真空熱壓裝置液壓加載平臺控制系統設計*
2020-12-24 07:50:48李大偉
機電工程 2020年12期
李大偉
(1.遼寧裝備制造職業技術學院 自動控制工程學院,遼寧 沈陽 110161;2.遼寧廣播電視大學 自動控制工程學院,遼寧 沈陽 110034)
0 引 言
隨著復合材料的廣泛應用,對復合材料的硬度、韌性、密度等性能參數的研究也越來越多。
在對復合材料性能參數研究的過程中,一種真空熱壓制備實驗裝置得到了廣泛應用[1]。該真空熱壓制備實驗裝置在工作過程中,首先要對其實驗腔體做真空處理,目的在于使得放入其實驗腔體中被檢測的復合材料處于真空環境中,經過加熱等一系列工藝處理后,最后要對復合材料進行加壓、保壓處理。是否能夠實現恒壓、穩壓控制是該裝置設計的難點和重點。而該裝置的最后加壓過程,直接關系到對復合材料性能參數的研究是否成功。
為解決上述問題,筆者設計一種基于PLC的液壓加載平臺,以液壓油缸升降作為動力源,運用控制算法,實現真空熱壓制備實驗裝置加壓過程的可控性,以期更好地實現復合材料的性能檢測[2-4]。
1 真空熱壓裝置整體結構
復合材料的形成需要在真空、高溫、高壓下進行,因此,真空熱壓制備實驗裝置主要由加熱體、真空室、機架、液壓機構、控制系統等幾部分構成。
其實物圖如圖1所示。

圖1 液壓加載平臺實物圖
1.1 工藝過程
該裝置工作過程如下:
(1)手動將液壓缸返回到初始位置,將一種復合材料放置由石墨材料制成的模具中,然后將其放置到真空室腔體檢測位置處,下部連接液壓缸機構,四周配有加熱體;(2)將真空室關閉,開始抽真空,達到材料工作真空度后,啟動加熱,加熱到目標設定值后,開始保溫,保溫一段時間后,保溫結束;(3)啟動液壓裝置,打開比例換向閥,由液壓缸將實驗裝置模具頂起,到達工作位置后,打開比例減壓閥,復合材料實驗模具開始承受外部壓力作用,隨著壓力的不斷上升,復合材料被擠壓,當壓力達到設定值時,開始進入保壓狀態;(4)保壓狀態結束后,即可完成復合材料的硬度檢測過程。
1.2 液壓系統
液壓系統原理圖如圖2所示。

圖2 液壓系統原理圖1—0.75 kW三相異步電機;2—1.6 mL/r齒輪泵;3—單向閥;4—高壓過濾器;5—疊加溢流閥;6—比例減壓閥;7—比例換向閥;8—壓力變送器;9—液壓缸;10—空氣濾清器;11—液位溫度報警器;12—風冷卻器;13—回油過濾器;14—油箱
圖2中,液壓系統的具體工作過程如下:
(1)液壓回路通過電控系統,控制比例換向閥實現液壓缸的升降運動;
(2)通過調整比例換向閥閥門開口大小來改變主油路流量,進而調整液壓缸升降速度;
(3)通過比例減壓閥來控制系統主回路負載壓力;
(4)通過壓力變送器反饋系統的負載壓力,加上比例換向閥和比例減壓閥的相互配合,實現液壓缸的速度控制和系統壓力的控制[5-9]。
2 液壓控制系統硬件
控制系統硬件結構圖,如圖3所示。

圖3 硬件系統結構圖
圖3中,液壓系統主要由PLC、HMI(觸摸屏)、輸入單元和輸出單元構成;其中,輸入單元包括操作按鈕、接近開關、光柵位移傳感器、壓力變送器等器件,輸出單元包括信號指示燈、比例減壓閥、比例換向閥、液壓電機等器件。
通過觸摸屏實現控制系統的操作、數據采集分析與存儲、參數設置等功能,同時實時監控設備的運行狀態[10,11]。PLC作為核心控制器,負責采集各路模擬量信號和數字量信號、數據變換處理、執行工藝過程并輸出控制閥、電機、指示燈等信號。
3 液壓控制系統軟件
系統軟件設計包括PLC程序和人機交互界面兩個部分[12]。其中,PLC程序包括參數初始化、液壓缸位置控制程序、液壓系統壓力控制程序、輸入輸出程序、數據轉換程序等;觸摸屏人機界面程序包括開機界面、控制界面、調試界面、參數設定界面等。
3.1 速度與位置控制
液壓缸的位置檢測是通過安裝在液壓缸上的光柵尺反饋的模擬信號獲得的。光柵尺的模擬量輸出信號0~10 V連接到PLC的模擬量接口上,PLC采集模擬量信號并進行數據轉換,實時檢測液壓缸的位置。
液壓缸的總行程為1 000 mm,液壓缸升降運行過程中若采用固定速度方式,可能會造成控制偏差或者運行時間過長。如果設定運行速度太大,能保證液壓缸快速達到目標位置,但在當前位置與目標位置距離偏差較小時,容易引起液壓缸目標位置過沖,超調較大,還需要反復矯正,而且速度太快不易控制;如果設定運行速度太低,雖然能保障液壓缸準確停留在目標位置上,但在當前位置與目標位置距離偏差較大時,運行時間太長,影響工作效率。
鑒于以上原因,液壓缸的位置控制采用多段速度控制方式實現。
位置與速度關系圖如圖4所示。

