載體成型方法對丙烷脫氫催化劑性能的影響
2020-12-16 06:39:56劉紅梅劉東兵王定博徐向亞
石油化工 2020年11期
關鍵詞:催化劑
劉紅梅,薛 琳,劉東兵,王定博,徐向亞
(中國石化 北京化工研究院,北京 100013)
近年來,隨著乙烯裝置裂解原料結構的調整和丙烯下游產品需求量的逐年遞增,丙烯呈現供不應求的趨勢[1]。在此背景下,丙烷脫氫制丙烯(PDH)工藝路線作為增產丙烯的新技術受到廣泛關注[2]。目前,PDH工藝的丙烯產能可達我國丙烯總產能的18%。正在運行的PDH裝置中,主要采用UOP公司開發的Oleflex工藝,該工藝中使用的是以氧化鋁為載體、Pt為主要活性組分制備的PDH催化劑[3]。氧化鋁是常用的工業催化劑載體,相關的研究工作較多[4-9]。普遍認為,氧化鋁載體的晶相、孔道結構和表面化學性質都可能會影響到催化劑的性能[10-13]。為了實現工業應用,大多數的催化劑需要通過成型過程來滿足工藝生產條件所要求的機械強度和磨損強度。無論哪一種成型方式,都有可能改變載體原有物理結構或化學結構,進而對催化劑的性能造成影響。
本工作采用高溫焙燒的方式處理擬薄水鋁石原料獲得氧化鋁粉末,再分別采用壓片成型、擠條成型和油柱成型3種成型方法得到氧化鋁載體,并進一步制備Pt-Sn-Na/Al2O3催化劑。考察了載體成型方法對Pt-Sn-Na/Al2O3催化劑各項物理化學特性及其在PDH反應中催化性能的影響。
1 實驗部分
1.1 主要試劑及儀器
氯化鈉、四氯化錫、硝酸:分析純,國藥集團化學試劑有限公司;氯鉑酸:分析純,北京益利精細化學品有限公司;田菁粉:純度高于98%(w),北京中西遠大科技有限公司;擬薄水鋁石粉末:純度高于99.9%(w),淄博恒齊粉體新材料有限公司。
DET-Ⅱ型微型固定床反應裝置:德州德瑞通公司。
采用Philips公司X’ Pert MPD型X射線粉末衍射儀對氧化鋁粉末進行XRD表征,CuKα射線,λ= 0.154 178 nm,掃描步長0.02°,掃描范圍2θ=5°~90°;采用國瑞分析儀器廠KD-4型自動顆粒強度儀對成型氧化鋁載體的顆粒強度進行測定;采用Micromeritics公司ASAP2020 M+C型全自動物化吸附分析儀對試樣進行N2吸附-脫附表征,試樣的比表面積采用BET法計算,孔體積和平均孔徑采用BJH模型計算;采用Mettler-Toledo公司TGA/DSC1型熱重分析儀對反應后的催化劑進行TG-DTG表征,升溫區間為40~800 ℃,升溫速率為10 ℃/min,空氣流量為40 mL/min,根據失重曲線計算反應后催化劑的積碳量;采用安捷倫公司7890A型氣相色譜儀對反應尾氣進行在線分析,配有Al2O3-S型毛細管柱(50 m×0.53 mm×15 μm),FID檢測。
1.2 氧化鋁載體成型
