硬質(zhì)合金粉末壓制模具設(shè)計(jì)制造中的常見問題及對(duì)策
2020-12-21 08:48:26郭麗華
中國(guó)新技術(shù)新產(chǎn)品 2020年20期
郭麗華
(廈門金鷺特種合金有限公司,福建 廈門 361100)
0 引言
在工業(yè)制造業(yè)中,模具的設(shè)計(jì)和制造是屬于成型制品的工藝裝備,一般情況下,制品質(zhì)量水平和生產(chǎn)效率的高低有80%的概率會(huì)受到模具因素的影響。在傳統(tǒng)加工制造過程中,如果產(chǎn)品形狀復(fù)雜或尺寸精度要求較高,而僅采用常會(huì)或一般的模具則常常或在模具制造過程出現(xiàn)變形、磨損或拉毛的問題,這種非正常失效的情況會(huì)降低制品的品質(zhì),但要是選擇具有較高硬度和具備高彈性模量的硬質(zhì)合金,則會(huì)導(dǎo)致其受到物理力學(xué)性能的特殊性影響,引起模具發(fā)生開裂或龜裂、崩塊等失效問題。
1 硬質(zhì)合金粉末壓制模具的因素分析
1.1 硬質(zhì)合金粉末壓制模具中摩擦條件的影響
在硬質(zhì)合金粉末模具壓制生產(chǎn)過程中,摩擦阻力是決定壓坯密度和分布均勻水平的重要因素,在不同的摩擦條件下,硬質(zhì)合金粉末的壓縮致密都會(huì)帶來很大的影響,同時(shí)對(duì)模具的磨損產(chǎn)生不同程度的影響。對(duì)于摩擦條件的控制由于壓坯形狀和壓制方式相摩擦條件下壓坯內(nèi)部應(yīng)力和位移分布具有相同的變化特征,相比高摩擦條件下的壓坯內(nèi)部粉末位移,低摩擦系數(shù)時(shí)其位移要更大,表層應(yīng)力的集中情況能夠得到有效的緩解,整體的應(yīng)力梯度會(huì)隨之降低。
1.2 硬質(zhì)合金粉末壓制模具生產(chǎn)中壓坯高徑比的影響
壓坯高徑比是硬質(zhì)合金粉末模具壓制成型工藝中必須參考的形狀因子,在實(shí)際的生產(chǎn)過程中,不同高徑比的壓坯具有相似的密度分布特征,其會(huì)沿壓制方向密度呈現(xiàn)出梯度降低,而最高和最低密度區(qū)則會(huì)分布在壓坯表層的上下模沖的中部與附近位置,并隨高徑比的攀升,壓坯密度的均勻性也會(huì)發(fā)生減小。由此就會(huì)導(dǎo)致陰模的磨損程度不一樣,密度越大的位置陰模的磨損越大且越快。
2 硬質(zhì)合金粉末壓制模具制造中的常見問題及處理
2.1 模套過盈量選取錯(cuò)誤造成開裂和處理方法
在硬質(zhì)合金粉末壓制模具制造過程中,出現(xiàn)開裂是較為常見的問題,根據(jù)相關(guān)部門的常規(guī)統(tǒng)計(jì)顯示,硬質(zhì)合金模具因開裂而發(fā)生失效情況占比高達(dá)70%,導(dǎo)致這種情況發(fā)生的原因主要為模套過盈量的選取不合理或掌握不準(zhǔn)確,合金的內(nèi)應(yīng)力也與實(shí)際標(biāo)準(zhǔn)不符。
