焊接行程對(duì)2A12鋁合金攪拌摩擦焊焊接熱輸入的影響
2020-12-21 03:44:27孫朝偉朱海付趙宇
科技風(fēng) 2020年34期
孫朝偉 朱海 付趙宇

摘?要:對(duì)厚度為3mm的2A12鋁合金板材進(jìn)行攪拌摩擦焊工藝試驗(yàn),通過優(yōu)化焊接參數(shù)以獲得合適的焊接接頭。通過改變攪拌頭的轉(zhuǎn)速與焊接的焊接速度之比,研究熱輸入對(duì)焊接試樣表面形貌與焊接接頭力學(xué)性能的影響。結(jié)果證明,熱輸入比在一定情況下可以較好地表述焊縫的成型情況。但隨著焊接時(shí)間的增長(zhǎng),金屬中積累熱量增加,金屬塑性的熱效應(yīng)對(duì)焊縫成形的影響占比會(huì)逐漸加大。在相同轉(zhuǎn)速和焊接速度的前提下,攪拌摩擦焊接接頭在焊接前段與焊接后段具有不同的力學(xué)性質(zhì),金屬塑性具有不同的影響方向,其中熱輸入較低的焊接接頭焊接后段力學(xué)性能高于前段;熱輸入較高的焊接接頭的焊接后段力學(xué)性能低于前段的力學(xué)性能。
關(guān)鍵詞:2A12鋁合金;攪拌摩擦焊;熱輸入;力學(xué)性能;表面形貌
攪拌摩擦焊(FSW)是英國(guó)焊接研究所(TWI)發(fā)明的一種新型的固態(tài)連接技術(shù)[1]。該焊接技術(shù)在鋁合金、鎂合金等有色金屬及異種金屬焊接方面具有良好的適用性。然而攪拌摩擦焊的熱力學(xué)作用機(jī)理非常復(fù)雜,以往的很多研究也嘗試著對(duì)熱輸入與線能量問題進(jìn)行合理的解釋。研究表明,在鋁合金攪拌摩擦焊過程中,焊縫區(qū)域的強(qiáng)度與硬度均較其母材金屬有顯著地降低[2]。這是由于其在摩擦以及金屬塑性變形是引起的高熱導(dǎo)致焊接區(qū)域(包括熱影響區(qū)與焊縫區(qū))發(fā)生退火熱處理導(dǎo)致的。因?yàn)樵诤缚p區(qū)與熱影響區(qū)的熱處理現(xiàn)象消除了加工硬化的影響,故與母材相比其位錯(cuò)密度有所降低[3]并直接導(dǎo)致了焊接區(qū)域的硬度與拉伸強(qiáng)度的降低。
根據(jù)上述分析,熱輸入量過高會(huì)導(dǎo)致材料的硬度與拉伸強(qiáng)度的降低。雖然有研究表明熱輸入的大小與轉(zhuǎn)速與焊接速度的比值(ω/v)并非是線性關(guān)系的,由于這種非線性的關(guān)系以及金屬塑性的熱效應(yīng)的作用,導(dǎo)致在攪拌摩擦焊接過程中相同的熱輸入比值下不同工藝參數(shù)的熱量傳導(dǎo)速率是不同的。即存在一個(gè)“門檻值”[4],在焊接速度低于這個(gè)值之前,焊接速度的增大有利于促進(jìn)焊縫成形。
2A12鋁合金是一種高強(qiáng)度硬鋁,可進(jìn)行熱處理強(qiáng)化,抗腐蝕性一般,常采用陽極氧化處理等方法以提高其抗腐蝕能力。其廣泛用于制作各種高負(fù)荷的零件和構(gòu)件,如飛機(jī)上的骨架零件、蒙皮、隔框、翼肋等。由于攪拌摩擦焊中熱輸入會(huì)使2A12鋁合金板材焊接區(qū)域的硬度及拉伸強(qiáng)度發(fā)生不同程度的降低。因此,控制熱輸入的變化,實(shí)現(xiàn)最佳的旋轉(zhuǎn)速度與焊接速度的比(ω/v)并尋找出影響熱輸入的其他原因是非常重要的。
1 實(shí)驗(yàn)材料與方法
