P91鋼多層多道同質補焊殘余應力的數值模擬
2020-12-28 08:25:48郭慶虎胥國祥陳東高馬良超王大峰唐家耘
焊接 2020年9期
郭慶虎, 胥國祥, 陳東高, 馬良超, 王大峰, 唐家耘
(1.中國兵器科學研究院寧波分院,浙江 寧波 315000;2.江蘇科技大學,江蘇 鎮江 212000;3.寧波表面工程研究院有限公司,浙江 寧波 315000)
0 前言
P91鋼是一種改良的馬氏體耐熱鋼,它在9Cr-1Mo鋼的基礎上降低了C 元素含量,進一步控制S,P 元素的含量,并添加少量 V,Nb 和 N 等元素進行合金化而獲得的鋼種。因其優良的高溫性能被廣泛應用于電力行業。P91鋼在服役過程中不可避免地會在管道的表面和內部產生一些裂紋,從而使得焊接結構的返修率增加,大大降低了生產效率。補焊工藝因具有修復效率高、經濟成本低、便于操作等特點,在火電行業多采用補焊的方式對管道局部缺陷進行修復。由補焊過程中引起的焊接殘余應力會在一定程度上惡化補焊區域的綜合性能。此外,相較于低合金鋼,P91鋼的馬氏體相變溫度較低(100~400 ℃),馬氏體相變會對P91鋼補焊接頭殘余應力分布產生顯著的影響。然而,馬氏體相變對多層多道焊接頭殘余應力的影響十分復雜。研究表明:馬氏體相變不僅可以改變焊縫及HAZ殘余應力數值的大小,甚至可能改變應力的符號,由拉應力轉化為壓應力[1]。對于多層多道焊接接頭來說,采用試驗的方法并不能完全反映補焊結構表面和接頭內部的應力分布狀態。分析多層多道補焊區域殘余應力的三維分布特征對澄清馬氏體相變在應力形成中的作用具有重要意義[2-4]。隨著計算機技術在焊接領域的拓展,有限元數值模擬已經成為了預測焊接殘余應力的有效工具。然而,到目前為止,關于固態相變對P91鋼多層多道補焊殘余應力的影響還鮮有研究[5-8],如果能澄清以上問題,將為優化補焊工藝提供理論基礎。
