鉗工教學中鉆孔方法的改進探究
2020-12-23 04:53:25趙萍劉義考
西部論叢 2020年16期
趙萍 劉義考

摘 要:在多年的實習教學中,經(jīng)常遇到端面鉆孔時軸線不能同一,圓柱側(cè)面、棱角鉆孔時鉆出的孔出現(xiàn)錯位現(xiàn)象。出現(xiàn)這種問題的原因是多方面的,比如工件夾持不牢固,夾具存在問題;電機啟動時產(chǎn)生震動,導致鉆頭定位不正確,結(jié)果導致鉆孔不正。嚴重影響鉆孔質(zhì)量,尤其是薄壁圓管、方管側(cè)面鉆孔,裝夾易變形,很難保證孔的位置正確。圓柱雙端面鉆孔同樣不能保證兩個端面孔的同軸度,經(jīng)常出現(xiàn)臺階、彎曲、竹節(jié)、麻花等現(xiàn)象。鉆孔加工在機械制造業(yè)中有重要作用。因此要對鉆孔這個課題進行深入研究。
關(guān)鍵詞:鉆床;棒材;端面鉆孔;側(cè)面鉆孔;震動;鉆孔方法
一、現(xiàn)有的幾種鉆孔方法
鉆孔一般是一道粗加工工序,要求鉆孔機構(gòu)具有一定剛性,并保證在z軸方向有較高的安裝精度,還有一定的減震能力。在日常的機械制造中精度要求不是很高,可以通過鉆削加工生產(chǎn),但是必須采用精孔鉆擴孔的辦法來達到精度為0.02mm~0.04mm,表面粗糙度為Ra1.6um~Ra0.8um。目前這種加工方法比較簡單,鉆桿鉆套安裝間隙較大,零件間的誤差傳遞較大,所以鉆孔機構(gòu)上下運動時,不能保證運動的精確性,很難保證孔位精度,鉆頭的使用壽命也較短。
1. 鉆孔劃線? 首先按孔的位置尺寸要求,劃出孔的十字中心線,并打上中心沖眼,按孔的大小畫出孔的圓周線。對鉆孔直徑較大的孔,應(yīng)劃出大小不等的檢查圓,以便鉆孔時來檢查鉆孔位置,當鉆孔位置尺寸要求較高時,避免敲擊沖眼產(chǎn)生偏差,也可畫上檢查方,作為鉆孔時檢查線,以便準確落鉆定心。同時用游標高度尺進行劃線找正,找出空的中心位置劃“+”鉆出0.5mm~1mm余量,也就是鉆了一個淺坑,再用修磨好的精孔鉆進行鉆削,鉆削完畢,再用精孔鉆擴孔,這時不斷注入足夠的潤滑油以降低切削溫度,改善鉆孔表面的粗糙度。這種方法簡單易行,但容易出現(xiàn)不同軸線現(xiàn)象。對于較大的工件鉆孔,用壓板夾持的方法進行鉆孔,壓板厚度與壓緊螺栓直徑比例適當,,不然會造成壓板彎曲變形,影響壓緊力。
鉆孔進給量應(yīng)小于0.15mm,進給量太小鉆刃不能正常切入工件,容易鉆出臺階孔,進給量太大易引起鉆床震動形成橢圓孔。
2.小孔鉆削
小孔是指直徑小于3mm的孔。在鉆床上,小孔鉆削加工精度和表面粗糙度要求都較高,用作配合的孔一般孔徑精度為IT7~IT8,表面粗糙度Ra3.2~0.2um,徑向跳動在0.3mm之內(nèi)。特點鉆頭直徑小,強度低,不易排屑,進給量大容易形成阻塞,刃磨困難,易折斷鉆頭,很難保證孔位精度。
3.深孔鉆削
深孔鉆削一般分級進行,先鉆底孔,然后分別進行二次或三次擴孔,這樣鉆出的孔表面粗糙度誤差雖小,但影響同軸度。當鉆頭達不到一定的長度時,可采用兩端鉆孔,先在工件的一端鉆至深度一半,然后調(diào)整工件從另一端鉆孔,但很容易折斷鉆頭。
例如圓柱體棒料鉆孔
棒料一般指橫截面形狀為圓形、方形、六角形、八角形,長度相對橫截面尺寸來說比較大,并且通常都是直條狀的一種材料產(chǎn)品。常見的棒料截面通常是圓形,粗細在20mm以上的鋼材 ,棒材經(jīng)過加工可以應(yīng)用于多種行業(yè)和場合,有的棒材在加工過程中需要進行兩個端面鉆孔,但棒料長度與截面橫截面尺寸之比較大,給鉆孔帶來了很大的麻煩,尤其是雙端面鉆孔,裝夾易變形,很難保證兩個端面孔的同軸度,最終影響棒材整體使用效果。