將高純擬薄水鋁石粉末置于馬弗爐內,在流動空氣氣氛中1 050 ℃下焙燒8 h,得到氧化鋁粉末,記為Al2O3-A。焙燒過程中,高純擬薄水鋁石粉末失水33.5%(w)。在壓片壓力30 N、壓片時間2 min的條件下,將氧化鋁粉末Al2O3-A采用壓片的方法成型,并破碎成10~20目的小顆粒(顆粒尺寸在1.3~2.5 mm之間),得到的成型氧化鋁載體記為Al2O3-B。取100 g氧化鋁粉末Al2O3-A、5 g田菁粉和34 mL 5%(w)的稀硝酸混合并攪拌均勻,用雙螺桿擠條機擠壓成直徑為2 mm的圓柱型,切割成長度為2 mm的小圓柱顆粒后在110 ℃下干燥15 h、650 ℃下焙燒6 h,得到的成型氧化鋁載體記為Al2O3-C,Al2O3-C為直徑1.7 mm、長度1.8 mm的圓柱形顆粒。取100 g氧化鋁粉末Al2O3-A與50 mL 3%(w)的稀硝酸混合均勻并攪拌成漿液,用油柱成型裝置制備成球形小顆粒。在110 ℃下干燥15 h、650 ℃下焙燒6 h后得到球形氧化鋁載體,記為Al2O3-D,Al2O3-D為直徑在1.5~1.8 mm之間的球形顆粒。
1.3 催化劑制備
將適量的氯化鈉、氯鉑酸和四氯化錫溶解于100 mL蒸餾水中配制成溶液,將10.0 g氧化鋁粉末Al2O3-A加入上述水溶液中,50 ℃連續攪拌反應3 h后。使用旋轉蒸發儀除水后得到的試樣在110 ℃下干燥8 h,再于650 ℃焙燒5 h,得到Pt-Sn-Na/Al2O3-A催化劑,記為CAT-A。CAT-A催化劑中金屬Pt的含量為0.3%(w),金屬Sn的含量為0.7%(w),金屬Na的含量為0.5%(w)。采用完全相同的方法,將氧化鋁粉末Al2O3-A更換為成型氧化鋁載體Al2O3-B,Al2O3-C,Al2O3-D,分別制備Pt-Sn-Na/Al2O3-B,Pt-Sn-Na/Al2O3-C,Pt-Sn-Na/Al2O3-D催 化 劑, 記 為CAT-B,CAT-C,CAT-D。
1.4 催化劑性能評價
將0.5 g催化劑裝入內徑為10 mm的石英管反應器中,在固定床微型反應裝置上測試催化劑的PDH性能。催化劑首先在610 ℃氫氣氣氛中還原1 h,之后切換丙烷/氫氣混合原料氣開始反應。反應條件為:反應壓力0.1 MPa,反應溫度610 ℃,原料氣中丙烷/氫氣摩爾比為1,丙烷的重時空速為3.0 h-1。
2 結果與討論
2.1 XRD表征結果
圖1為氧化鋁粉末Al2O3-A試樣的XRD譜圖。由圖1可知,該試樣的特征衍射信號主要位于衍射角 2θ=31.2°,32.9°,34.8°,36.9°,39.0°,39.7°,44.7°,47.5°,50.6°,60.0°,62.3°,64.0°,66.2°,67.3°處,與文獻中報導的θ-Al2O3的XRD譜圖相吻合[14-15]。說明在1 050 ℃焙燒擬薄水鋁石原料得到的Al2O3-A試樣為單斜晶系的θ-Al2O3。在不同溫度下處理氫氧化鋁凝膠,可得到晶相不同的氧化鋁產品[16]。如 500 ~ 750 ℃處理得到 γ-Al2O3,而900~1 100 ℃處理得到 θ-Al2O3。

圖1 Al2O3-A試樣的XRD譜圖Fig.1 XRD pattern of the Al2O3-A sample.