基于熱彈塑性力學理論,建立了固態相變的“熱-冶金-力學”耦合的三維有限元模型,數值模擬了P91鋼多層多道補焊試件的溫度場和殘余應力,分析了固態相變對P91鋼多層多道補焊殘余應力的影響。該研究對于揭示固態相變對P91鋼多層多道補焊殘余應力影響機理具有重要的理論意義,同時對于優化補焊工藝以及調控多層多道焊接接頭殘余應力的分布狀態具有重要的工程應用價值。
1 試驗方法
采用ZX7-315逆變直流電弧焊機進行P91鋼補焊試驗,其中母材為P91鋼,其化學成分見表1。焊接材料為P91鋼焊條。圖1所示為補焊試樣。焊接之前確定缺陷的類別及缺陷區域的大小,采用機械加工的方法清理缺陷,開U形槽,槽深與開口表面橫向寬度大小比例為 15∶14,坡口底部要留有足夠的寬度以利于后續補焊工藝順利實施,兩端的凹槽結合要平穩過渡避免在過渡處產生應力集中,補焊坡口內部不得有臺階或死角、氧化皮、鐵銹、油污等。開U形坡口,坡口深度30 mm、寬度28 mm。根據P91鋼補焊的工藝參數和坡口的幾何特點,試驗采用多層多道補焊的方式,補焊試驗的焊接工藝參數見表2。共計填充34道焊縫,其中補焊試件的三維尺寸及焊道布置如圖2所示。
待補焊試樣焊接完成后,對焊件表面進行機械打磨,去除焊件表面鐵銹、油污等雜質,直至焊件表面露出金屬光澤。采用丙酮清洗待測區域表面,粘貼應變片(BE120-2CA-K),待膠水完全凝固后,連接應變檢測儀(BZ2205C)。安裝盲孔發鉆孔設備,鉆頭直徑1.5 mm、鉆孔深度2 mm,待示數穩定后讀取結果。

表1 P91鋼化學成分(質量分數,%)
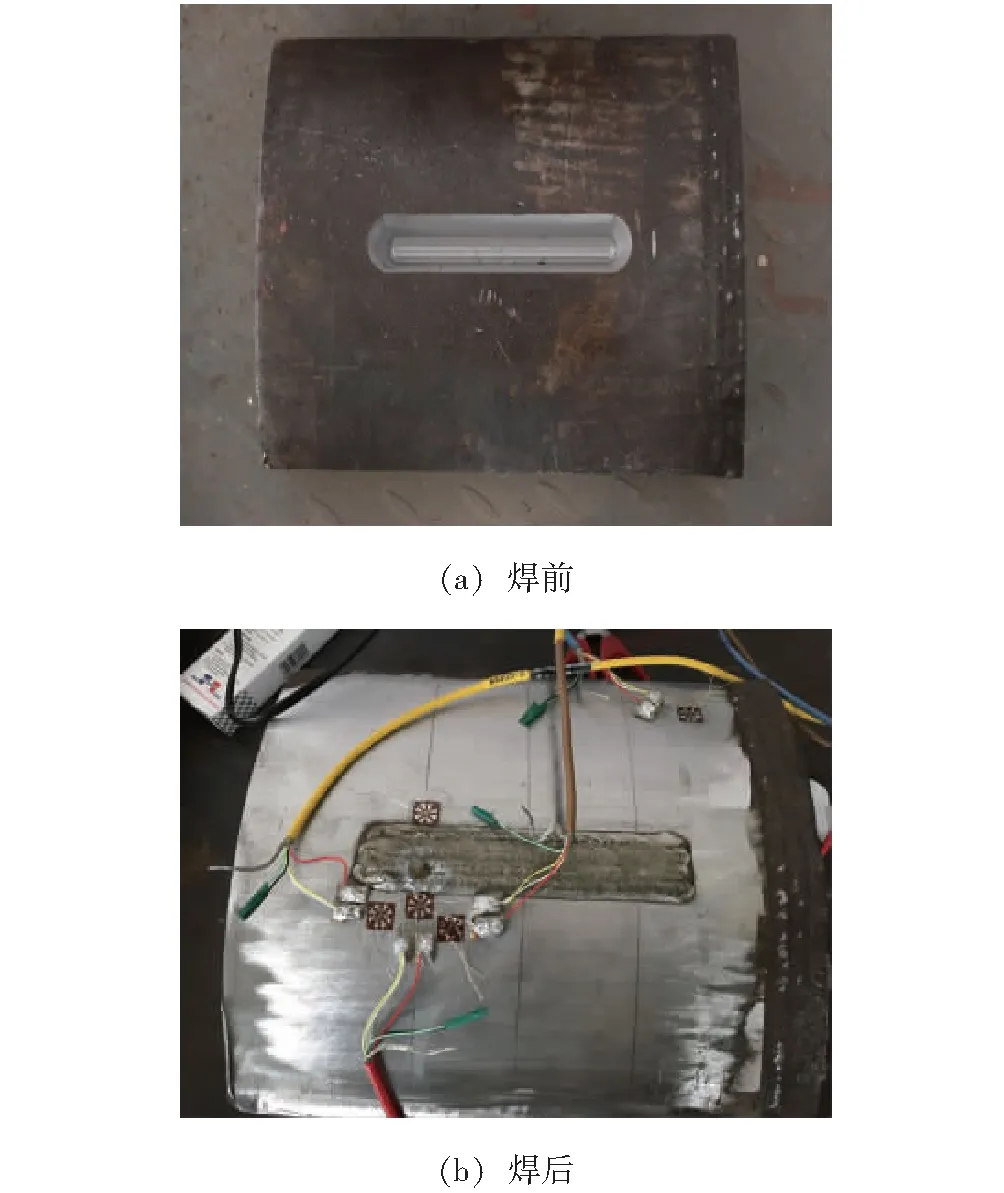
