工藝參數對鋁合金FSW接頭性能的影響*
2020-12-28 11:58:18尹欣
機械工程與自動化 2020年6期
尹 欣
(鄭州航空工業管理學院,河南 鄭州 450046)
0 引言
鋁合金是工業中應用最廣泛的一類有色金屬結構材料,由于其具有重量輕(密度大約是鋼的1/3)、抗腐蝕、比強度高、再生性好等優點,在裝備輕量化方面具有良好的應用前景。鋁合金的實際應用主要取決于材料的制備與連接性能,焊接是工業領域中廣泛應用的材料連接技術之一,但是鋁合金焊接存在以下技術難題:焊接接頭強度遠低于母材,特別是抗拉強度只有母材的60%左右;焊接容易產生氣孔和熱裂紋;線膨脹系數大,易產生焊接變形。攪拌摩擦焊FSW(Friction Stir Welding)焊接接頭抗拉強度能達到母材的80%以上,且焊縫里的焊接缺陷極少,與傳統的MIG焊相比具有無法比擬的優越性,是今后鋁合金焊接的最主要手段之一,為此,本文研究了6061-T6鋁合金的攪拌摩擦焊工藝參數對接頭拉伸性能、硬度和微觀組織的影響。
1 實驗材料及方法
本實驗選用厚度為12 mm的6061-T6鋁合金材料為研究對象,其化學成分見表1,力學性能見表2。焊接前先用砂紙對板材表面打磨以去除氧化皮,采用乙醇清洗,采用FSW-RL31-010攪拌摩擦焊接設備進行焊接,由工裝夾具將材料向下壓緊,保證材料與墊板緊密貼實,焊接過程如圖1所示。
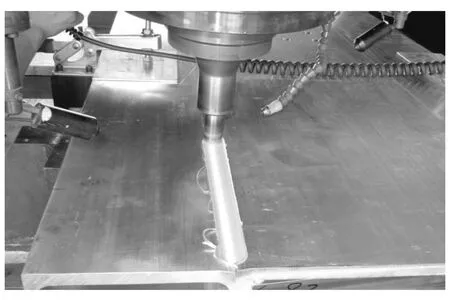
圖1 6061-T6鋁合金攪拌摩擦焊接過程

表1 6061-T6化學成分(質量分數) %

表2 6061-T6力學性能
