無軸印刷張力控制系統的實現
2020-12-21 03:51:01劉云崇
今日印刷 2020年12期
關鍵詞:系統
劉云崇


本文以某印刷廠的表柔印刷機為研究對象,用德國力士樂無軸控制系統實現了機器開環張力控制和復卷控制。分析了無軸印刷張力控制的兩種主要方式和實現方法,為無軸印刷機控制系統的國產化實現奠定了基礎。
在影響印品質量的眾多因素中,印紙張力的穩定性是一個非常重要的因素。只有保證印刷過程中印紙張力恒定且大小適中才能使印刷正常進行,以達到壓力均勻適中、印品字跡清晰的效果。若張力太小,印紙松飄,印出的字跡模糊不實(即墨虛),甚至紙張出現橫皺紋;若張力過大,印紙拉的過緊,容易產生縱向皺紋甚至斷紙。機組式印刷機在印刷過程中的張力控制主要有收放卷張力控制和印刷過程中的張力控制兩部分。
以往的張力控制系統是建立在機械長軸的基礎上的,采用模擬量控制,在進行實時運算時的計算精度很低,使系統的控制精度低,動態補償效果差,不能滿足產品日益增長的高精度要求。
隨著數控技術和數字伺服驅動技術的發展,以無軸傳動技術取代傳統的機械長軸成為一種趨勢。張力控制的手段和精度也隨之有了極大的提升。從結構上看它已不是自成一體系,而是無軸傳動系統的一部分,在數字伺服驅動技術的支持下簡化了控制器件,降低了成本;另一方面,提高了控制精度和控制的靈活性。
無軸傳動系統的結構
無軸傳動技術又稱為伺服傳動技術,它是以相互獨立的伺服電機驅動系統代替了原有的機械長軸傳動。通過網絡、程序軟件形成了內部虛擬的電子軸,各電子軸通過現場總線進行高速的數據交換傳輸,各個版輥隨虛擬的電子軸運轉,保證版輥相位嚴格同步。
采用無軸傳動技術后,原來的機械長軸系統發展為圖1所示。每個機組均由一個電機驅動,各機組依靠裝有控制軟件和運動控制卡的控制器協調運動。將其中一個機組定為虛擬主軸,其輥子的線速度作為設備的速度,其他機組通過電子齒輪比的設定保證與虛擬主軸保持線速度一致。
印刷機的同步控制包括位置同步、速度同步以及電子凸輪的同步,SYNAX200系統中的運動控制器PPC-R22.1可不間斷地計算產生虛擬主軸的位置,并通過光纜即時傳送至各個驅動器IndraDrive C/M,從而實現印刷過程的同步運作。
高精度的編碼器是無軸系統精度的重要保證。以德國博世力士樂的MSK電機的M2型編碼器為例,其物理刻線為2048線,經過212次電子倍頻處理后,分辯率可達8388608位/圈。以表格機插件11英寸輥的印刷單元為例,在走紙方向上的測量精度可達0.0000173mm。無軸傳動系統動態控制精度與交流伺服驅動器的性能及其與負載的匹配有關。以博世力士樂公司Indradrive的經濟型配置為例,3個控制環的運行周期分別為:電流環125μs,速度環500μs,位置環1000μs。當由于突然的外部擾動使反饋值與命令值產生偏差,驅動器將在一個周期內恢復正常狀態,從而保證運動控制的精度。無軸傳動系統的負載是各個傳動單元的滾筒及傳動機構,針對不同的負載要對伺服系統的控制環參數進行優化調整,當參數調整已無法滿足負載的需要時還要考慮更換貫量更大的電機和功率更大的驅動器。在將伺服系統與負載進行匹配調整的過程中主要以速度環或位置環的命令值與反饋值的誤差為參考量,當該值在允許的范圍以內時,參數優化過程結束,印刷的精度就可以得到保證。
系統張力的控制方法
1.張力的產生與開環控制