圖1 補焊試樣
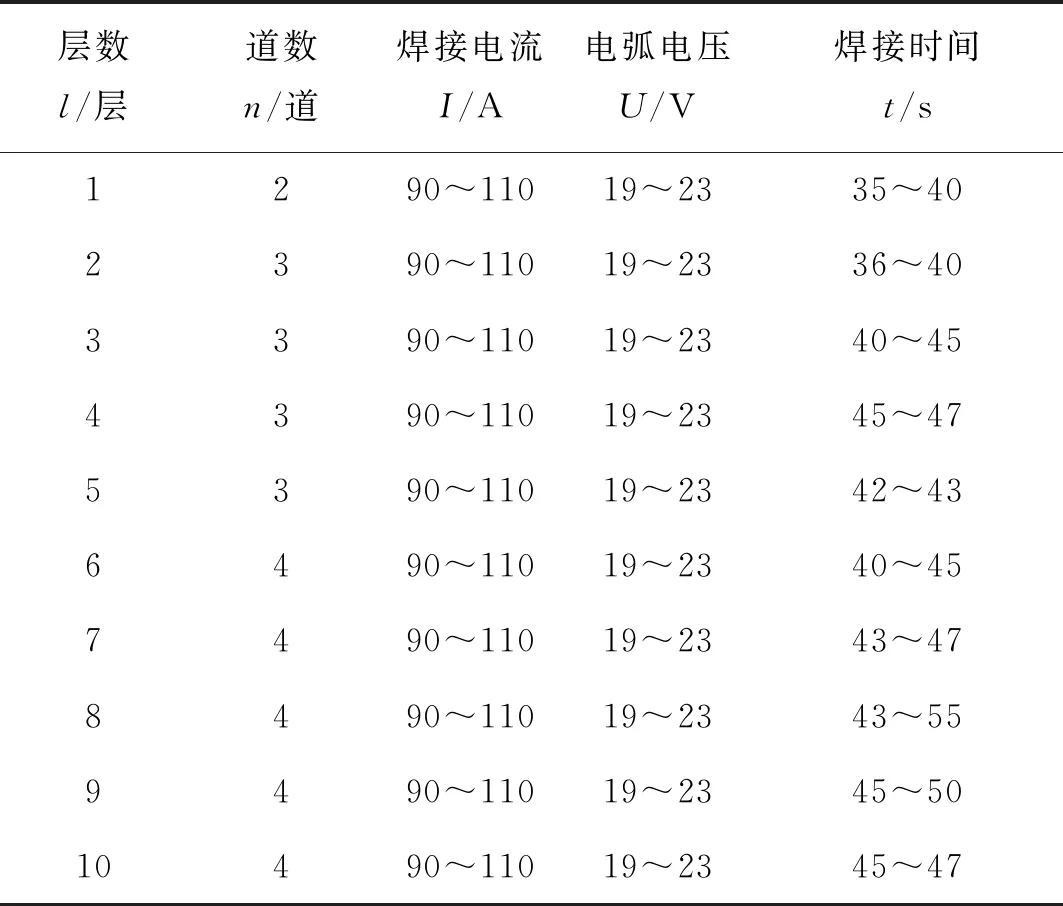
表2 補焊試驗的焊接工藝參數
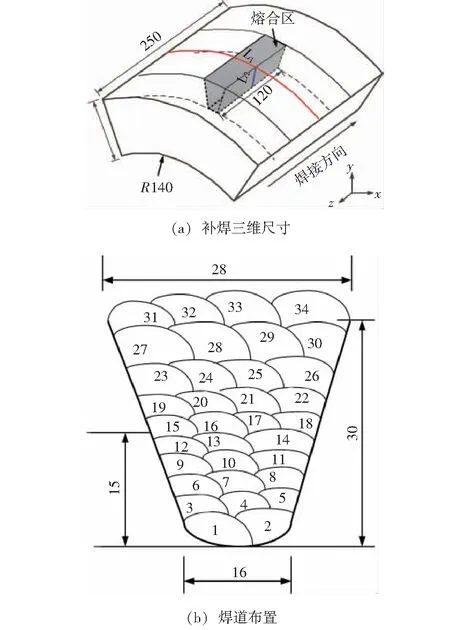
圖2 試件三維尺寸和焊道布置示意圖
2 有限元模型
建立考慮固態相變的熱-冶金-力學三者耦合的三維有限元模型。數值模擬了P91鋼多層多道補焊試件的溫度場和殘余應力,旨在描述采用同質填充材料(P91鋼焊條)條件下,補焊結構的應力分布特征及固態相變對殘余應力的影響。在數值模型中,采用雙橢球熱源模型來描述焊條電弧焊的熱輸入,考慮材料在高溫下的熱物性參數和邊界條件來計算焊接溫度場和殘余應力。同時,還計算了焊縫及熱影響區在加熱和冷卻過程中各個節點的組織成分變化過程。
2.1 溫度場數值分析
在焊接溫度場數值的計算中,僅考慮固體熱傳導過程中,而忽略熔池內部流體流動對傳熱的影響。采用非線性熱傳導方程來描述焊條電弧焊產生的熱量在焊件內部的傳導。瞬態熱傳導控制方程如式(1)所示[9-10]。
(1)
式中:ρ為材料密度;c為比熱容;T為室溫溫度;q為熱通量矢量;為拉普拉斯算子;Q為內部熱量生成率。
在計算溫度場時考慮焊件表面對流換熱qc、輻射qr,其控制方程表達式如式(2)所示。
(2)
式中:qloss為總熱量損失;hc為對流換熱系數,在計算中假定其不隨溫度變化并取值30 W/(m2·℃);ε為熱輻射系數;σ為史蒂芬-玻爾茲曼常數,設其值為5.67×10-8W/(m2·℃4);T0為室溫溫度。
對于焊條電弧焊,熱量主要來自電弧的熱輸入,電弧具有體積熱源特征,采用雙橢球熱源模型來描述焊條電弧焊的熱流密度分布,其熱流密度分布函數如式(3)、式(4)所示。
前半球熱流密度分布函數:
(3)
