t-1時刻的焊盤體積重新構建新特征,如下通過建設兩個數據包A、B進行檢測驗證。兩個數據包均源于相同批次的PCB,板長是[200,400]的SMT印刷產品,輸入兩個數據包的特征值等同,但數據包B內含有重構的特征 t-1焊盤體積。
本文采用RBF預測兩個數據包[9]。PCB長為[200,400]時,數據包A、B的平均相對誤差分別為11.83%、6.58%。綜合以上圖表及數據,不難發現在其他要素等同的狀況下,整合至新特征的數據包B檢測集擬合效果綜合性更好,對產品質量預測的精確度也顯著高于數據包A。
4? 結語
本課題以SMT大數據分析為支撐,以錫膏印刷階段預測焊盤體積為研究對象,建立一套較為完善的SMT產品質量預測分析框架,有機融合傳統機理分析與大數據核心技術,分析產品生產線、數據特征及現實運用需求等因素,建立在線、動態化、自適應性較高的質量預測模型;拓展對數據資源分析的深度,提取復雜多變的微小要素規劃其所屬類型,實現了對數據的精細化分析,提升了信息的利用價值。在產品加工制造之前,企業可以組織技術人員采用相似模型對部分新產品進行模擬測算,有針對性地優化既往生產模式,降低生產頻次,壓縮生產成本,協助企業創造更大的經濟效益。
(責任編輯:侯辛鋒)
參考文獻:
[1]翟運,張東.大數據技術在貴州省環境管理中的應用分析[J].環境與發展,2020(7):236,239.
[2]賈曉宗,陳影,蘆建文.影響焦炭質量預測效果的原因分析[J].包鋼科技,2020(2):5-7,24.
[3]楊嵐,石宇強.基于大數據的多工序產品質量預測[J].西南科技大學學報,2020(1):81-89.
[4]張修建,張鵬程,劉曉旭.智能化計量管理信息系統設計及應用價值[J].國防科技,2020(1):24-29.
[5]程平,王立宇.基于隨機森林的稅務熱線服務質量預測研究[J].財會通訊,2020(2):137-140.
[6]邵健,何安瑞,董光德,等.基于工業互聯的鋼鐵全流程質量管控系統[J].冶金自動化,2020(1):8-16,43.
[7]吳雙,石宇強.基于BP網絡與XGBoost的質量控制方法研究[J].制造業自動化,2019(12):12-17.
[8]那勇.Spark框架下基于對比散度的網絡服務TLRBM推薦算法[J].計算機應用與軟件,2019(8):293-299.
[9]任明侖,宋月麗.大數據:數據驅動的過程質量控制與改進新視角[J].計算機集成制造系統,2019(11):2731-2742.
猜你喜歡
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
新聞世界(2016年10期)2016-10-11 20:13:53
科技視界(2016年20期)2016-09-29 10:53:22
中國記者(2016年6期)2016-08-26 12:36:20
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
現代鹽化工(2015年1期)2015-02-06 01:49:42