2.2 N2吸附-脫附表征結果
圖2為氧化鋁粉末Al2O3-A和采用不同成型方法制備得到的氧化鋁載體Al2O3-B,Al2O3-C,Al2O3-D的N2吸附-脫附等溫線及孔徑分布。對比國際純粹和應用化學聯合會對N2吸附-脫附等溫線類型的劃分,圖2中4個氧化鋁試樣的等溫線均屬于第Ⅳ種類型。Ⅳ型吸附-脫附等溫線上存在明顯的回滯環,代表試樣具有典型的介孔孔道結構。對于這4個氧化鋁試樣來說,回滯環均屬于H4型,在相對壓力接近1.0時,等溫線上均未出現吸附飽和的現象,說明無論是未經成型的氧化鋁粉末,還是采用不同方法成型的氧化鋁載體,介孔孔道結構都非常相似,主要是裂隙孔。從孔徑分布圖來看,未成型氧化鋁粉末Al2O3-A的孔徑分布范圍為10~80 nm,最可幾孔徑約為27 nm。比較而言,經過壓片方法得到的成型氧化鋁載體Al2O3-B的孔徑分布范圍整體向小尺寸方向移動,在8~80 nm,最可幾孔徑約為26 nm。壓片后氧化鋁平均孔徑變小可能是由于壓片過程中介孔孔道受到一定程度的擠壓造成的。采用擠條成型的方式處理氧化鋁粉末,會造成氧化鋁平均孔徑大幅度降低(由23.9 nm降低到11.5 nm)。另外,擠條成型的氧化鋁載體Al2O3-C還顯示出了二級孔的特征,一部分孔道分布在5~15 nm,最可幾孔徑在11 nm左右;另外一部分孔道分布在15~40 nm之間,最可幾孔徑在21 nm左右。與未成型氧化鋁粉末相比,油柱成型的氧化鋁載體Al2O3-D平均孔徑也有明顯降低(由23.7 nm降低到19.2 nm),孔徑分布在5~50 nm之間,最可幾孔徑在23 nm左右。
根據N2吸附-脫附數據計算出各個氧化鋁試樣的比表面積和孔結構參數,結果見表1。由表1可知,與氧化鋁粉末Al2O3-A相比,壓片成型后的氧化鋁載體Al2O3-B的比表面積和孔體積都稍有下降,但變化不大。油柱成型后的氧化鋁比表面積下降約8%,孔體積下降了28%。比較而言,擠條成型對氧化鋁的比表面積和孔體積影響最為明顯,比表面積下降約24%,孔體積下降了56%。顯然,成型過程對氧化鋁載體的物理結構會產生一定的影響,但影響程度取決于成型方法。