后半球熱流密度分布函數:
(4)
式中:ff+fr=2;a1,a2,b和c是雙橢球熱源參數。
同時,計算前,根據補焊試樣的實際尺寸和坡口形狀特點,建立補焊試件的實體模型。綜合考慮計算精度和計算效率,對其進行非均勻化網格劃分,焊縫及近縫區網格尺寸較小,而遠離焊縫區域則網格的尺寸較大,如圖 3 所示。計算中采用“生死”單元法描述焊縫金屬填充過程。
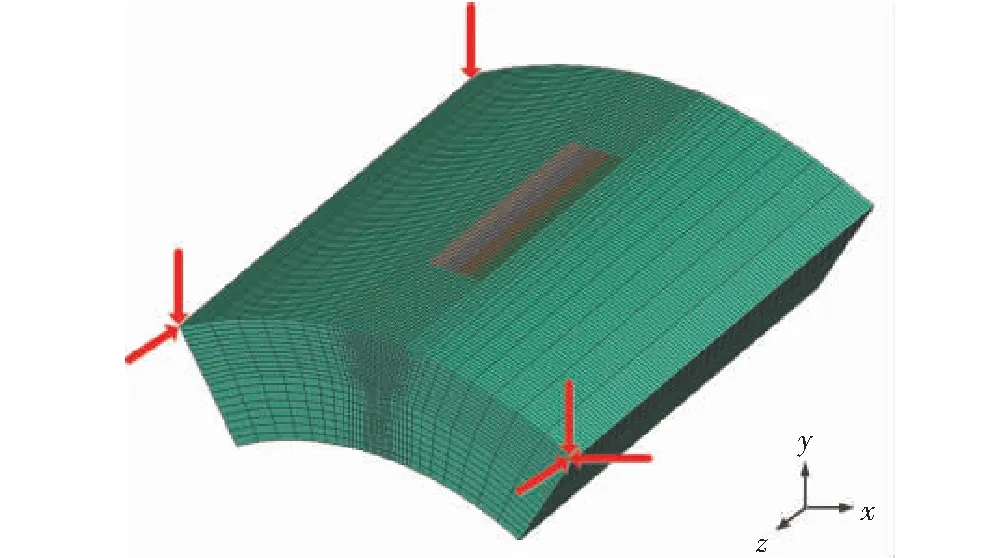
圖3 有限元模型
2.2 組織成分演變數值分析
受焊接熱循環影響,P91鋼焊縫及近縫區在加熱過程中發生奧氏體化過程,同時在冷卻過程中發生了高溫奧氏體向馬氏體轉化的過程。在數值模擬中,奧氏體化過程采用Johnson-Mehl-Avrami關系描述[10-11]:
(5)
式中:P是在相平衡時獲得的比例;TR是與反應相關的延遲時間;n是表征相增長率的指數,假定其與溫度有關。
在計算中,熱場和組成成分比例的計算同時進行。由于P91鋼的成分特點,在大熱輸入與預熱條件下,在冷卻過程中也只發生高溫奧氏體向馬氏體的轉化。在冷卻過程中馬氏體相變采用Koisten-Marburger關系描述[12]:
(6)
式中:fM是馬氏體的比例;P是在是未回火馬氏體在室溫下的百分比,通常假設為1;b是轉變速率,這是一個常數,假設為0.011;MS表示P91鋼的馬氏體轉變起始溫度為375 ℃。
2.3 焊接應力場數值分析
為了簡化計算及提高計算的收斂性,采用間接耦合法計算焊接殘余應力,即將溫度場計算獲得的熱載荷加載到應力-應變計算模型中進行求解。計算時僅考慮溫度場對組織成分演變和應力應變的影響,而不考慮后兩者對溫度場的影響。同時,將獲得的組織體積百分比的計算結果也代入到應力-應變計算模型進行求解。