焙燒爐爐體裂縫的故障解析
2020-12-28 11:20:39王文智俞培建賈石河
中國化工貿易·中旬刊 2020年7期
王文智 俞培建 賈石河
摘 要:本文探討我廠某裝置焙燒爐爐體裂縫的故障處理及原因分析。焙燒爐在運行中觀察爐膛內有漏料,判斷筒體可能發生缺陷。停工清料后檢測出爐體鼓包變形,母材產生裂縫,并有局部點蝕蝕坑。對筒體缺陷部位校正修復后,做著色檢測,并采取加固措施。從工藝和力學性能兩方面對筒體缺陷原因進行分析,研判設備運行情況,制定故障削減措施。
關鍵詞:焙燒爐;裂縫;鼓包變形;點蝕;原因分析
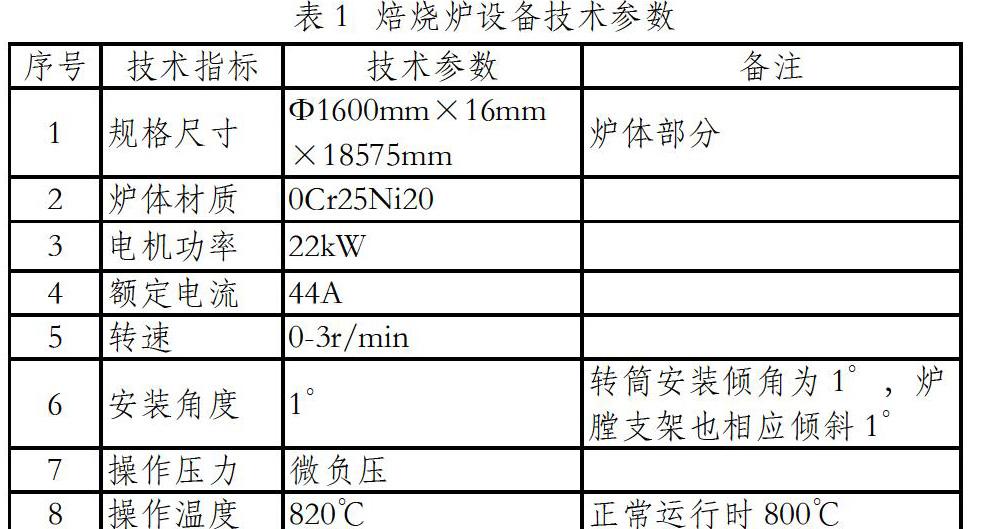
我廠某裝置焙燒爐是2003年03月裝置建造時投入使用的,由某化工設計院設計制造安裝。設備的主要技術參數如表1所示:
焙燒爐主體由爐體、爐膛、燃燒器、爐頭支撐裝置、傳動系統、爐頭自動進料系統、進出料箱及其他輔助部件組成。其中爐體是焙燒爐的核心,其合理的結構設計和材料選用直接影響到焙燒爐的安全、使用壽命及裝置的整體投資。我裝置焙燒爐爐筒采用2520材質,爐筒內設有翻料板(抄板)及環形堰板。爐筒內設有中心管,中心管由爐內支架支撐,熱電偶從中心管插入,并延伸到爐筒內部測溫點與物料接觸測量物料溫度。爐膛內由耐火陶瓷纖維磚砌筑2堵隔墻分割成3個燃燒室。焙燒爐安裝時傾斜1°的角度,是為保證其回轉加熱過程中物料向前流動。
1 筒體故障發現過程
2020年5月中旬,通過焙燒爐燃燒器火嘴口觀察發現我裝置焙燒爐爐--2爐膛內有漏料現象,且積料日增,初步判斷爐體發生缺陷。查閱相關檔案得知,該焙燒爐自2003年3月投用以來,先后多次發生爐體斷裂、裂縫故障,最近一次于2014年7月將爐筒整體進行更換,爐內附件按照原設計尺寸重新制作安裝,爐膛大蓋澆筑料全部改用陶瓷纖維砌筑。
2020年6月15日,我裝置焙燒爐停止進料,熄火停運清料后檢查檢修。爐體內壁接近燃燒室隔離墻處母材發現2條長約450mm裂縫,裂縫處筒體鼓包拱起,且裂縫周圍沿筒體徑向1000mm范圍內有密集蝕坑。