壓片成型、擠條成型和油柱成型3種成型方式均會導致氧化鋁試樣比表面積下降、孔體積下降和平均孔徑下降等現象的發生。其中影響最小的是壓片成型方法,幾乎可以忽略;影響最大的是擠條成型方法,不僅大幅度降低了比表面積和孔體積,甚至還形成了二級孔道。油柱成型方法對氧化鋁物理結構的影響介于壓片成型和擠條成型之間。在油柱成型過程中,氧化鋁與稀硝酸混合形成漿液,硝酸會在一定程度上溶解氧化鋁,進而影響到氧化鋁的孔道結構,導致比表面積和孔體積下降。在擠條成型過程中,氧化鋁粉末不僅與稀硝酸混合,還添加了助擠劑田菁粉。田菁粉在后續的焙燒步驟中被空氣燒除,但是會在氧化鋁孔道以外形成新的孔道結構,這可能是擠條成型氧化鋁載體顯示出二級孔道的主要原因。另外,與油柱成型相比,擠條成型過程中試樣受到的壓力較大。因為上述原因,擠條成型過程對氧化鋁物理結構的改變最為顯著。相反,由于在壓片成型過程中沒有使用任何添加劑,所以這一成型方法對氧化鋁原有結構的改變也最小。以成型和未成型氧化鋁作為載體,制備Pt-Sn-Na/Al2O3催化劑。由表1還可知,無論是氧化鋁粉末,還是成型的氧化鋁載體,負載活性組分后得到的催化劑的比表面積、孔體積和孔徑都有輕微下降。這可能是由于催化劑制備過程中引入的活性組分進入了氧化鋁孔道中并占據了一部分空間造成的。有研究表明,活性組分和助劑的負載過程會對催化劑的物理結構產生一定程度的影響。影響程度主要取決于負載組分的含量[17]。本工作中Pt-Sn-Na/Al2O3催化劑上活性組分的負載量較小(僅為1.5%(w)),所以對氧化鋁載體結構參數的影響不顯著。比較而言,載體成型過程對氧化鋁結構的影響明顯大于活性組分負載過程。
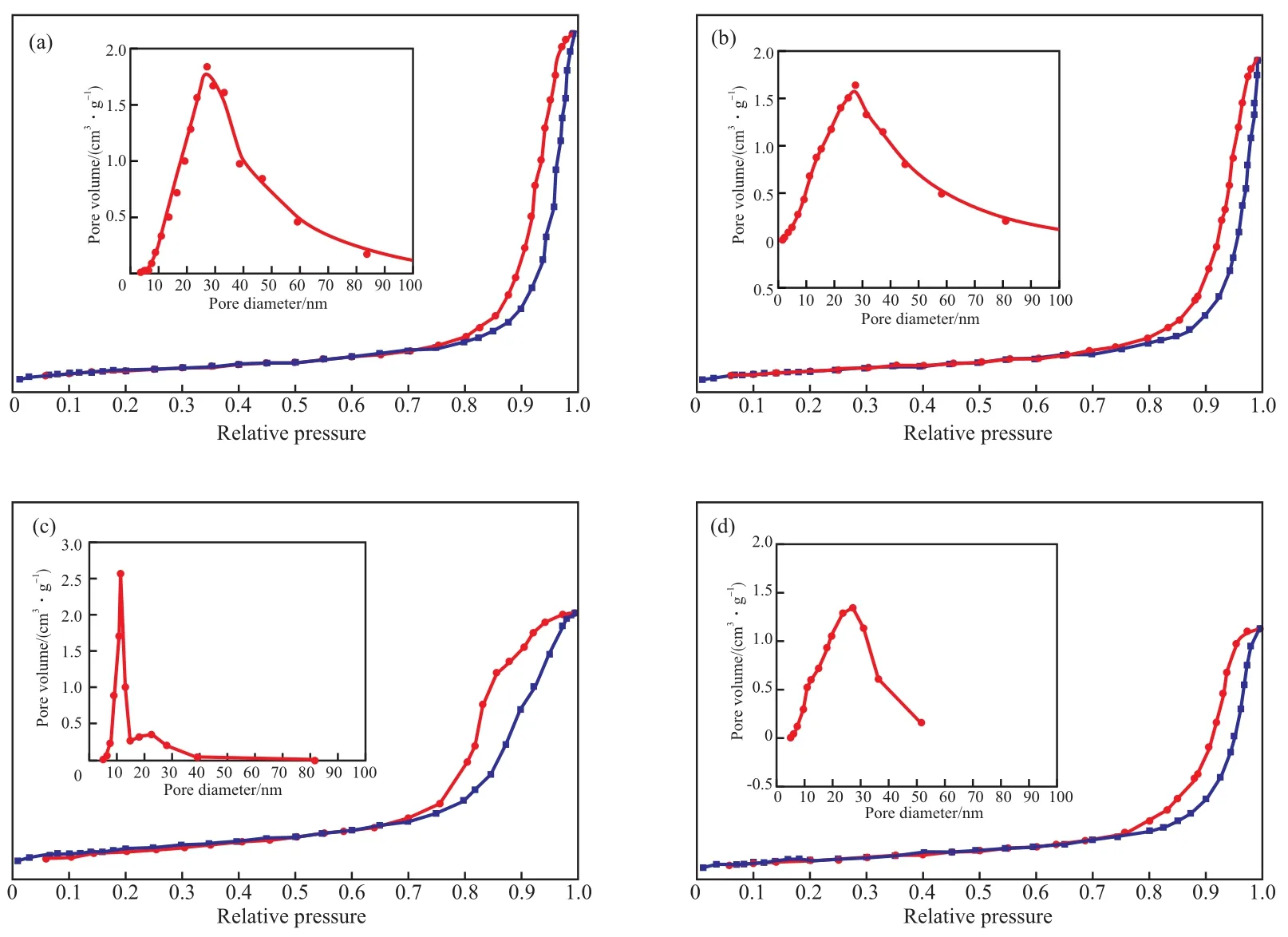
圖2 氧化鋁粉末和成型氧化鋁載體的N2吸附-脫附等溫線及孔徑分布Fig.2 N2 adsorption-desorption curves and pore size distributions of the alumina powder and molded alumina supports.