實(shí)驗(yàn)材料為3mm厚的2A12鋁合金薄板,其尺寸為100mm×400mm×3mm,母材抗拉強(qiáng)度Rm≥390MPa,條件屈服強(qiáng)度Rp0.2≥245MPa.2A12鋁合金材料的化學(xué)成分表如表1所示。
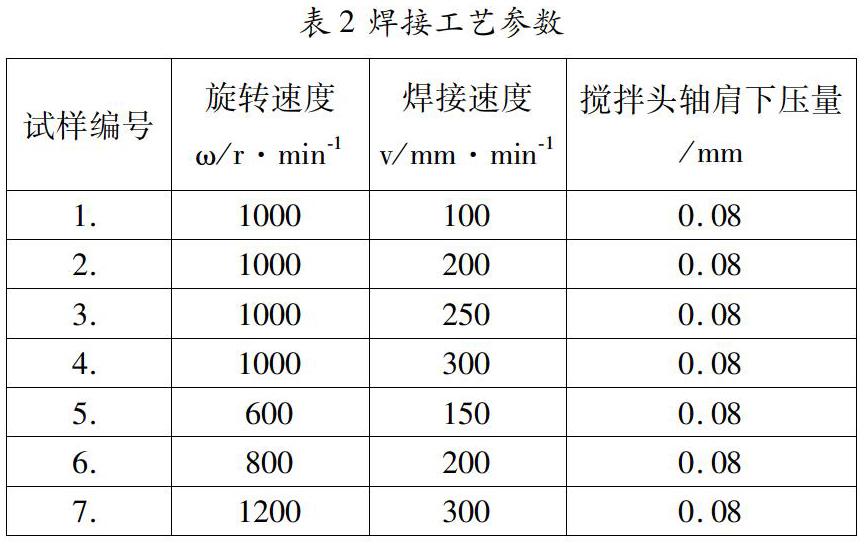
在不改變攪拌頭軸肩下壓量與攪拌頭傾角和尺寸等工藝參數(shù)的前提下,改變焊接速度與攪拌頭旋轉(zhuǎn)速度,如表2所示。其中焊接方向與母材軋制方向垂直,轉(zhuǎn)速范圍為600至1200r/min,焊接速度范圍為100至300mm/min。在攪拌摩擦焊過程中,樣品收到夾具的約束,防止其移動(dòng)。
采用VH-850立式數(shù)控銑床進(jìn)行試驗(yàn),焊接中使用的攪拌頭為右旋正螺紋,接頭方式為對(duì)接。其中攪拌頭軸肩直徑10mm,攪拌針長(zhǎng)度為2.8mm,下壓量為0.08mm,焊接夾具等效主軸傾角為2.5°。
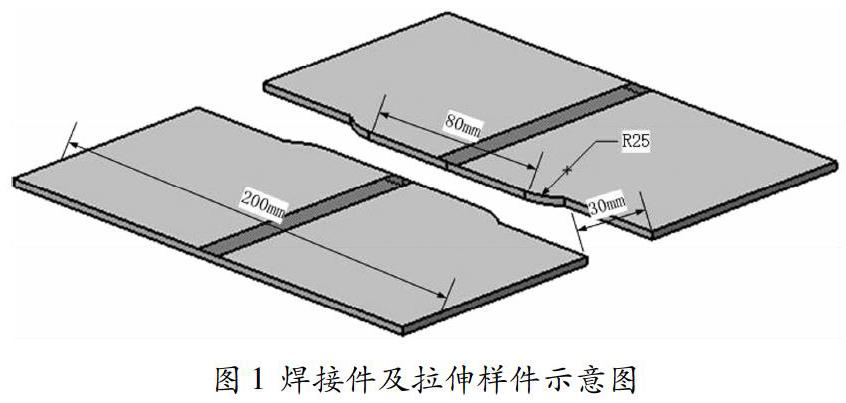
在實(shí)驗(yàn)結(jié)束后,觀察了樣件焊縫區(qū)的形貌,并制備標(biāo)準(zhǔn)拉伸件(如圖1所示)通過電腦式萬能拉伸機(jī)對(duì)所制樣件進(jìn)行了拉伸試驗(yàn)。
2 實(shí)驗(yàn)結(jié)果與分析
2.1熱輸入對(duì)外觀形貌的影響
一般而言,焊接接頭的性能主要取決于攪拌摩擦焊后的焊縫組織狀態(tài),其組織狀態(tài)與焊接過程中的熱量輸入有直接的關(guān)系。在相同轉(zhuǎn)速下不同焊接速度與相同熱輸入比(ω/v)對(duì)焊接接頭進(jìn)行形貌觀察,焊接接頭外觀照片如圖2所示(上方均為前進(jìn)側(cè))。
由表2和圖2可知,在旋轉(zhuǎn)速度相同的情況下,焊縫表面的魚鱗紋隨著焊接速度的增加而變得稀疏。隨著熱輸入比值增大,致密的魚鱗紋上開始出現(xiàn)毛刺,由圖2(1)(2)(3)(4)比較發(fā)現(xiàn)在熱輸入比值較大時(shí),焊縫表面開始出現(xiàn)魚鱗紋不均的現(xiàn)象,且前進(jìn)側(cè)比后退側(cè)更為明顯。隨著熱輸入比的進(jìn)一步升高,這種魚鱗紋分布不均會(huì)更加明顯且毛刺分布在整個(gè)魚鱗紋表面,如圖2(1)所示。這種表面起皮或起絲呈皮狀及魚鱗紋分布不均的現(xiàn)象是由于金屬摩擦產(chǎn)生的大量的熱積累于焊縫表層的金屬,使得局部乃至大部的表層金屬達(dá)到融化的狀態(tài),并在之后的冷卻過程中以魚鱗紋分布不均及毛刺的形式分布于焊縫表面。
同時(shí),在焊接速度與焊接轉(zhuǎn)速不同的情況下,本次試驗(yàn)中圖2(3)(5)(6)(7)具有相同熱輸入比值(ω/v=4),其焊縫魚鱗紋的致密程度是近似相同的,且均具有良好的表面形貌特征。值得注意的是,圖2(7)(8)為同一條焊縫上的前段和后段,其形貌有較大差異,也就是說即使在同一條焊縫中,接頭性質(zhì)也是隨時(shí)間或焊接行程變化的。推斷認(rèn)為焊接越進(jìn)行到后段,焊接接頭受金屬塑性的影響也就越大。