在計算過程中考慮材料熱物理性能隨溫度變化的特征,P91鋼的熱物理性能和力學性能參數如圖4所示,其中P91鋼焊條的熱物理性能與P91鋼熱物理性能相似,與溫度有關的力學性能、應力應變在微小的時間增量內線性變化。在應力分析模型中只施加了防止剛體發生平動和轉動的邊界條件。應力場分析用到的有限元模型和溫度場分析中用到的模型相同。任意一點材料總的應變包括熱應力引起的彈塑性應變,相變過程引起的體積應變、相變塑性應變和蠕變應變。焊接過程中,蠕變應變通常可以忽略不計[13]。總應變增量可以表示為:
Δε= ΔεE+ ΔεP+ΔεT+ΔεV+ΔεTr
(7)
式中:ΔεE, ΔεP,ΔεT,ΔεV和ΔεTr分別為彈性應變增量、塑性應變增量、熱應變增量、體積應變增量及相變塑性應變增量。
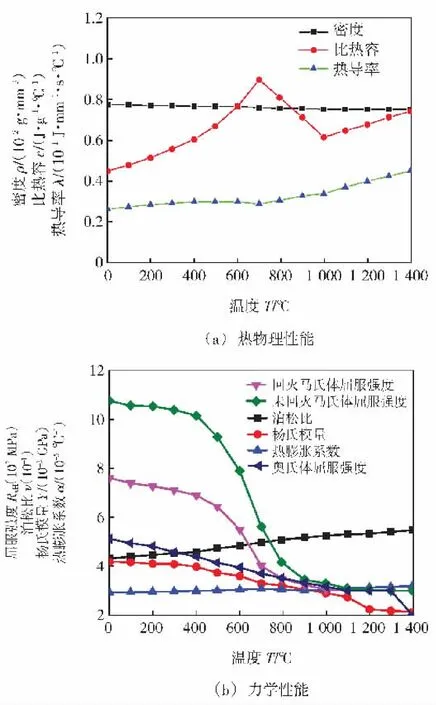
圖4 P91鋼材料的熱物理性能和力學性能
奧氏體完全轉變為未回火馬氏體后其應變增量約為0.007 5[14],對于冷卻過程中馬氏體相變,由馬氏體相變引起的體積應變增量為:
ΔεV=0.007 5gfm
(8)
在該研究中,Leblond模型用來考慮由固態相變引起的相變塑性。相變塑性模型的表達如下:
(9)
計算過程中,熱應變通過線膨脹系數表征,彈性應變遵循胡克定律,塑性區內材料的行為遵循塑性流動準則和各向同性強化準則[15]。
3 結果與討論
3.1 溫度場結果
圖5給出了計算所得熔合區尺寸和圖5a中A點熱循環曲線,圖中黑色實線為補焊坡口的邊界。P91鋼熔點約為1 450 ℃,從圖5a中可以看出熔點以上區域的范圍超過了補焊坡口的邊界。另外,從A點熱循環可以看出,預熱溫度為100 ℃,層間溫度介于150~200 ℃之間,最高加熱溫度約為2 300 ℃,與實際焊接過程符合,證明了溫度場計算結果的合理性。