2 故障處理經過
經過對爐體內壁全覆蓋著色滲透檢測,除裂紋處外未發現其他部位缺陷。使用角磨機將裂縫打磨切出45°雙向坡口,裂縫末梢處鉆孔防止裂縫擴散。測量切口厚度約14mm,爐體板材無顯著減薄。爐體鼓包最高處切出十字坡口(未切透),消弱應力后(千斤頂)強力修復筒體。坡口處預熱后,選用ER310焊條以低電流電弧焊多層、多道施焊。焊接過程中使用手動方式敲除焊皮焊渣,焊接完成后角磨機打磨焊縫,再次著色滲透測試未見缺陷。選用δ=8mm厚度2520材質不銹鋼板卷制2塊300mm×
1320mm弧形板,覆蓋在焊縫處對焊縫進行隔離保護。貼板沿爐體徑向兩面滿焊,橫向沿著物料流入一側滿焊,流出一側斷焊留出排氣孔道。
3 焊接強度核算
爐體材質0Cr25Ni20,查表得其抗拉強度τb(MPa)≥520,斷面收縮率50%。焊材為ER310焊條。[1-2]
①近似認為焊接鋼件為剛性,焊縫為彈性;
②焊縫計算長度偏安全地取lw=2θπr,為爐體焊縫長度與爐體周長比率;
③取正面角焊縫強度增強系數βf=1.0;
④管道外徑與焊腳尺寸之比d/hf≥25。
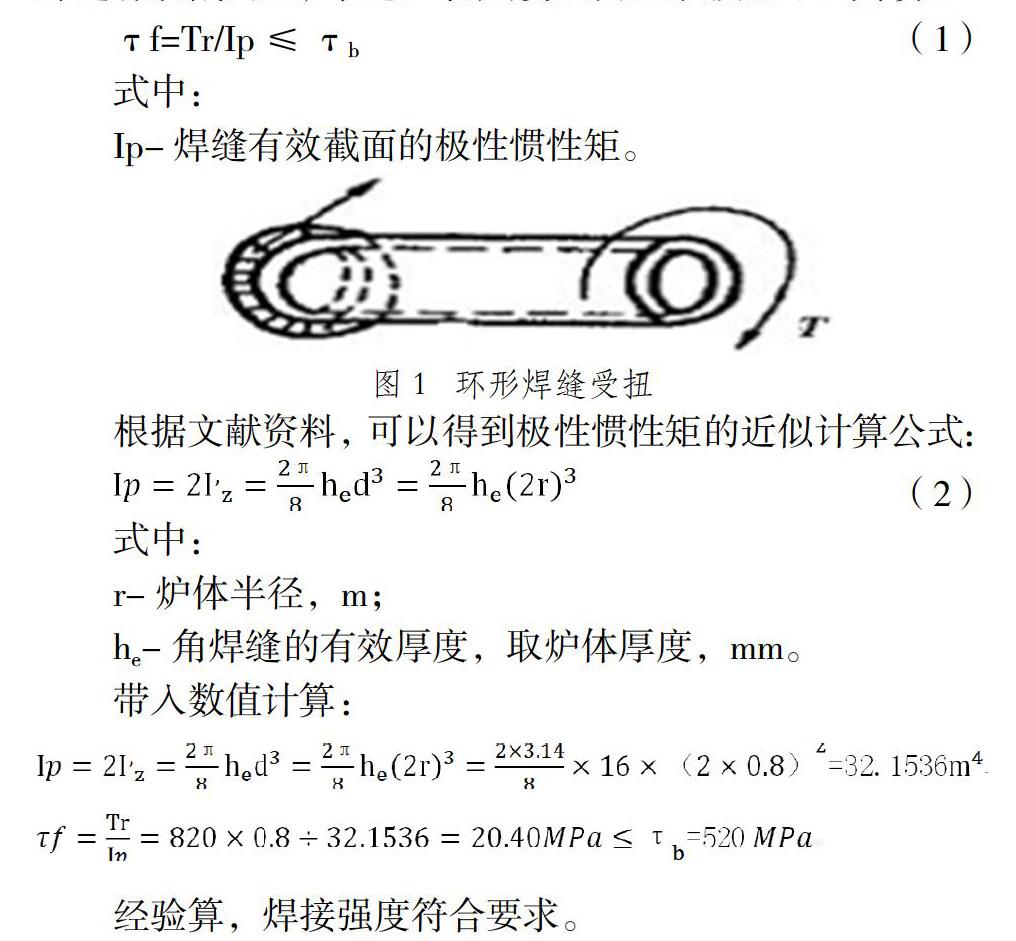
滿足上述條件時,對于承受彎矩、扭矩或者同時承受彎矩與扭矩作用的環焊縫,其焊接強度按照近似公式(1)(2)驗算產生的誤差是可以接受的。
對于承受扭矩作用的環形角焊縫連接(如圖1),角焊縫有效截面上,任意一點的剪應力應該按照下式計算:
4 故障原因分析
經過深入爐膛察看,發現此次爐體缺陷集中在爐體與爐膛內燃燒室隔墻接觸部位,此處爐墻有部分磚塊凸起,凸起部位磨痕與爐體鼓包軌跡吻合,而裂紋位于鼓包區域內。同時全面檢查分子篩焙燒爐的傳動部件和支撐結構,支撐爐體的拖輪輥磨損沉落,且拖輪輥支撐面有明顯凹槽,導致爐體存在輕度下沉。據此分析認為,造成此次筒體缺陷的原因如下:
第一,爐體下沉后與爐膛內墻體陶瓷纖維磚塊(耐熱溫度1400℃)摩擦,在長期高溫條件下(800+℃)爐體板材通過熱應力和強外力“頂”起鼓包撕裂。尤其是開停工時溫度劇烈變化下這種作用更加顯著。裂縫處鋼板減薄并不劇烈情況亦可佐證造成缺陷的主要原因是外力和熱應力共同作用下的結構性斷裂。焙燒爐轉動部件和支撐部件的不平衡,造成了爐體的下沉和結構摩擦。
第二,爐體鼓包處介質流動不暢通,造成物料堆積。焙燒爐內固料含有SO42-、NH4+、Cl-及稀土元素等多種腐蝕性化學成分,對爐體材質持續化學腐蝕,這是造成爐體鼓包處附近點蝕蝕坑的主要原因。爐體鼓包位置是爐內環形堰板處,此處物料聚集,加之爐體鼓包變形阻擋了物料的流動,加劇了筒體的化學腐蝕。
第三,爐體的外力作用和金屬腐蝕相輔相成,互相促進,造成母材的開縫斷裂缺陷。
5 故障防范措施
針對造成爐體缺陷的故障原因,在做好缺陷修復的同時在后期運行中從多方位入手,采取故障防范和削減措施。
第一,做好爐體的轉動部件和支撐結構的日常維護。我裝置在檢修中已完成對爐體支撐拖輪輥的更換和調整,保證旋轉爐體的同心度。同時將爐膛內燃燒室隔墻墻磚凸起部分打磨除刺,消除外力。后續運行中將強化監控,適時檢測調整,消除爐體的不平衡因素。
第二,嚴格按照工藝操作規范組織焙燒爐開停工作業。爐膛內升/降溫過程堅守升/降溫曲線,平緩升/降溫,避免爐體溫度劇烈變化,最大限度降低溫度應力對筒體板材的不利影響。尤其是在開工過程中,爐體溫度在短時間內上升至800℃以上,爐體進料后重量增加至40t以上,需嚴密監控運行適時對爐體變形狀況進行校正,防范爐體下沉造成的機械損傷。
第三,利用工序停工機會,對爐體內焊縫、母材進行檢測,通過定期測厚、探傷等方式掌握爐體變化,及時發現缺陷并予以消除,避免缺陷擴大。理論上,應至少每年對爐體進行一次全面的檢查與檢測,條件運行情況下進行母材晶粒分析,掌握材質蠕變狀況。
參考文獻:
[1]巍明鐘.鋼結構[M].武漢:武漢工業大學出版社,2000.
[2]董事爾,吳偉東,鄧夕勝.彎矩或扭矩作用下環形角焊縫的強度計算[J].西南石油學院學報,2005(05):95-97+10.