表1 氧化鋁載體和Pt-Sn-Na/Al2O3催化劑的織構性質Table 1 Textural properties of the alumina supports and Pt-Sn-Na/Al2O3 catalysts
2.3 催化劑性能評價結果
PDH反應的原料為氫氣和丙烷,主產物為丙烯,副產物主要為甲烷、乙烯和乙烷,來自丙烷裂解反應、丙烷氫解反應和乙烯加氫反應[18]。圖3對比了4個不同氧化鋁載體制備的Pt-Sn-Na/Al2O3催化劑在PDH反應中的丙烷轉化率和丙烯選擇性。由圖3可知,反應初始時期,丙烷轉化率較高,但丙烯選擇性較低;2 h后誘導期結束,反應趨于平穩。PDH反應誘導期內催化劑表面上活性中心的結構或位置發生了變化,不利于丙烯生成的部分活性組分被積碳覆蓋,從而抑制了副產物的生成,提高了主產物丙烯的選擇性[19]。
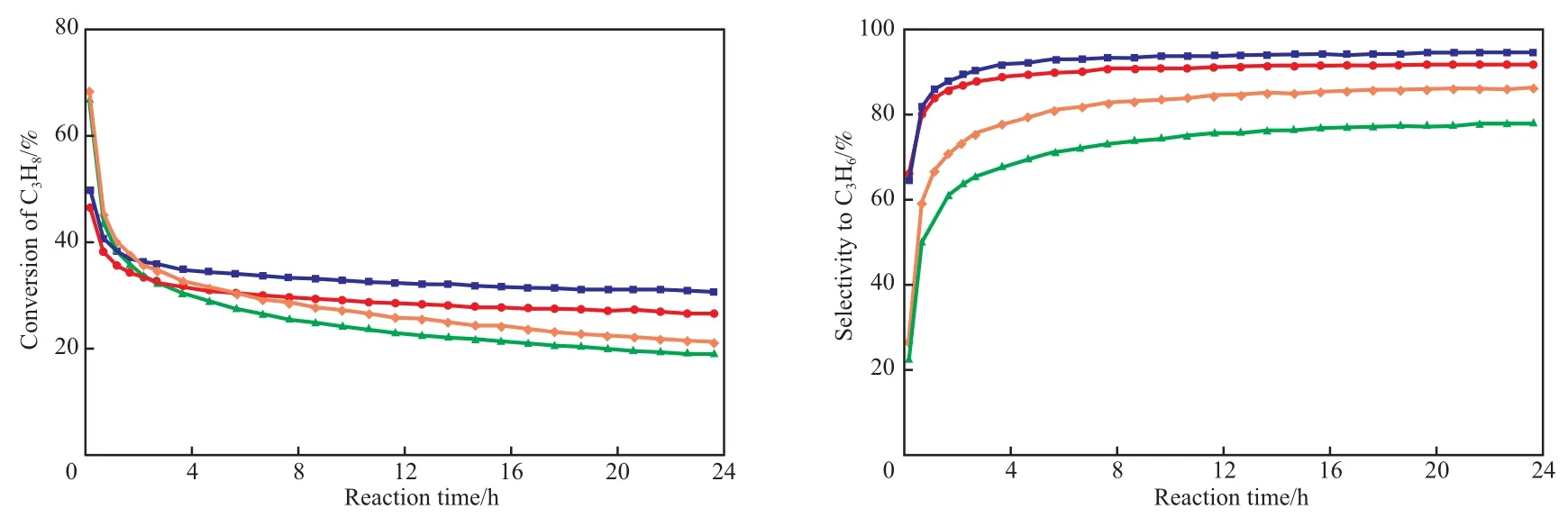
圖3 Pt-Sn-Na/Al2O3催化劑在PDH反應中的催化性能Fig.3 Catalytic performances of the Pt-Sn-Na/Al2O3 catalysts for the reaction of propane dehydrogenation to propylene(PDH).Reaction conditions:610 ℃,atmospheric pressure,n(H2)∶n(C3H8) = 1∶1,WHSV=3.0 h-1.