圖6給出了圖5中A點的組織成分演變曲線。可以看出,在焊接加熱過程中,A點微觀組織逐漸由回火馬氏體轉為馬氏體,奧氏體的比例隨焊接時間的增加而減小。待補焊試件冷卻至室溫,初始相完全轉化為未回火的馬氏體,回火馬氏體和奧氏體完全消失。
3.2 應力場結果
圖7給出了考慮和不考慮固態相變條件下補焊試件殘余應力三維分布云圖。從圖中可以看出固態相變效應對補焊試件殘余應力分布特征的影響較為明顯。從圖7a和7b可知,固態相變能夠使得末道焊縫及其附近熱影響區表現為較為明顯的橫向壓應力。產生這種現象的主要原因是固態相變引起的體積膨脹松弛了因熱收縮產生的拉應力;不考慮固態相變時,熔合區上表面表現為明顯的橫向拉應力。對于縱向應力來說,考慮固態相變條件下,試件上表面縱向應力呈現出拉應力、壓應力交錯分布的特征。當忽略固態相變效應時,試件上表面表現為拉應力,其中末道焊縫及其附近熱影響區產生了明顯的拉應力集中,這主要是由于末道焊縫的填充金屬在冷卻過程中的收縮受到周圍金屬的抑制,因而產生了較大的拉應力。另外,受補焊坡口結構形式影響,起弧端和熄弧端處母材會對焊縫填充的膨脹和收縮產生明顯的抑制作用。從圖中可知,考慮固態相變條件下,橫向殘余應力在起弧端和熄弧端處為拉應力,末道焊縫兩端為壓應力。縱向殘余應力在起弧端應力數值較小,局部為壓應力,熄弧端出現了較小的拉應力;不考慮固態相變時,橫向應力和縱向應力在起弧端和熄弧端均為較大的拉應力。分析產生以上現象的原因是固態相變引起的體積膨脹、力學性能變化能夠使得局部的拉應力轉化為壓應力。不考慮固態相變時,起弧端和熄弧端區域并不會產生殘余應力松弛的現象,因而表現為較大的拉應力。坡口形式對金屬收縮的抑制也會使得拉應力的集中更為明顯。