4在斜面上鉆孔
在斜面上鉆孔時,由于孔的中心與鉆孔平面不垂直,鉆頭單面受力鉆頭向一邊偏移而形成彎曲,導致孔的軸線不能同一。鉆半圓孔時,由于鉆頭所受徑向力不平衡,被迫一邊偏斜,造成鉆孔彎曲現(xiàn)象,容易使鉆頭折斷。
5.圓柱圓管鉆孔
目前使用v形鐵對工件進行裝夾,裝夾時鉆頭中心線與v形體二斜面的對稱平面重合,來保證孔的軸心線通過軸的中心線,這樣裝夾鉆出孔很難實現(xiàn)二線合一,誤差大,影響使用效果。
二、鉆床調(diào)整與夾具改進方法探究
1. 鉆床調(diào)整 。鉆床本身的精度對工件的加工質(zhì)量、生產(chǎn)效率等有一定的影響,因此在一般精度的鉆床上想要鉆出合格孔,必須重視鉆床調(diào)整工作。鉆床工作臺的調(diào)整,鉆床工作臺有手動、機動升降外還可以繞軸心轉(zhuǎn)動,繞圓立柱轉(zhuǎn)動,和在橫向平面內(nèi)正負450度的傾斜運動。其調(diào)整方法是:先用工具拔出定位銷,松開托架四只螺母,搬動工作臺至所需角度,再緊固四個螺母,即可以進行工作,完成工作后,不要忘記回復到原來的水平,將定位銷迫入并鎖緊托架上的四只螺母。
2.夾具改進 。在工作中鉆床夾具是用來固定加工工件的,目前鉆孔大多用臺虎鉗、卡盤吸盤、分度頭或回轉(zhuǎn)工作臺來固定。對于形狀規(guī)則的工件可以做到準確限位有效裝夾,但對于不規(guī)則工件,例如連桿這種零件而言,其外形極其不規(guī)則,兩端具有圓弧過渡面,通用夾具就不能有效限制連桿的裝夾自由度,容易出現(xiàn)松動、錯位、轉(zhuǎn)動等現(xiàn)象,加工出來的孔不能實現(xiàn)同軸,從而影響連桿組裝的精度配合,使發(fā)動機的無法正常運轉(zhuǎn)。連桿鉆孔加工固定方法,可以選一面兩銷定位方式,并用手動夾緊方式夾緊,先固定好大頭然后用專用夾具夾緊來加工小頭,也可以用曲線固定和圓弧固定來實現(xiàn)加緊,也可以用左右兩個v形快夾緊定位連桿,夾緊裝置為螺旋桿帶動v形塊來實現(xiàn),連桿鉆孔定位為兩個快換鉆套。
3.薄壁圓管、方管、圓柱側(cè)面及棱角鉆孔的改進。
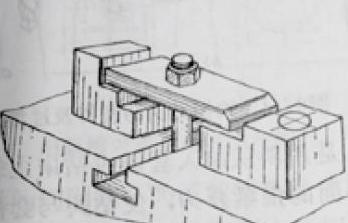
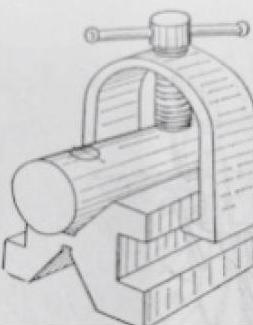
圓管壁薄在機床上不宜裝夾,裝夾緊了圓管容易變形,不好定位,在鉆孔時很容易打偏,把孔打成橢圓孔,不僅精度很難把握,而且鉆孔位置也不容易控制。針對這一情況,我們研究了一種薄壁圓管鉆孔的夾持方法。
材料 q235普通鐵板5塊,q235普通角鐵2塊,m10螺釘四個, 焊接成彎扳形狀,組合成如圖夾具形狀。工作時將夾具夾持在虎鉗上,然后把需要加工圓柱、圓管、方管分別夾持在夾具在里邊,啟動鉆床,即可完成圓柱、圓管、方管等側(cè)面鉆孔工作。
以上鉆孔的方法與設(shè)計雖然簡單,但在鉆孔過程中,能夠通過螺釘上下高度的調(diào)節(jié),擴大工件的夾持范圍,確保對不同形狀的工件進行夾持固定,增加了加工的通用性,使用起來順手,固定效果好。能防止工件移動鉆頭偏移,避免廢件的產(chǎn)生,提高產(chǎn)品質(zhì)量,減少勞動強度,使用效果良好,能得到廣泛應(yīng)用。