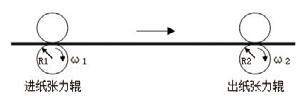
印刷系統中紙張的輸送是通過張力輥與紙張之間存在的靜摩擦力F實現的。假設張力輥之間的紙張段為彈性體,按照胡克定律有:
T=K·ΔL
其中T為張力,K為彈性系數,ΔL為變形量。設某微小的時段Δt內,張力輥1輸送的紙張長度為L1,張力輥2輸送的紙張長度為L2,則:
ΔL=L2-L1=(ω2·R2)Δt-(ω1·R1)Δt
因此,要時刻保持T恒定,就需要使(ω2·R2)-(ω1·R1)為一常量。按照速度同步的方法,假定進紙張力輥為虛擬主軸,則出紙張力輥對虛擬主軸的電子齒輪比為R1/R2。由于輥子半徑不變,因此只需要通過速度同步方式使ω2與ω1保持相應的速度差就能保證要求的張力。
2.張力閉環與收放卷控制
收卷也是印刷后期處理的一種常用方式,很多加工設備中原紙多以紙卷方式進行應用,所以收卷是為以后的進一步應用做好準備。為使紙卷緊而齊,并保持表面平整度,收卷時應對紙帶施加一定的張力,并在運行過程中保持張力的恒定。在寬幅、大直徑紙帶的收卷中,為確保卷成的紙卷內芯不被擠壓成錐形突出,表面平整不產生塌陷,還要求張力隨收卷卷徑的增大而變小,即實施變張力(張力錐度)控制。收卷的控制方式主要有以下3種:
①無張力線速度檢測的開環控制。該方案中沒有任何檢測信號或沒有將任何檢測信號進行反饋,因此簡單經濟,其缺點主要是控制精度不高。
②帶線速度檢測的半閉環控制。該方案通過聯合線速度信號和轉速信號來得出收卷卷徑,從而根據卷徑的變化來協調控制,該方案對系統模型具有較大的依賴性。
③帶張力和線速度檢測的全閉環控制。該方案將檢測到的張力信號和得到的卷徑信號結合起來,實現具有張力錐度控制功能的收卷張力閉環控制系統,能夠實現高精度的協調控制。
以上控制方式均有各自的優缺點,對于不同的應用場合和不同的控制要求具有相對的實用性。本印刷控制系統的收卷裝置應用了浮動輥裝置,可以反饋收卷張力信號,利用張力信號來調節伺服電機的轉速,所以本系統的收卷控制可以認為是全閉環控制。
對卷繞物進行收放卷的控制不僅需要對張力進行閉環控制,還要處理卷徑變化造成的線速度的變化,以及設定張力錐度。以往的收、放卷系統均作為單獨的控制單元,如圖3。采用無軸傳動系統后,控制收放卷的軸以速度同步的方式與系統的虛擬主軸同步,特別是在加減速動態時更能顯現出同步的優勢。
復卷軸與無軸系統的虛擬軸為速度同步。氣缸利用杠桿的原理給浮動輥施加力并最終產生張力。杠桿的支點處安裝電位器,當實際張力與設定張力值不等時,產生電壓反饋送到復卷軸驅動器的模擬量輸入端口,通過PID調節器將電壓差轉變為軸的速度附加值,通過軸的轉速調整穩定張力,如圖4所示。
但是由于紙卷的卷徑在不斷變化,根據速度同步的原理,復卷單元的軸對虛擬主軸的電子齒輪比應該隨著卷徑的增加而變化,否則傳動系統對復卷單元軸的速度和加速度的控制會產生錯誤。通過實驗也證明,僅通過PID調節器來跟蹤調整復卷電機的轉速,實現穩定張力的控制,在某些情況下(比如在整個系統突然加減速時)難以及時響應。因此需要及時計算紙卷的卷徑并修正復卷單元軸對虛擬主軸的電子齒輪比。
張力控制系統的實現
1.表柔印刷機系統介紹
本課題針對某印刷機廠的一款表柔印刷機(如圖5)進行了無軸化改造,該機包括控制張力的給紙機構、張力機組,5個柔印機組,2個膠印機組以及一個復卷單元。系統采用德國博士力士樂公司的IndraDrive型驅動器和MSK系列電機。系統采用SERCOS和ProfiBus分別作為運動控制和邏輯控制的通訊總線。