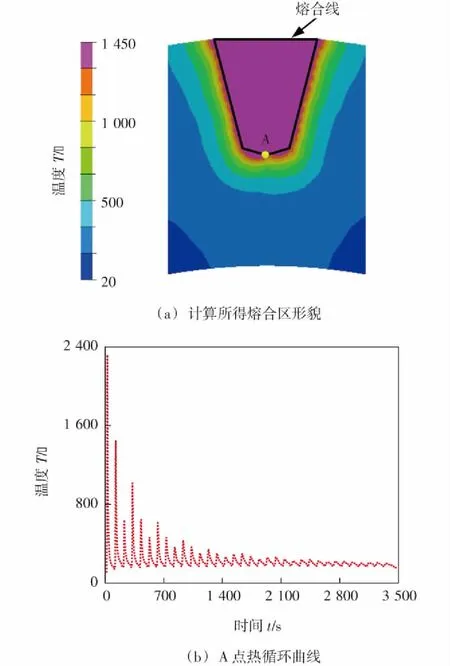
圖5 溫度場計算結果
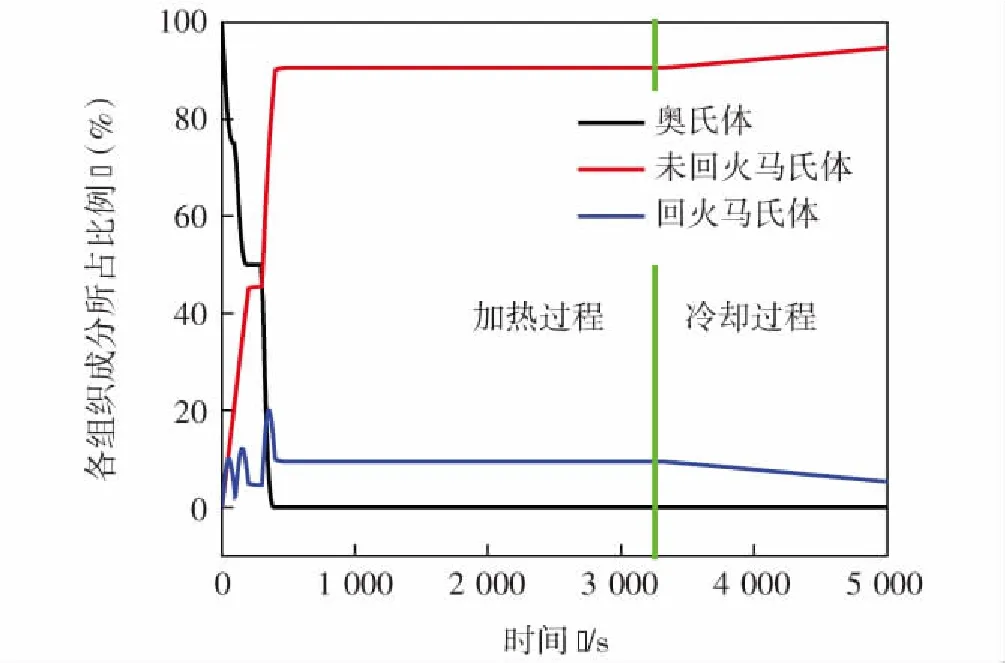
圖6 組織成分隨試件變化曲線
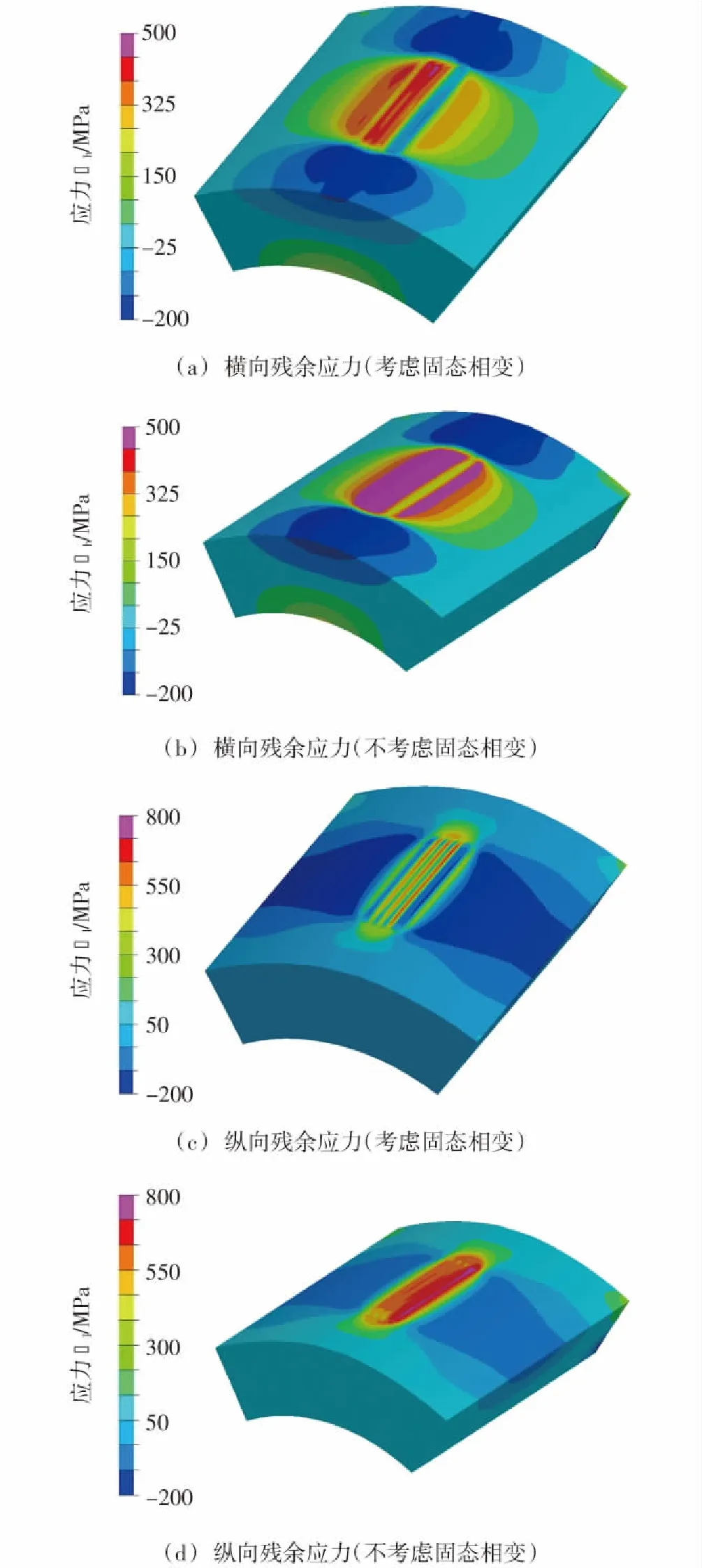
圖7 P91鋼補焊殘余應力三維分布云圖
圖8給出了補焊試件中心橫斷面應力分布云圖。從圖中可以看出,考慮固態相變時,橫向應力熔合區的中上部產生了明顯的應力集中,在末道焊縫處表現為明顯的壓應力。不考慮固態相變時,橫向應力在近表面產生了明顯的拉應力集中。在沿壁厚方向上,隨著上表面位置距離的增加,橫向應力在逐漸減小。對于縱向應力,固態相變效應對熔合區中下部區域的應力分布特征影響不大。考慮固態相變時,縱向應力在近表面呈現出拉應力、壓應力交錯分布的特征。不考慮固態相變時,熔合區表現為較大的拉應力,末道焊縫及其附近區域產生了明顯的拉應力集中。
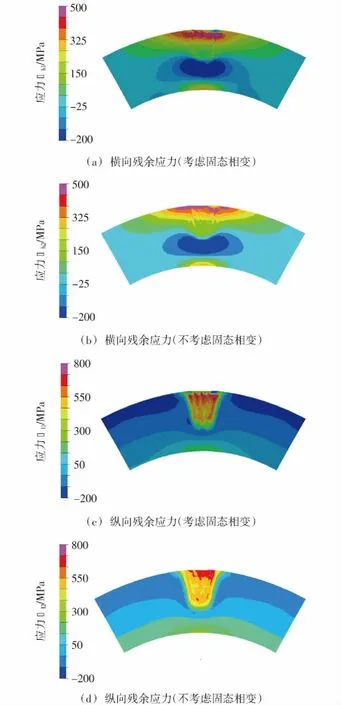
圖8 P91鋼補焊試件橫截面殘余應力分布云圖
圖9給出了補焊件中心橫斷面上表面應力分布曲線。對于橫向應力來說,考慮和不考慮固態相變效應時,兩者的分布特征相似但在應力值方面存在差異。考慮固態相變時,末道焊縫產生了明顯的壓應力,應力值為-93 MPa。不考慮固態相變時,熔合區兩側產生了明顯的拉應力集中,應力數值分別為543 MPa,490 MPa。對于縱向應力,不考慮固態相變時縱向應力在熔合區產生了明顯的拉應力集中,應力數值為718 MPa。考慮固態相變時,縱向應力在末道焊縫處表現為明顯的壓應力,其值為-155 MPa。另外,圖9中還給出了中央橫斷面上表面的殘余應力計算結果與試驗測量結果對比。從圖中可知,試驗結果與考慮固態相變下的計算結果吻合較好。從而證明了文中所建三維有限元模型的有效性。