圖4 位置與速度關系圖
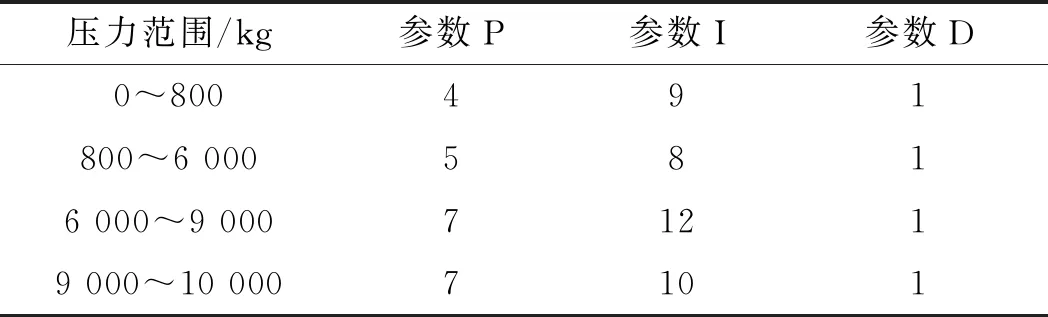
定義ΔS為液壓缸的目標位置和當前位置偏差,那么當ΔS≥SP1時,液壓缸的運行速度控制在V1,此速度為固定速度,速度范圍0.5 mm/s~5 mm/s。該速度可根據需要任意設定:(1)當SP2≤ΔS 分段速度V2和V3是根據現場測試所得數據,采用逼近式方式獲得。分段速度V3為最終定位控制速度:(1)當該速度小于0.10 mm/s時,例如速度為0.08 mm/s時,系統穩定需要20 min左右,穩定速度太慢;(2)當該速度大于0.10 mm/s時,會產生波動。 從圖4中可以看出:3段速度之間的關系為V1>V2>V3,即當液壓缸距離目標位置越近,那么它的運行速度就越慢,這樣容易實現目標位置的控制,符合一般的運動控制規律。 液壓缸的不同運行速度對應比例換向閥的不同開口尺寸(調節比率):(1)距離目標位置越遠,比例閥開口尺寸越大,液壓缸運行速度越快;(2)距離目標位置越近,比例閥開口尺寸越小,液壓缸運行速度越慢,從而保證了位置控制精度。 為了保證系統增壓過程的平穩性和準確性,提高試驗的重復精度,筆者采用PID控制方式來實現自動控制[13]。其控制思路是: 先設定好目標壓力,通過壓力變送器采集液壓主回路中的實時壓力,將壓力電流信號通過模擬量接口輸入到PLC中,PLC依據設定目標壓力與系統實時壓力的差值,計算出增壓速度值,通過比例減壓閥來調節液壓回路的壓力,進而改變油缸的輸出壓力;當系統壓力達到設定壓力并持續保持在穩定范圍內時,系統處于保壓狀態,開始保壓計時,保壓時間結束后,系統自動復位,試驗結束。 3.2.1 控制關鍵點 在液壓控制系統中,對于恒功率泵來說,壓力與流量的乘積為功率,功率一定,壓力越高,流量也就越低;反之亦然。因此,壓力和流量成反比的關系。而液壓缸運行速度的快慢取決于流量的大小,即速度與流量成正比例關系,因此在一定程度上,液壓系統的壓力和速度成反比的關系。在設定好一定的目標壓力后,系統能夠快速響應并達到穩定的目標壓力是本文的控制關鍵點。 如果設定一個固定的比例閥開口流量,那么如果比例閥開口流量太小,能夠使壓力得到很好的控制,但系統的運行速度太慢;而如果比例閥開口流量太大,雖然提高了運行速度,但系統壓力得不到很好的控制。因此在解決壓力和速度控制問題上,本文采用多級分段式控制方式。即設定幾組壓力偏差值,使系統壓力在不同的壓力區間范圍內,對應不同的比例閥開口大小(流量控制),當系統壓力距離目標壓力較大時,比例閥的開口流量越大,實現速度控制;當系統壓力距離目標壓力較小時,比例閥的開口尺寸越小,越有利于控制系統的壓力,實現壓力控制。從而實現了系統速度和壓力控制的雙重最優控制。 3.2.2 PID控制 PID控制功能是通過PLC的指令模塊PIDAT指令實現的。歐姆龍PLC的PIDAT指令能夠讓用戶靈活的設定PID參數P、I、D、采樣時間等參數,并具有自整定功能。其控制方法是: 預先設定好一組PID參數,其中,比例參數P為20%,積分參數I為120 s,微分參數D為40 s。