數(shù)控銑床實(shí)訓(xùn)操作研究淺析
2020-12-14 04:28:03王雪梅
科技風(fēng) 2020年33期
王雪梅
摘 要:數(shù)控銑床是先進(jìn)精密設(shè)備,并且操作具有一定的危險(xiǎn)性,為了讓初學(xué)者盡快掌握數(shù)控銑床的操作,保障實(shí)訓(xùn)的安全性,本文以學(xué)生實(shí)訓(xùn)時(shí)使用的KND數(shù)控銑床為例,介紹銑床的基本操作。對(duì)操作技巧進(jìn)行了介紹,對(duì)重要部分詳細(xì)分析,使初學(xué)者能盡快掌握操作步驟,保證了加工安全,提高了加工質(zhì)量和效率。
關(guān)鍵詞:工程實(shí)訓(xùn);數(shù)控銑床;操作步驟
數(shù)控銑床是先進(jìn)制造技術(shù)的產(chǎn)物,是典型的機(jī)電一體化產(chǎn)品,集機(jī)械加工、現(xiàn)代控制、傳感檢測(cè)、信息處理等技術(shù)與一體,屬于精密設(shè)備。在金工實(shí)習(xí)中,學(xué)生要掌握數(shù)控銑床的操作,除了要有扎實(shí)的理論基礎(chǔ),機(jī)床的實(shí)際操作必不可少。因此對(duì)數(shù)控銑床操作步驟、技巧進(jìn)行研究分析具有重要意義。
一、數(shù)控銑床基本原理
數(shù)控銑床是一種高精度高效率的先進(jìn)設(shè)備,加工者制訂加工工藝,選擇加工參數(shù),將編好的加工程序輸入數(shù)控裝置,伺服電機(jī)控制刀具和工件按一定的軌跡相對(duì)運(yùn)動(dòng),從而實(shí)現(xiàn)工件的切削,進(jìn)行自動(dòng)加工。
二、學(xué)生操作前必須熟知以下安全操作基本注意事項(xiàng)
(1)實(shí)訓(xùn)時(shí)穿好工作服、戴好工作帽及防護(hù)鏡,注意不允許戴手套操作機(jī)床;
(2)機(jī)床工作前要進(jìn)行預(yù)熱,檢查潤(rùn)滑系統(tǒng)是否工作正常;
(3)應(yīng)確保工件、夾具及刀具已夾持牢固,檢查各傳動(dòng)部件是否正常,確認(rèn)無故障后,才可正常使用;
(4)嚴(yán)禁隨意修改或刪除機(jī)床參數(shù)和內(nèi)部程序;
(5)嚴(yán)禁用手或者其他任何方式觸碰正在旋轉(zhuǎn)的主軸、工件或其他運(yùn)動(dòng)部位;
(6)禁止加工過程中測(cè)量、變速,更不能用毛刷清掃工件,也不能清掃機(jī)床;
(7)銑床運(yùn)轉(zhuǎn)過程中,操作者不得離開機(jī)床,發(fā)現(xiàn)異常現(xiàn)象立即停車并報(bào)告老師;
(8)實(shí)訓(xùn)結(jié)束時(shí),應(yīng)依次關(guān)掉急停、數(shù)控面板電源、機(jī)床電源。將刀具和工件從工作部位退出,清理安放好所使用的工、夾、量具,按規(guī)定保養(yǎng)、清掃機(jī)床。