各催化劑在反應2~24 h之間的丙烷平均轉化率、丙烯平均選擇性和丙烯平均產率列在表2中。由表2可知,測試的4個Pt-Sn-Na/Al2O3催化劑在PDH反應中表現出來的催化性能差異非常明顯。這4個催化劑配方完全相同,催化劑制備過程完全相同,差別在于使用了不同的氧化鋁載體。可見,載體本身的特性能夠對PDH催化劑的性能產生顯著影響。使用氧化鋁粉末制備的CAT-A催化劑的丙烷平均轉化率和丙烯平均選擇性分別可達32.6%和93.5%。與CAT-A催化劑相比,以成型氧化鋁為載體制備的3個催化劑在PDH反應中的催化性能都有不同程度的下降。其中,性能最差的是CAT-C,丙烷平均轉化率僅為23.8%,丙烯平均選擇性低于75%。即使是受載體成型影響最小的CAT-B催化劑,丙烯平均產率也下降了4.3百分點。顯然,無論采用哪一種成型方法處理氧化鋁載體,都會對Pt-Sn-Na/Al2O3催化劑的脫氫反應性能產生負面影響。

表2 Pt基催化劑在PDH反應中的性能評價結果Table 2 Catalytic performances of the Pt-based catalysts for the reaction of PDH
綜上所述,成型前后氧化鋁載體的比表面積、孔體積和平均孔徑由大到小順序為:氧化鋁粉末>壓片成型氧化鋁>油柱成型氧化鋁>擠條成型氧化鋁。這4個載體制備的催化劑在PDH反應中表現出來的催化性能也依照完全相同的次序逐漸降低。說明Pt催化劑的PDH催化性能與載體的物理結構有直接關系。成型過程會導致氧化鋁結構參數發生變化,無法保持成型前粉末試樣的結構優勢,進而導致催化劑性能下降。Pt催化劑在異丁烷脫氫反應和催化重整反應中的性能與氧化鋁載體的孔道結構特性直接相關[12,20]。在PDH反應中,具有較大比表面積、孔體積和平均孔徑的催化劑試樣表現出更優的催化性能。這可能是由于比表面積、孔體積和孔徑較大的載體不僅能夠促進活性組分有效分散,還有利于原料、反應中間物種和目標產物的遷移。因此,只有在得到具有適合孔道結構的氧化鋁載體的前提下,才能得到催化性能優異的PDH催化劑。
另一方面,采用不同載體成型方法制備的Pt-Sn-Na/Al2O3催化劑在PDH反應中催化性能差異較大,不能僅歸因于載體孔結構參數的變化。載體結構特性的差異會直接影響到催化劑表面活性金屬組分的分散及活性組分與載體之間的相互作用,進而影響催化劑的催化活性、選擇性和穩定性。但是由于本工作所制備的Pt-Sn-Na/Al2O3催化劑上金屬組分的含量都非常低,一般常見的表征手段幾乎都檢測不到金屬組分的具體存在狀態,因而很難直接獲得金屬組分與載體之間相互作用的信息。本課題組曾經嘗試對4種Pt-Sn-Na/Al2O3催化劑進行H2-TPR表征,但是沒有觀察到明顯的H2消耗信號。原因可能是:1)催化劑上各類金屬的含量均不高于0.7%(w),主活性組分Pt含量不高于0.3%(w)。