焊接工藝參數如下:深度為5.95 mm,焊接旋轉速度為600 r/min~800 r/min,焊接速度為100 mm/min~300 mm/min。采用內凹雙圓環錐形帶螺紋攪拌頭進行焊接,攪拌頭形貌如圖2所示。
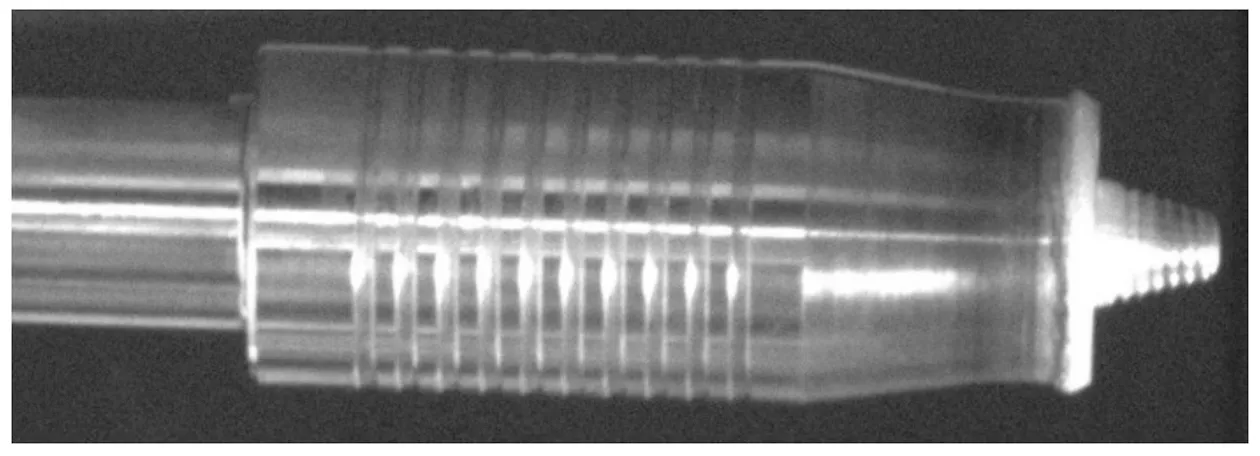
圖2 攪拌頭形貌
實驗在Instron-8801型萬能拉伸試驗機上進行拉伸測試,拉伸速率為2 mm/min,參照GB/T2651—1989《焊接接頭拉伸試驗方法》,用線切割的方式制取拉伸試樣。
投射試樣制作:在攪拌摩擦焊鋁合金中心區及邊緣區分別截取厚度為2 mm的試樣,然后用水砂紙磨至100 μm,并剪取Φ5的圓片進行雙噴減薄,最后在離子減薄儀中小角度減薄1 h以除去表面氧化膜,離子減薄的電壓為3 000 V~3 500 V,掠角10°左右。制好的樣品真空保存,3天內利用JEM-2100型透射電子顯微鏡觀察試樣中心小孔周圍薄區的微觀組織。
2 焊縫接頭
實驗過程所得的焊縫放大圖如圖3所示。研究發現,在沒有任何氣體保護措施的情況下,鋁合金的攪拌摩擦焊焊接接頭沒有任何氣孔等熔焊缺陷,并且鑄造鋁合金的攪拌摩擦焊焊接接頭強度達到了母材的90%。
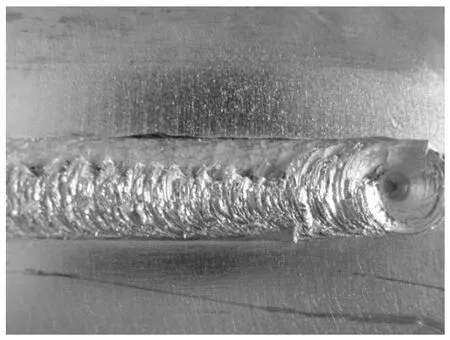
圖3 鋁合金攪拌摩擦焊焊縫放大圖(50倍)
3 實驗結果與討論
3.1 焊接參數對拉伸性能影響
為了獲得焊接接頭良好的力學性能,必須采用合理的焊接規范。在攪拌摩擦焊焊接過程中,焊接工藝參數會通過改變軸肩與工件的接觸狀態來影響焊縫的表面成形效果。表3為不同旋轉速度、焊速條件下焊接接頭的實驗結果。