在壓制過程中,沖頭和陰模在側(cè)壓力作用下,會(huì)產(chǎn)生一定的應(yīng)力,因此,陰模進(jìn)行硬質(zhì)合金模芯和鋼件鑲套處理,有利于提高其抵抗應(yīng)力的水平,同時(shí)也有利于模具加工,降低模具成本。如果強(qiáng)度不夠,就會(huì)發(fā)生鋼套破裂的情況,而剛性不足,則在卸載時(shí),也會(huì)發(fā)生壓坯分層的情況,其過盈量過大就會(huì)導(dǎo)致合金的預(yù)緊力過大,從而引起線切割時(shí)發(fā)生開裂,但是陰膜的合金模芯用料過厚,又會(huì)導(dǎo)致材料的浪費(fèi),并導(dǎo)致制造和使用困難。如果預(yù)緊力過大,則線切割加工會(huì)導(dǎo)致模具材料內(nèi)部應(yīng)力會(huì)嚴(yán)重影響和破壞相對(duì)平衡狀態(tài),殘余應(yīng)力也會(huì)沿切割方向發(fā)生釋放的情況,最終導(dǎo)致導(dǎo)致模具變形。具體的改善措施如下。建議使用快走絲將材料切除一部分,再采取一道回火工藝,減小發(fā)生應(yīng)力變形的可能,快絲切下來的余料也可以作為制作芯棒的材料,增大材料成本利用率。如果殘料過大,則可以選擇在線切割的材料下方設(shè)置3 個(gè)調(diào)節(jié)螺桿作為支撐,或在切割到3/4 處時(shí),切除剩余部分材料,進(jìn)刀線以圓弧切入較為適合,防止應(yīng)力集中,避免出現(xiàn)接刀痕。
2.2 加熱和冷卻速度失控造成龜裂及處理方法
硬質(zhì)合金具有較強(qiáng)的硬度,但是其也具備較高的脆性,且導(dǎo)熱性不高,在熱膨脹過程中,砂輪對(duì)合金的磨削、擠壓、摩擦作用合金磨削表面瞬間就會(huì)導(dǎo)致其溫度超過1 000 ℃,這就容易使得合金發(fā)生燒傷,或出現(xiàn)裂紋,所以,在進(jìn)刀量較大、砂輪鈍化或進(jìn)行細(xì)粒度精磨、超細(xì)晶粒合金的過程中,會(huì)出現(xiàn)較為明顯的裂紋。如合金表面的粗糙程度較高或其本身就存在裂紋,則會(huì)嚴(yán)重影響硬質(zhì)合金抗彎強(qiáng)度和沖擊韌性值。因此,磨削加工時(shí),要最大程度地減少發(fā)生高溫的可能或采取有效方法降溫,可以選擇使用冷卻液進(jìn)行冷卻處理,在冷卻液使用過程中必須要注意直接澆注在砂輪和工件的接觸部位,這就要施加一定的壓力,以便于冷卻液充分進(jìn)入磨削位置,保證冷卻液的充足,同時(shí)也要注意使其能夠均勻的噴射到整個(gè)砂輪寬度,在使用樹脂結(jié)合劑進(jìn)行砂輪磨削時(shí),必須注意的是不要選擇堿性冷卻液,以避免對(duì)砂輪造成侵蝕而影響其使用壽命。
