猴子巖工地轉輪盲孔螺紋銑削加工技術
2020-12-23 08:07:04劉向海
上海大中型電機
2020年4期
李 鑫,劉向海
(哈爾濱電機廠有限責任公司,黑龍江哈爾濱 150040)
0 引言
猴子巖水電站水輪機轉輪與水輪機主軸連接的聯軸孔,為定位沉孔+盲螺紋孔結構(見圖1)。轉輪在猴子巖工地廠房焊接、加工、制造。加工聯軸孔首先將提前制造好的專用鏜模與轉輪進行裝配,再將定制的數控鏜銑機與鏜模裝卡,通過鏜模找正孔定位轉輪聯軸孔位置,在鏜銑機上裝卡不同刀具實現定位沉孔+盲螺紋孔的加工過程[1]。
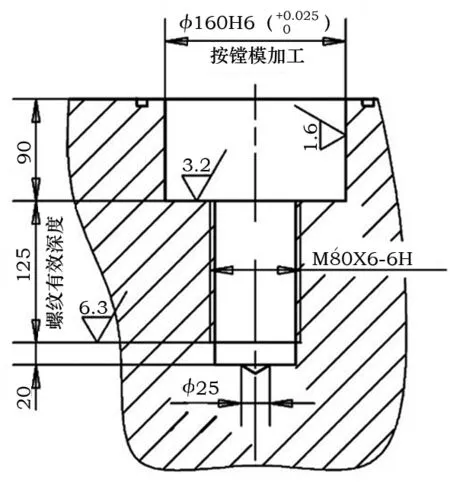
圖1 猴子巖水電站轉輪聯軸孔結構簡圖
鏜銑機為數控可移動立式專機,總重4 000 kg,結構為X、Y、Z三軸聯動,并配有S軸1套旋轉軸,數控系統采用西門子828D。
專用鏜模與一般鏜模結構有所不同。因在加工聯軸孔時,鏜模先與轉輪進行把合裝配,再將鏜銑機坐落在鏜模上進行找正加工,因此在鏜模上平面設計了3圈T型槽,適用于鏜銑機在鏜模任意位置都可使用壓板通過T型槽進行裝卡、壓牢、固定(見圖2)。
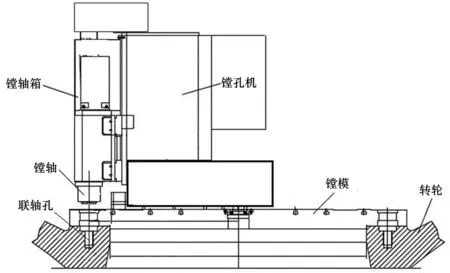
圖2 利用鏜模、鏜孔機加工轉輪聯軸孔示意圖
此次猴子巖轉輪聯軸孔加工難點為盲螺紋孔加工,主要體現(見表1)。
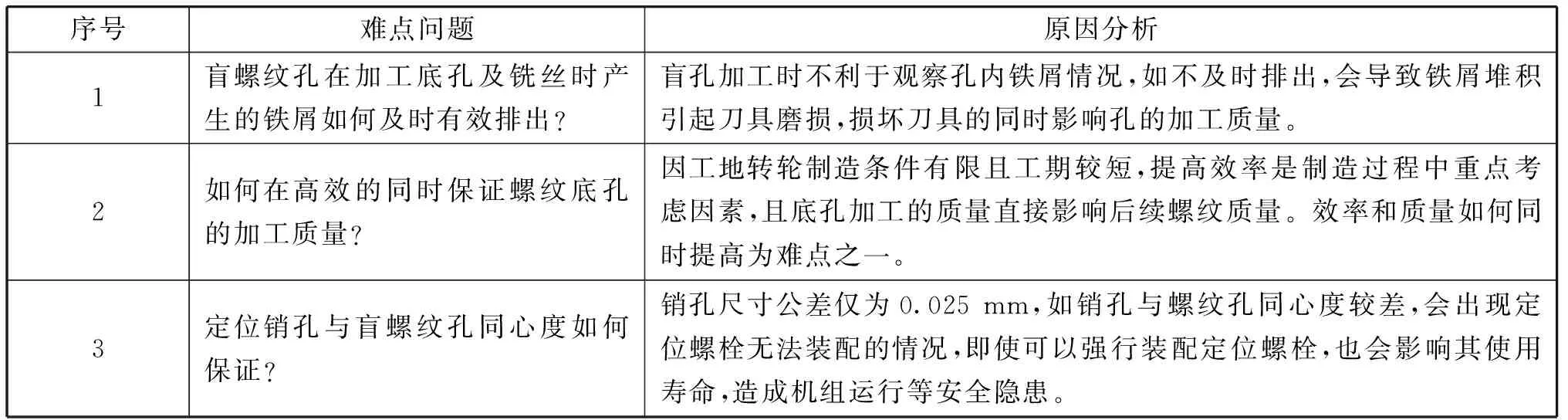
表1 難點問題原因分析
1 排屑工具的設計及應用
鏜銑機在加工盲螺紋孔時,一個加工程序需多次退刀清理鐵屑,降低加工效率的同時多次退刀也影響孔的表面質量。針對盲螺紋孔實際加工中產生鐵屑的特點,利用工地轉輪廠現有的廢棄材料制作了兩種針對不同工序加工清理鐵屑的工具。
1.1 加工φ160 mm銷孔及M80 mm螺紋底孔時,利用壓縮空氣的風管連接制作的軟管+空心銅管,并中間配上閥門開關,利用軟管彎曲通過空心銅管對準正在加工的聯軸孔,進行固定。……
登錄APP查看全文