從實驗結果可以看出,當旋轉速度為800 r/min、焊接速度為200 mm/min時,接頭的抗拉性能最高,達到230.83 MPa,為母材強度的92.24%;當旋轉速度為700 r/min,焊接速度為200 mm/min時,接頭的抗拉強度達到223.06 MPa,為母材強度的91.11%;當焊接速度為100 mm/min時,3個旋轉速度下接頭的力學性能都急劇下降,旋轉速度為600 r/min的力學性能最差,僅為170.54 MPa,是母材強度的65.64%。

表3 攪拌摩擦焊焊接接頭的力學性能
由表3可知,相同攪拌頭形貌條件下,旋轉速度和焊接速度對6061鋁合金的接頭力學性能有一定的影響,旋轉速度為800 r/min、焊接速度為200 mm/min時接頭力學性能最佳。這是因為當旋轉速度為700 r/min時,由于焊接過程中產生的熱量不足,導致試樣接頭未能焊上,焊縫表面出現溝槽缺陷;當旋轉速度為800 r/min時,由于產生的熱量較多且鋁合金熱導率較大,致使熱影響區晶粒相當粗大,所以需要選擇較高的焊接速度,降低熱輸入量,提高接頭的成形能力。由表3還可以看出,斷后延伸率隨著焊接速度和旋轉速度的變化基本保持為一個定值,母材的延伸率就很小,攪拌摩擦焊焊接接頭的延伸率就更小,焊接參數對斷后延伸率的影響不明顯。
3.2 硬度分布
在接近焊縫試樣上表面和下表面進行兩條平行線的硬度測試,沿焊縫方向每間隔12 mm取一點,檢驗硬度在水平方向上的變化趨勢,并對比上、下表面硬度線是否存在差異。不同轉速、焊速條件下焊縫水平線顯微硬度分布如圖4所示。由圖4可以看出,接近焊縫上表面的硬度值(上線硬度)均低于下線的硬度值,分析認為焊縫上表面在軸肩和攪拌針的共同作用下接收更多的熱輸入,熱輸入量的增加是焊縫區域硬度降低的主要原因,隨著旋轉速度的降低,焊縫區域的硬度與母材硬度差值減小;旋轉速度為800 mm/min和700 mm/min時,焊縫區域與母材硬度值基本持平,可見降低熱輸入可以減小母材硬度的軟化程度。