研究認(rèn)為,一般焊接中后退側(cè)的飛邊量大于前進(jìn)側(cè)且飛邊量的多少主要是由于焊接速度與旋轉(zhuǎn)速度搭配不當(dāng)及下壓量過大造成金屬軟化程度及流動(dòng)性的增大,導(dǎo)致少量的金屬材料被擠出軸肩外緣形成的。而根據(jù)圖3所示,在本次試驗(yàn)中出現(xiàn)了前進(jìn)側(cè)飛邊多于后退側(cè)的狀況,這在以往的研究中是不常見的[5;6]。
在圖3中我們看到,接頭前進(jìn)側(cè)的飛邊量是隨攪拌摩擦焊接的進(jìn)行不斷增加的。這說明焊接接頭的飛邊缺陷在與焊接工藝參數(shù)相關(guān)之外,與其母材金屬的金屬塑性熱效應(yīng)有一定的關(guān)聯(lián)。
2.2 熱輸入對(duì)焊縫力學(xué)性能的影響
通過在焊縫焊接前段(距焊接起始端2.5cm處)及焊接后段(距焊接結(jié)束端2.5cm處)取拉伸試樣并進(jìn)行拉伸實(shí)驗(yàn)的方式測(cè)試攪拌摩擦焊的拉伸性能。圖4顯示了相同熱輸入比(ω/v=4)下攪拌摩擦焊接接頭的攪拌頭轉(zhuǎn)速—抗拉強(qiáng)度曲線,圖5顯示了在攪拌頭轉(zhuǎn)速均為ω=1000r/min的情況下焊接接頭抗拉強(qiáng)度與焊接速度的關(guān)系。
從圖4中可以看出,在相同的熱輸入比(ω/v)下,攪拌摩擦焊接接頭的抗拉強(qiáng)度焊接前段部分與焊接后段部分的增加與減小趨勢(shì)一致。且在低轉(zhuǎn)速時(shí),焊接后段抗拉強(qiáng)度大于焊接前段的抗拉強(qiáng)度,隨著攪拌頭旋轉(zhuǎn)速度的增大焊接后段焊接接頭的抗拉應(yīng)力與焊接前段焊接接頭的抗拉強(qiáng)度差距減小;隨著攪拌頭轉(zhuǎn)速的繼續(xù)增加焊接前段焊接接頭的抗拉強(qiáng)度最終高于焊接后段的抗拉強(qiáng)度。
分析圖4可知,在考慮金屬塑性變形熱的前提下,攪拌頭轉(zhuǎn)速與焊接速度對(duì)焊接接頭的力學(xué)性能的影響是不同的。即,在低轉(zhuǎn)速下塑性變形熱會(huì)提高焊接接頭的力學(xué)性能,而在較高攪拌頭轉(zhuǎn)速時(shí)會(huì)降低焊接接頭的力學(xué)性能。這說明較高轉(zhuǎn)速的攪拌頭產(chǎn)生的摩擦熱與焊接速度有不同的傳導(dǎo)速率。同時(shí)由于不同的傳導(dǎo)速率引起較高的攪拌頭轉(zhuǎn)速下的焊縫表層與內(nèi)部產(chǎn)生熱量分布不均的現(xiàn)象,這也解釋了圖2(7)(8)中焊接前段與焊接后段表面形貌不同的現(xiàn)象。
相同攪拌頭轉(zhuǎn)速下的焊接速度—抗拉強(qiáng)度曲線如圖5所示,在攪拌頭轉(zhuǎn)速一定的情況下,焊接前段焊接接頭的抗拉強(qiáng)度與焊接后段的抗拉強(qiáng)度之差隨焊接速度的增加即熱輸入的減小由正變負(fù)。且差值的絕對(duì)值隨焊接速度的增加先減小至零后增大,最終焊接后段焊接接頭的抗拉強(qiáng)度大于焊接前段焊接接頭的抗拉強(qiáng)度。
分析曲線發(fā)現(xiàn),較高的熱輸入值會(huì)增加金屬中熱量積累的速率,過多熱量的積累導(dǎo)致在焊接過程中晶粒長(zhǎng)大的速率會(huì)隨著熱輸入的增高而增高,這解釋了為什么圖5中低焊接速度時(shí)焊接前段焊接接頭力學(xué)性能大于焊接后段的接頭力學(xué)性能的結(jié)果。而較低的熱輸入使金屬達(dá)到的熱塑性較差而熱量的積累使在焊接后段金屬塑性變形的熱效應(yīng)變相使熱輸入增加,致使焊縫質(zhì)量變好,焊接接頭強(qiáng)度增加。