(1)當預置參數不能滿足控制需求時,根據控制需求,啟動PLC的自整定功能,經過1 s~2 s的時間,PLC自動整定出一組適合工藝需求的PID參數,并保存到PLC的地址中,系統壓力達到穩定狀態;(2)當PLC自整定的參數不能滿足某個壓力控制需求時,例如控制壓力范圍在9 000 kg~10 000 kg時,原有的PID參數不能保證其達到穩定狀態,可通過觸摸屏上的PID參數設定窗口,手動調節PID參數,采用逼近式的方式,逐個調節PID參數,使系統達到穩定[14-18]。 由于系統的控制行程為1 000 mm,控制壓力范圍0~10 000 kg。實驗操作過程中,對不同的工藝,設定的預壓位置也是不確定的,因此會出現空行程(壓力控制外的行程)長短不同的現象。系統在空行程過程中,對于恒壓控制是不好控制的。 筆者采用分離控制、多段控制和PID控制組合控制方式。所謂分離控制是把系統壓力控制過程分成兩個部分,一部分是空行程過程,采用定壓控制;另一部分是帶負載過程,采用PID控制。 對于10 000 kg范圍的PID恒壓控制來說,其起始控制點應該是不同的,固定的壓差起始控制點,對于目標壓力小的控制來說,速度太慢,對于目標壓力大的控制來說,可能產生超調量過大,因此在起始控制點控制方式上采用多段控制。 壓力起始控制點計算公式為: Pst=Pi-ΔP (1) 式中:Pst—壓差起始控制點;Pi—目標壓力;ΔP—壓力偏差。 不同目標壓力條件下,系統自整定的PID的參數列表如表1所示。 表1 不同目標壓力下的PID參數列表 壓力控制程序如圖5所示。 圖5 壓力控制程序 在完成設備的安裝與接線后,筆者根據用戶的需求進行軟件程序設計,并對其運行穩定性和控制精度進行測試。 在系統壓力和行程范圍內,筆者分別設定不同的預壓位置和目標壓力,對設備的控制精度進行測定,并對同一組參數進行3~4次重復試驗,隨機測試5組數據。 測試結果如表2所示。 表2 位置和保壓控制試驗數據 測試結果表明:同一組參數下,即預壓位置和目標壓力設定都相同,其測試結果完全相同。 表2測試數據表明:位置誤差和壓力誤差均控制在0.1%范圍內,壓力控制精度為99%,位置控制精度為99.2%。 本文以預壓位置設定為740 mm、目標壓力設定為1 000 kg為例,采集實驗過程中的動態監控數據,其位置控制曲線和壓力控制曲線,如圖6所示。 圖6 1 000 kg壓力控制的動態監控數據圖 圖6結果表明:(1)在位置控制方面,25 s的時間能夠達到目標位置,而且保持在恒定位置上;(2)在壓力控制方面,5 s左右的時間能夠達到目標壓力值,超調量控制在5‰范圍內。 由此可見,該液壓動態加載平臺的控制系統達到了實驗設備的控制要求。 筆者設計了一種基于PLC的液壓加載平臺,以液壓油缸升降作為動力源,運用控制算法,實現了真空熱壓制備實驗裝置加壓過程的可控性。實驗結果表明:該液壓加載平臺能實現在0~10 000 kg范圍內快速加壓、自動保壓功能,壓力控制精度為99%;能實現0~1 000 mm范圍內快速定位控制,位置定位精度為99.2%。 目前,該平臺已在現場投入實用,且使用結果穩定,取得的效果良好。該測試平臺具有操作簡單、自動化程度高、控制精度高等優點。3.2 壓力控制

4 現場調試與應用
4.1 測試數據

4.2 實驗及結果分析

5 結束語
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
家庭影院技術(2017年9期)2017-09-26 03:41:45