即使在氫氣氣氛中氧化態金屬組分發生了還原反應,信號也極其微弱,難以檢測。2)催化劑制備過程中使用的Pt前體是氯鉑酸,經一定溫度(低于550 ℃)焙燒后Pt組分以PtO形式存在。但是PtO在空氣中550 ℃即開始分解為金屬Pt和O。所以,當催化劑焙燒溫度高于550 ℃時,催化劑表面上Pt組分基本是以金屬單質狀態存在的。而實驗中,催化劑最終焙燒溫度為650 ℃。因此,在Pt-Sn-Na/Al2O3催化劑表面上,絕大多數的Pt不是以氧化態存在的,在H2-TPR表征中也不會出現與Pt相關的H2還原信號。
一般說來,在工業生產中幾乎不會使用粉末催化劑,而壓片成型方法得到的氧化鋁載體顆粒機械強度較差。因此,雖然粉末催化劑CAT-A和壓片成型催化劑CAT-B的反應性能較好,工業應用前景卻并不樂觀。擠條成型方法得到的氧化鋁載體顆粒機械強度完全符合要求,但是相對應的催化劑性能較差。比較而言,油柱成型方法得到的氧化鋁載體最有希望實現工業應用。
2.4 TG-DTG表征結果
PDH反應結束后,Pt-Sn-Na/Al2O3催化劑上沉積了一定量的積碳。對反應后的催化劑進行TG表征,發現每一個催化劑試樣的TG曲線都顯示出了明顯的重量損失(圖略)。低于300 ℃的重量損失主要由吸附水和吸附有機物的脫除造成,對高于300 ℃的TG曲線進行微分處理,得到DTG數據。表3為根據TG-DTG曲線計算出的失重溫度及對應的重量損失。由表3可知,粉末催化劑CAT-A在兩個不同的溫度區間顯示了重量損失,峰溫分別為458 ℃和509 ℃,說明在這個催化劑上存在兩類積碳物種。這兩類積碳可能結構不同,也可能落位不同,或者兼而有之。一般說來,燒碳峰溫在350~470 ℃之間的積碳物種的形成與金屬活性組分相關,積碳中的氫含量較多,主要落位于金屬顆粒周圍;而燒碳峰溫在470~550 ℃之間的積碳物種的形成則與載體表面的酸性位相關,積碳中的氫含量較少,主要落位于酸性中心周圍[19]。經過24 h的PDH反應,粉末催化劑CAT-A表面上沉積的積碳量為8.8%。其中,對應于低燒碳溫度的積碳量為6.9%,對應于高燒碳溫度的積碳量為1.9%。顯然,催化劑CAT-A上以第一類積碳為主,大多數的積碳形成與活性金屬組分有關。與催化劑CAT-A相比,催化劑CAT-B的總積碳量增加到了12.4%,第一類積碳(對應低燒碳溫度)和第二類積碳(對應高燒碳溫度)均有明顯增多。結合表2中的催化劑性能評價結果,催化劑CAT-B的丙烷轉化率低于催化劑CAT-A,但是積碳量卻高于催化劑CAT-A。這說明,氧化鋁載體經壓片成型后,會導致反應過程中催化劑上積碳沉積速度加快。由于催化劑CAT-A的載體Al2O3-A呈粉末狀態,而催化劑CAT-B的載體Al2O3-B則為壓片后破碎的顆粒。在催化劑制備過程中,粉末試樣與金屬組分前體的混合更為均勻。