2.3 由于物理作用導(dǎo)致合金燒傷裂縫和處理方法
在硬質(zhì)合金粉末壓制模具制造過程中,物理作用導(dǎo)致合金燒傷裂縫同樣較為常見,主要原因在于硬質(zhì)合金牌號(hào)的選擇不恰當(dāng),導(dǎo)致模具過早失效。需要以實(shí)際產(chǎn)品的標(biāo)準(zhǔn)要求和形狀以及荷載來進(jìn)行合金材料的正確選擇。進(jìn)行選擇時(shí)要注意形狀較為簡(jiǎn)單的型材、刀片、礦用齒、金屬陶瓷等,陰模、芯桿可以選用硬度較高且耐磨性較好的低鈷材料;形狀較為復(fù)雜且應(yīng)力較大的陰模、沖頭可以選擇抗彎強(qiáng)度和耐磨性堅(jiān)固的中鈷合金;而一些帶有臺(tái)階型腔的結(jié)構(gòu)件成型模具,其帶尖角和帶臺(tái)階的模具,需要選擇高鈷或粗晶粒合金、鋼質(zhì)硬合金[1]。
3 模具電加工腐蝕、麻點(diǎn)的處理對(duì)策
3.1 電加工腐蝕層的處理
電火花加工是通過正負(fù)極間介質(zhì)的電離、擊穿形成放電通道,會(huì)產(chǎn)生大量的帶電粒子,其正負(fù)電極的表面會(huì)分別受到正負(fù)帶電粒子高速運(yùn)動(dòng)和碰撞而出現(xiàn)大量的高溫,在受到放電時(shí)間短的影響下,整體發(fā)生在帶電區(qū)的電離子會(huì)使得能量高度集中,這就會(huì)引起高達(dá)8 000 ℃~12 000 ℃的高溫,這種狀態(tài)下,工作液就極為容易出現(xiàn)氣化情況,金屬材料也較為容易被熔化、拋出,熔化、汽化后的金屬在拋離加工表面時(shí),會(huì)表現(xiàn)出較為分散的飛濺,除了一大部分會(huì)拋入工作液中收縮形成小顆粒之外,其另一小部分會(huì)飛濺而出,并鍍附、吸附在已加工件的表面,并重新熔合,形成鑄造組織,造成不同于機(jī)體組織的腐蝕層,在慢絲切割或電火花加工之后,必須要進(jìn)行清理,消除腐蝕層。可以選用各種拋光方法進(jìn)行表面腐蝕層的去除,包括超聲波處理、激光處理、噴砂處理[2]。
3.2 模具電火花加工后麻坑、凸點(diǎn)等的處理
合金模具電火花加工后經(jīng)常會(huì)有麻坑、凸點(diǎn)等現(xiàn)象產(chǎn)生(如圖1、圖2 所示)。其產(chǎn)生原因主要有2 種:一種是合金材質(zhì)有問題,另一種是銅鎢電極材質(zhì)有問題。
一般電火花加工表面的麻坑、凸點(diǎn)等問題,可以通過增加電極,工件加深加工來解決。但是如果繼續(xù)加工,模具表面的麻坑、凸點(diǎn)沒有改善,可能是合金材料質(zhì)量有問題,也有可能是銅鎢電極材料質(zhì)量有問題。可以通過材質(zhì)檢驗(yàn)來確定是哪個(gè)材料有質(zhì)量問題,最后更換有質(zhì)量問題的材料,就可以解決問題。