3 結(jié)論
(1)攪拌摩擦焊進(jìn)行過程中,焊接參數(shù)與熱輸入呈非線性關(guān)系。金屬塑性對(duì)焊接的影響是不同的,隨著焊接進(jìn)程的進(jìn)行,攪拌頭產(chǎn)生的摩擦熱會(huì)使金屬的熱塑性增加。由于金屬塑性的熱效應(yīng),焊接參數(shù)對(duì)于熱輸入的影響會(huì)發(fā)生不同的變化。且隨著熱量的積累,金屬塑性的熱效應(yīng)對(duì)焊縫成形的影響占比會(huì)逐漸加大。
(2)攪拌摩擦焊中的“飛邊”缺陷,在受攪拌摩擦焊接工藝參數(shù)影響之外,也受焊接過程中的金屬塑性熱效應(yīng)影響,且影響較大。
(3)當(dāng)熱輸入比為定值時(shí),焊接接頭前段的抗拉強(qiáng)度與焊接接頭后段的抗拉強(qiáng)度之差會(huì)隨著攪拌頭轉(zhuǎn)速的升高又負(fù)至零后在變成正值,且在較高攪拌頭轉(zhuǎn)速的時(shí)差別較大。在攪拌頭轉(zhuǎn)速一定時(shí),焊接前段接頭的抗拉強(qiáng)度與后段接頭的抗拉強(qiáng)度在不斷變化。且差值的絕對(duì)值隨焊接速度的增加先減小至零后增大,在熱輸入較低時(shí)焊接后段焊接接頭的抗拉強(qiáng)度大于焊接前段焊接接頭的抗拉強(qiáng)度。
參考文獻(xiàn):
[1]王國(guó)慶,趙衍華.鋁合金的攪拌摩擦焊接[M].中國(guó)宇航出版社,2010:1-4.
[2]B.Abnar,M.Kazeminezhad,A.H.Kokabi.熱輸入對(duì)攪拌摩擦焊AA3003-H18板材顯微組織和力學(xué)性能的影響(英文)[J].Transactions of Nonferrous Metals Society of China,2015,25(07):2147-2155.
[3]Fu R-D,Zhang J-F,Li Y-J,et al.Effect of welding heat input and post-welding natural aging on hardness of stir zone for friction stir-welded 2024-T3 aluminum alloy thin-sheet[J].Materials Science & Engineering A,2013,559.
[4]嚴(yán)鏗,雷艷萍,章正,等.鋁合金攪拌摩擦焊時(shí)焊接速度與熱輸入的關(guān)系[J].焊接學(xué)報(bào),2009,30(01):73-76+116-117.
[5]達(dá)朝炳.攪拌摩擦焊接頭缺陷分析[J].熱加工工藝,2009,38(05):133-134+137.
[6]Kim Y,F(xiàn)ujii H,Tsumura T,et al.Three defect types in friction stir welding of aluminum die casting alloy[J].Materials Science and Engineering:A,2006,415(1-2):250-254.
作者簡(jiǎn)介:孫朝偉(1995—),男,內(nèi)蒙古通遼人,碩士研究生,研究方向:鋁合金攪拌摩擦增材制造。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53