比較而言,催化劑CAT-A表面上金屬組分的分散程度會高于催化劑CAT-B。而第一類積碳就是沉積在金屬顆粒周圍的,這類積碳的形成與金屬分散程度和分散狀態密切相關。與催化劑CAT-A相比,催化劑CAT-B上沉積的第一類積碳更多,可能與催化劑CAT-B表面金屬組分分散較差有關。與其他催化劑不同,催化劑CAT-C上第一類積碳和第二類積碳的燒碳峰溫均向高溫方向移動,并且在DTG曲線中出現了第三個燒碳區間,峰溫為574 ℃。第三個燒碳峰對應的積碳物種與氧氣反應的溫度比其他兩類積碳物種更高,可能是由于這類積碳沉積在不易與氧氣接觸的位置[19]。參考N2吸附-脫附表征結果可知,催化劑CAT-C的平均孔徑只有10 nm左右,遠遠小于其他3個催化劑。一旦積碳物種落位于狹窄孔道縫隙處,則很難與氧氣接觸,進而導致這類積碳的燃燒溫度升高。因此,前兩類積碳物種燒碳溫度的升高和第三類積碳物種的出現均可能與載體的孔道結構有直接關系。與催化劑CAT-A相比,催化劑CAT-C上第二類積碳沉積量明顯增加,但是第一類積碳量幾乎沒有變化。這說明,采用擠條成型方法處理氧化鋁載體,會促進與酸性中心相關的積碳物種生成。雖然在催化劑CAT-C上丙烷的轉化率最低,但是反應過程中的積碳量卻最大。這個現象表明,在催化劑CAT-C的孔道中,反應原料、中間產物和目標產物的擴散都受到了阻礙。顯然,在PDH反應中,更通暢的孔道結構有利于反應的順利進行,可以有效抑制深度脫氫副反應的發生,進而抑制積碳物種的生成。在這4個催化劑中,催化劑CAT-D上沉積的積碳總量最少,其中第一類積碳的沉積量顯著減少。CAT-D催化劑上第一類積碳和第二類積碳的燒碳峰溫均向低溫方向移動,說明這個催化劑上沉積的積碳更易于脫除。對于PDH催化劑來說,反應過程中生成的積碳較少或積碳易于脫除都是催化劑實現工業應用的有利條件。
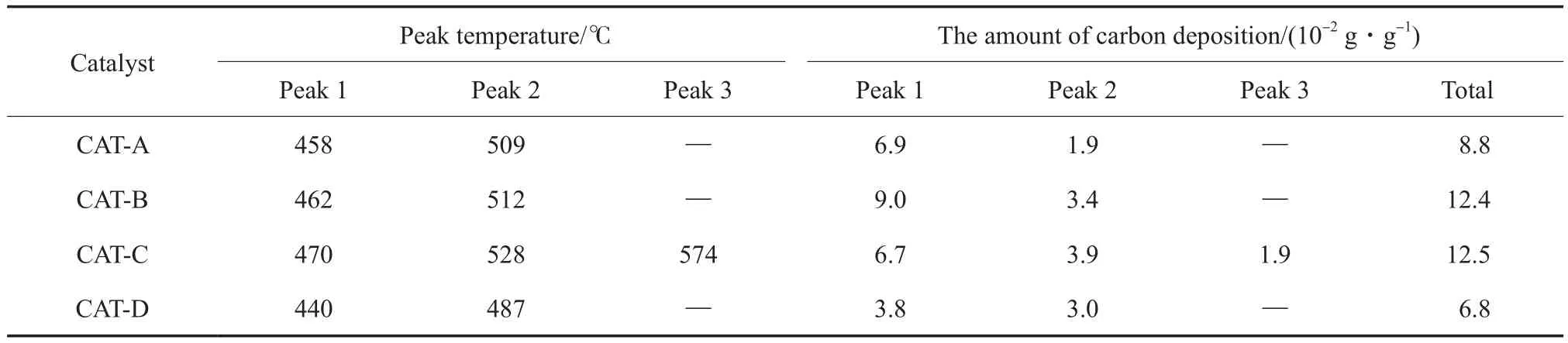
表3 反應后催化劑TG曲線解析結果Table 3 The TG results of the used catalysts
3 結論
1)擬薄水鋁石粉末經1 050 ℃焙燒可以得到θ晶相的氧化鋁。氧化鋁粉末成型過程對催化劑的物理結構有影響,但是影響程度取決于成型方法。壓片成型、擠條成型和油柱成型3種成型方式均會造成催化劑比表面積下降、孔體積變小和平均孔徑變窄。其中影響最小的是壓片成型,幾乎可以忽略;影響最大的是擠條成型,甚至形成了二級孔道。
2)活性組分負載過程會導致氧化鋁載體的比表面積、孔體積、孔徑和顆粒機械強度輕微下降。Pt-Sn-Na/Al2O3催化劑在PDH反應中的性能與物理結構有直接關系。較大的比表面積、孔徑和孔體積有利于活性組分分散,進而提高催化劑的丙烷轉化率、丙烯選擇性和穩定性,同時抑制積碳物種的生成。
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