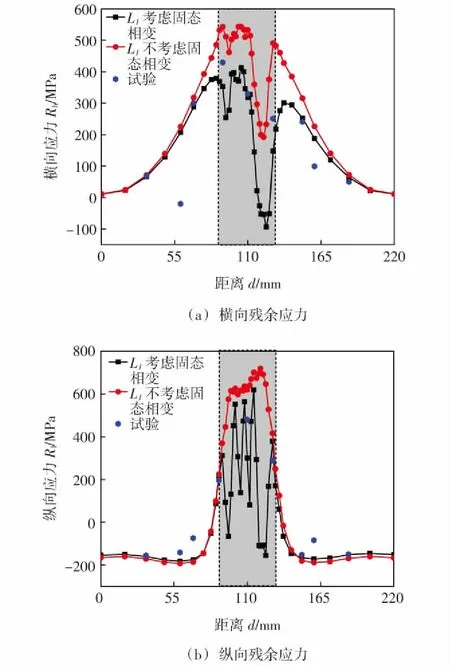
圖9 沿補焊件中心橫斷面上表面應力分布
工程結構常用的合金結構鋼焊接及熱影響區的縱向應力通常為較大的拉應力。文中補焊結構末道焊縫及其附近的熱影響區為壓應力,這是由于焊接電弧作用末道焊縫及其熱影響區金屬被加熱至Ac1溫度以上,該部分金屬加熱過程中被奧氏體化,在冷卻中完全轉化為馬氏體,體積發生膨脹,因而會在末道焊縫及其熱影響區表現為壓應力。壓應力能夠有效防止焊接冷裂紋及應力腐蝕裂紋的產生。
4 結論
(1)建立考慮固態相變條件下P91鋼同質補焊殘余應力的三維有限元數值分析模型,對P91鋼多層多道補焊殘余應力進行了模擬計算,計算結果較好地說明了固態相變對補焊殘余應力分布特征的影響,為實際補焊工藝的制定及補焊材料的選擇提供了研究基礎。
(2)數值模擬結果顯示由馬氏體相變引起的材料力學性能變化、體積變化及相變塑性對補焊殘余應力的影響顯著,使得補焊結構熔合區表面的橫向應力為壓應力,縱向應力表現為拉應力和壓應力交錯分布的特征。橫向應力和縱向應力大小分別為-93 MPa,-155 MPa。
(3)P91鋼同質補焊結構件殘余應力計算結果于試驗測量結果吻合較好,說明了在有限元模型中考慮固體相變對殘余應力的影響能夠較好地反映P91補焊結構的真實應力狀態。也驗證了文中所建P91鋼多層多道同質補焊三維有限元模型的有效性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
上海節能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