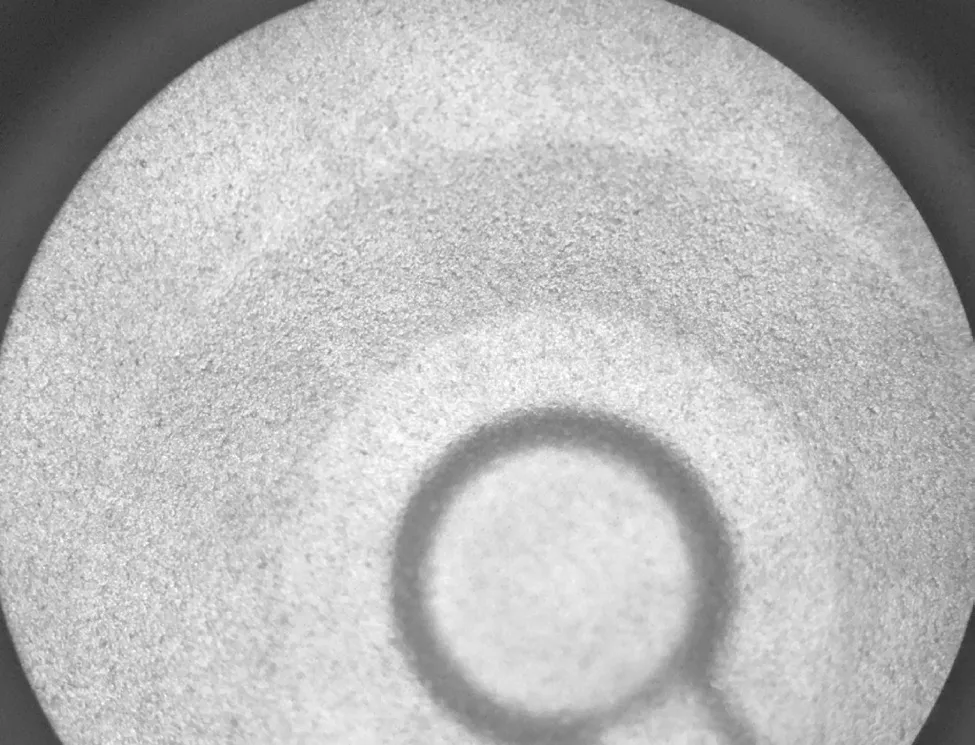
圖1 磨具電火花麻坑
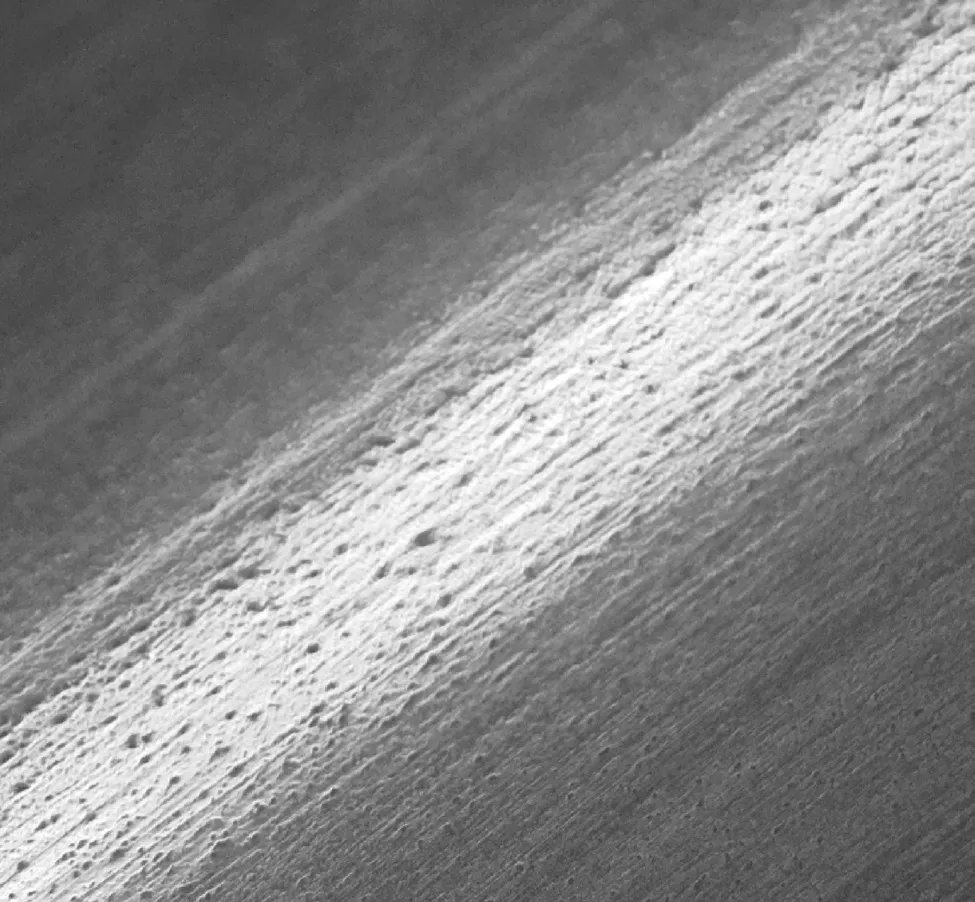
圖2 模具電火花凸點(diǎn)
3.3 模具慢走絲加工后麻點(diǎn)處理
模具慢走絲加工后的麻點(diǎn)產(chǎn)生與電火花加工出現(xiàn)電離子效果相同,在慢走絲加工完成后,合金模具的表面也常會(huì)出現(xiàn)麻點(diǎn)(如圖2 所示),影響整個(gè)加工件成型面表面質(zhì)量,無法滿足使用標(biāo)準(zhǔn)要求。產(chǎn)生這種現(xiàn)象的主要原因包括2 個(gè)。1)合金材質(zhì)質(zhì)量問題。2)加工過程質(zhì)量問題。
合金材質(zhì)質(zhì)量問題排查:取一合金樣塊進(jìn)行材質(zhì)檢驗(yàn),根據(jù)各項(xiàng)指標(biāo)來判斷材料質(zhì)量是否合格。
如果在一定的時(shí)間段內(nèi)模具麻點(diǎn)現(xiàn)象經(jīng)常反復(fù)出現(xiàn),而合金材料檢測(cè)工具合格,就需要進(jìn)行加工過程質(zhì)量問題的排查。在進(jìn)行工件加工時(shí),需要在機(jī)床加入去離子水,其目的是防止高溫情況下非純凈水中的其他元素對(duì)加工件產(chǎn)生腐蝕以及其他化學(xué)作用[3]。
4 結(jié)語
在硬質(zhì)合金壓制模具設(shè)計(jì)制造過程中,中間的開裂、崩壞、龜裂等非正常失效情況較為常見,工作人員要針對(duì)發(fā)生非正常失效的原因進(jìn)行仔細(xì)的分析,并結(jié)合自身的工作實(shí)踐經(jīng)驗(yàn),采取相應(yīng)的措施和解決辦法予以妥善的處理,才能提高模具質(zhì)量和使用壽命,提高生產(chǎn)效率,盡量避免材料成本的浪費(fèi)。
 中國(guó)新技術(shù)新產(chǎn)品2020年20期
中國(guó)新技術(shù)新產(chǎn)品2020年20期
- 中國(guó)新技術(shù)新產(chǎn)品的其它文章
- 園林施工管理與后期養(yǎng)護(hù)的重要性和實(shí)施要點(diǎn)
- 大數(shù)據(jù)背景下高職計(jì)算機(jī)實(shí)驗(yàn)室建設(shè)
- 淺談鐵路項(xiàng)目驗(yàn)工計(jì)價(jià)與變更設(shè)計(jì)計(jì)價(jià)特點(diǎn)
- 我國(guó)智能坐便器檢測(cè)標(biāo)準(zhǔn)分析研究
- PDCA在質(zhì)量改進(jìn)項(xiàng)目中的應(yīng)用
- 知識(shí)圖譜的資產(chǎn)關(guān)聯(lián)模型構(gòu)建和運(yùn)用分析