2.張力控制的實現
本課題研究的印刷機在給紙機構與張力機組之間的張力控制為開環控制,復卷單元為閉環的收放卷控制。
在此基礎上進一步研究國產化的實現方法。
①開環張力控制的實現
開環張力控制需要速度同步的功能,采用電子凸輪模塊(圖6)來實現。首先將虛擬主軸設為Master,設要進行開環張力控制的進紙與出紙軸為Slave。根據進出紙軸的半徑與虛擬主軸的半徑之比確定各自的電子齒輪比。此時,由于進出紙軸的速度差為0,無法形成張力。因此為了獲得適當的張力,就要在出紙軸的SlaveScaling上增加一個調整量如圖7,通過調整該值就可以在進出紙兩軸間形成速差,產生張力。
②復卷控制的實現
收卷機械主要用到了浮動輥、氣缸、牽引輥、導向輥等,收卷過程中作用在浮動輥上的拉力與輥的自身重力以及氣缸的推力相平衡,浮動輥處于中間的平衡位置,保證浮動輥一直處于中間的平衡位置即保證了收卷過程中的張力恒定。簡單的機械結構如圖8所示。
在收卷過程中,若始終保持張力為一個定值,最終很容易造成紙卷的空心現象,所以在控制過程中需要張力的大小由大變小,浮動輥要求一直保持在水平位置來保證張力恒定,這就要求改變氣缸的推力來改變收卷紙張的張力,在印刷制品的收卷過程中一般可采取簡單的錐度變化來實現,如圖9所示。
其中橫軸表示的是紙卷卷徑大小,縱軸表示的是控制氣缸推力大小的電壓。本控制系統的卷紙直徑極限值是1500mm,軸芯直徑為80mm,因此設計為卷徑在300mm內時保持一個一定的張力值,卷徑在300~1000mm時張力以一定的線性關系遞減,在卷徑超過1000mm時張力又保持在一個穩定的值上。
SYNAX200系統可以提供3種收放卷的方式:浮動輥、張力傳感器、甚至無傳感器方式。本機器是根據浮動輥的位置來調整收卷的速度,收卷系統包括一臺伺服電機(用它來驅動收卷的軸),一個浮動輥,一個相位傳感器以及伺服驅動器。相位傳感器根據浮動輥擺動的不同位置產生不同的電壓信號,輸送到伺服驅動器來控制伺服電機的轉動。可以將相位傳感器在浮動輥擺動到中間位置時產生的電壓信號作為設定值,位置檢測值是根據浮動輥的不同位置不斷變化的,伺服驅動器通過一系列的運算調節速度調整量來進行速度控制。
復卷軸先與虛擬主軸做速度同步運動。在閉環控制下輸出速度附加值并疊加到原有的速度上,使復卷軸速度高于虛擬主軸速度而形成張力。當卷徑增大時,通過卷徑計算產生當前卷徑,進而產生當前的電子齒輪比給SlaveScaling。隨著卷徑的增加,復卷所需張力由設置好的張力錐度重新確定。速度附加值和模擬量I/O的數據可以通過SERCOS的標準參數S37(速度附加值)和博士力士樂公司的IndraDrive型驅動器自帶的負責模擬量輸入輸出的P參數(產品參數)得到實時處理。
本文針對無軸傳動印刷系統研究了此類系統中張力控制的方法。在對某印刷機廠表柔印刷機的無軸化改造中采用力士樂的無軸控制技術實現了張力的開環控制和閉環的復卷張力控制。印刷速度最高可達200m/min,套準精度為0.03mm。最終攻克了印刷過程中同步控制,張力控制,凸輪控制以及收卷控制等無軸控制技術的難點,實現了無軸印刷機的國產化。
責任編輯:李倩 liqian@cprint.cn
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32