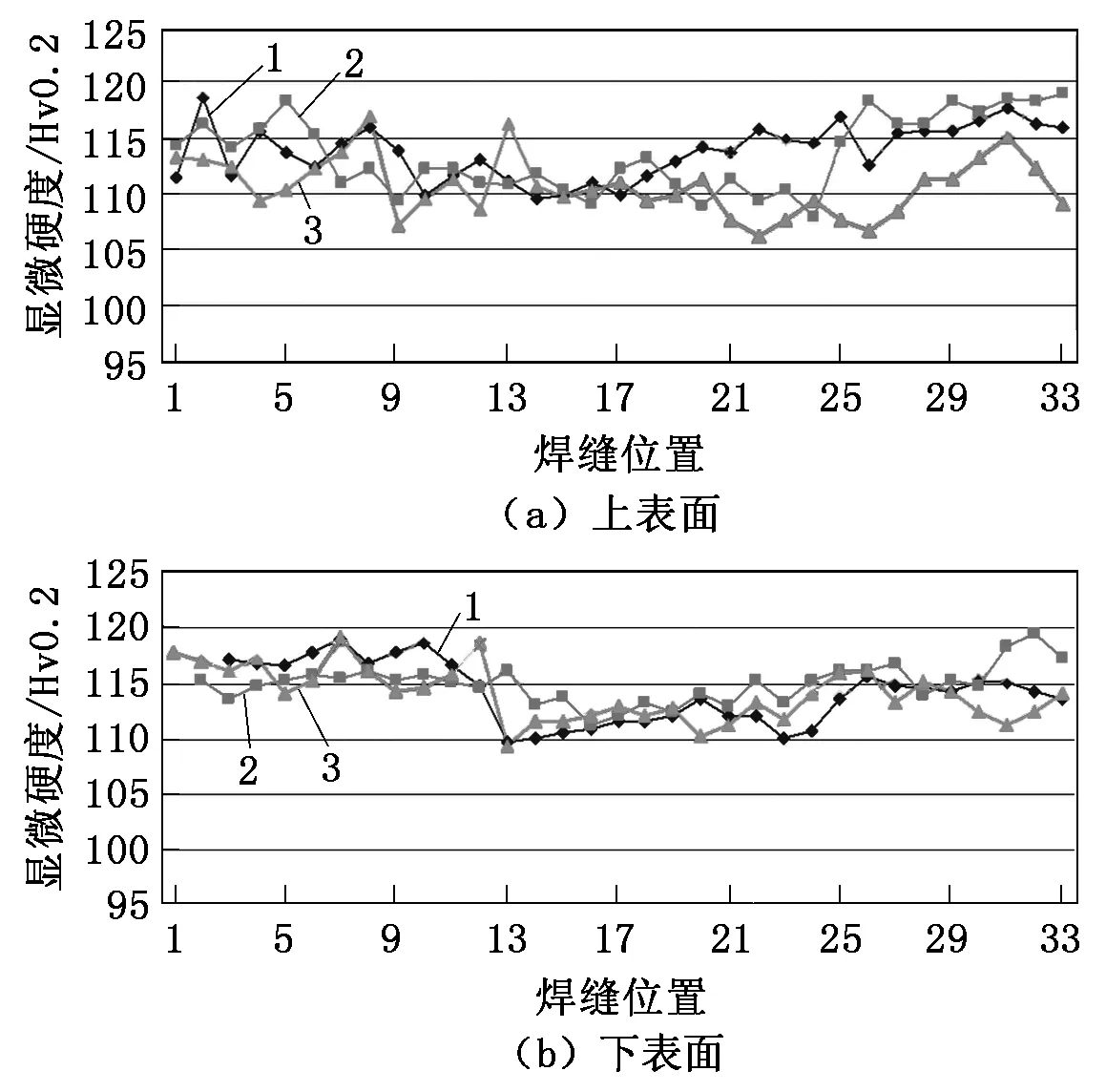
1-轉速800 r/min、焊接速度200 mm/min;2-轉速700 r/min、焊接速度200 mm/min;3-轉速600 r/min、焊接速度200 mm/min
3.3 微觀組織
圖5為旋轉速度為800 r/min、焊接速度為200 mm/min時攪拌摩擦焊接6061-T6鋁合金試樣的焊接接頭微觀組織。由圖5(a)可見,熱影響區局部晶粒較細小,但仍有較大晶粒存在,這是因為該區在焊接熱循環的作用下發生了不同程度的回復,靜態再結晶,局部晶粒細化。由圖5(b)可見,形成了明顯的拐角,焊縫兩側呈現不同的組織形貌。由圖5(c)可見,與母材組織相比,晶粒明顯細化,形成細小、均勻的等軸晶。
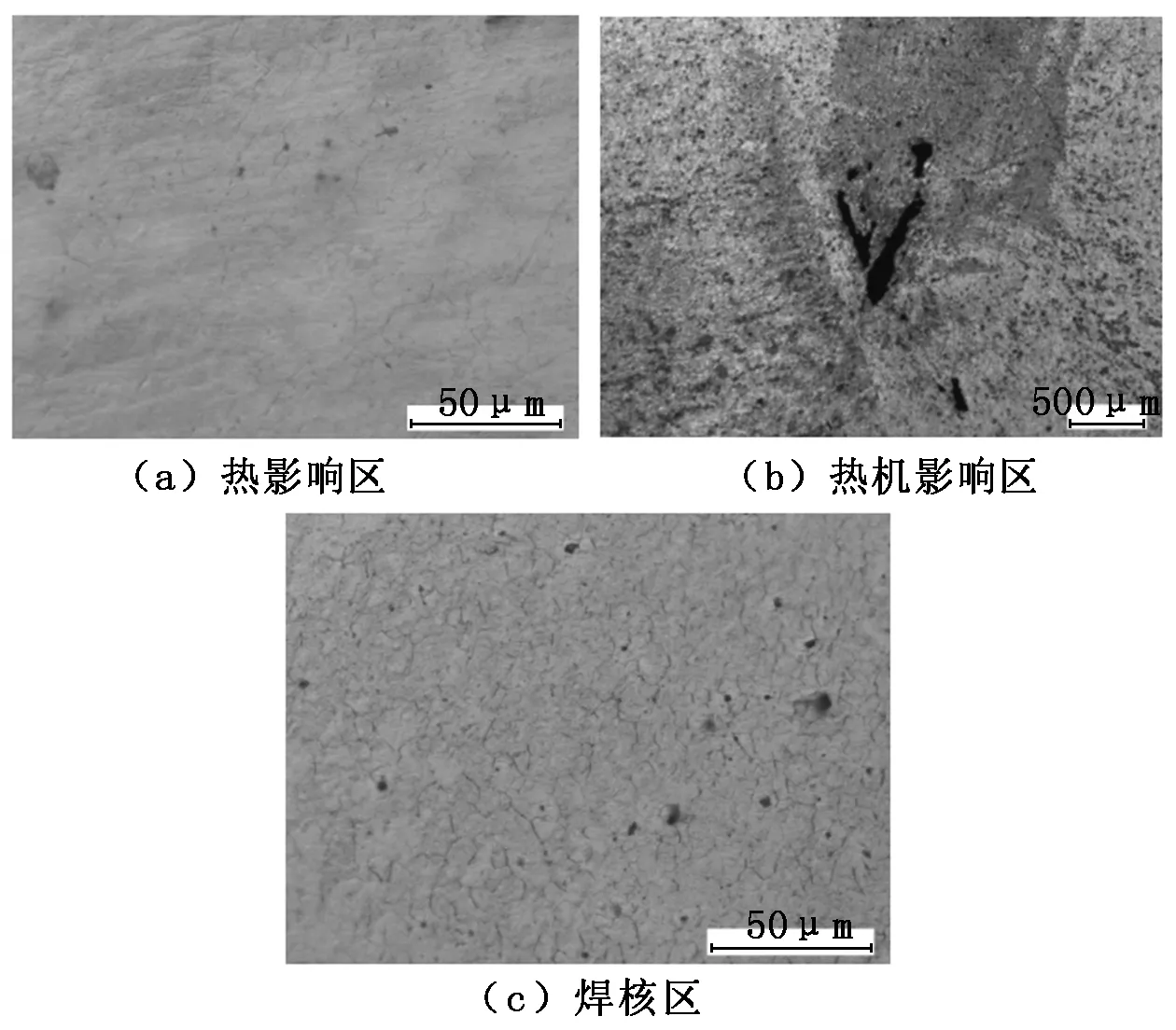
圖5 攪拌摩擦焊接6061鋁合金試樣焊接接頭微觀組織
4 結語
(1)較高的焊接速度,降低熱輸入量,可以提高焊接接頭的成形能力。斷后延伸率隨著焊接速度和旋轉速度的變化基本保持為一個定值,母材的延伸率就很小,攪拌摩擦焊接頭的延伸率就更小,焊接參數對斷后延伸率的影響很不明顯。
(2)在相同的焊速下,盡量選取較低的焊接旋轉速度可以使焊縫與母材的硬度值更加接近。較高的熱輸入會降低焊縫區域的硬度值,焊接參數的選取應盡量控制熱輸入量,減小焊縫區域的軟化程度。
(3)選用旋轉速度為800 r/min、焊接速度為200 mm/min,接頭成型質量較好,抗拉強度較優。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