三、數(shù)控銑床操作流程
零件的加工過程包括:零件圖紙的繪制和分析—確定加工工藝—編程及輸入加工程序—校驗(yàn)加工程序—零件加工操作。加工操作是在工藝分析與編程的基礎(chǔ)上進(jìn)行的,是將圖紙變成零件的重要環(huán)節(jié),實(shí)訓(xùn)中加工操作顯得尤為重要。
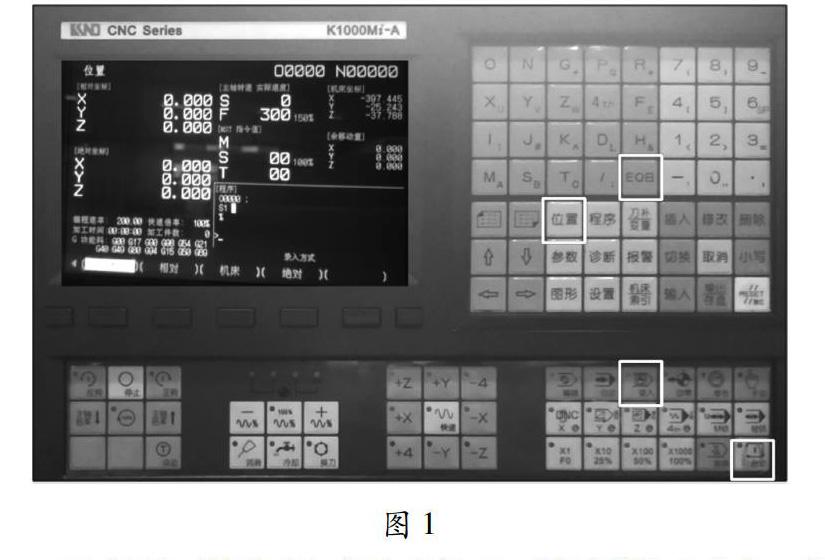
(1)開機(jī):依次打開機(jī)床總電源—面板電源—急停開關(guān)(右旋)。
(2)啟動(dòng)主軸:位置—錄入—(輸入)S1 EOB(;)啟動(dòng)
(3)回零。目的建立機(jī)床坐標(biāo)系。同時(shí)消除多次加工的累積誤差,提高加工精度。回零前先觀察機(jī)床坐標(biāo)系下X、Y、Z的值是否都小于-20,都小于-20再回零,以防超程。
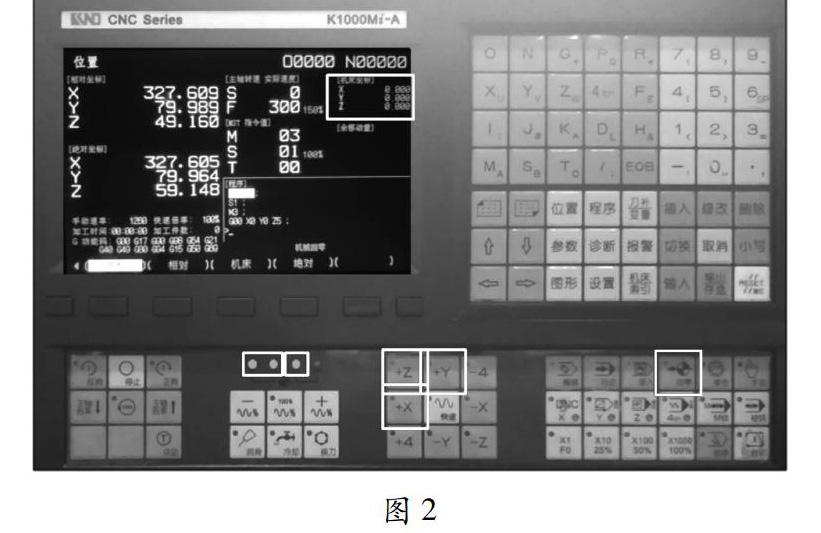
①按下“回零”鍵進(jìn)入回零模式。
②按下“+Z”,Z軸開始回零。以同樣的方法回“+X”和“+Y”。各軸回到零點(diǎn)后指示燈依次變亮。
回零成功的判斷:機(jī)床坐標(biāo)系下X=0,Y=0,Z=0,相應(yīng)的指示燈亮(見圖2)。
(4)對(duì)刀。目的建立工件坐標(biāo)系。為簡(jiǎn)化程序的編制,編程人員應(yīng)根據(jù)需要建立工件坐標(biāo)系。對(duì)刀的過程就是建立工件坐標(biāo)系的過程。對(duì)刀的準(zhǔn)確程度,將直接影響零件的加工精度。因此對(duì)刀,在整個(gè)數(shù)控加工中至關(guān)重要。KND數(shù)控銑床采用試切法對(duì)刀。工件原點(diǎn)設(shè)在工件幾何中心,實(shí)訓(xùn)時(shí)刀具使用Φ8立銑刀,材料使用Φ80尼龍棒。
對(duì)刀過程:
①使主軸旋轉(zhuǎn);
②按“手動(dòng)”鍵,進(jìn)入手動(dòng)方式。手動(dòng)操作沿X或Y軸將刀具移動(dòng)到工件的外側(cè)附近;
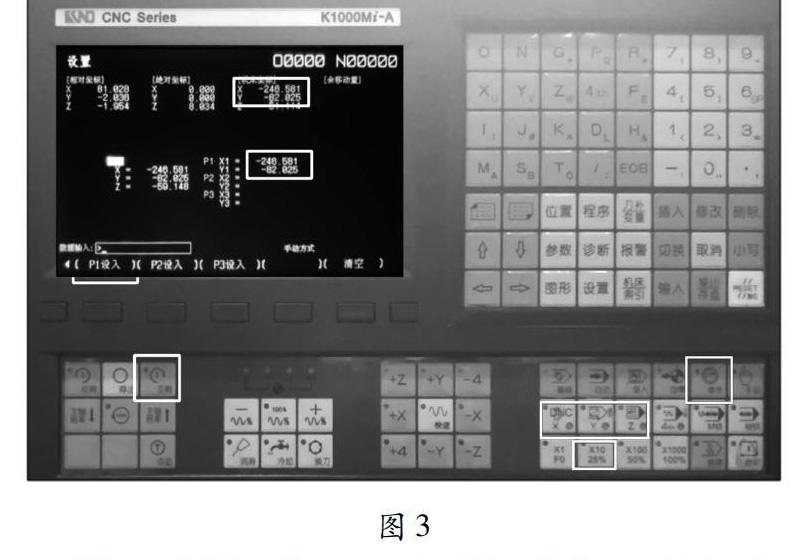
③點(diǎn)“設(shè)置”—設(shè)坐標(biāo)系進(jìn)入G54界面—點(diǎn)“圓形中心”。
先確定X0、Y0。
按“單步”鍵,進(jìn)入手輪模式。搖動(dòng)手輪在工件側(cè)面任選1個(gè)點(diǎn),使刀具輕輕接觸工件直至產(chǎn)生輕微切屑,點(diǎn)P1設(shè)入。數(shù)控系統(tǒng)自動(dòng)記錄下P1點(diǎn)X、Y坐標(biāo)值。見圖3。
同樣在工件側(cè)面另選P2、P3兩點(diǎn),使銑刀輕輕接觸工件側(cè)面直至產(chǎn)生輕微切屑。分別點(diǎn)P2、P3設(shè)入。三點(diǎn)坐標(biāo)值測(cè)出后,數(shù)控系統(tǒng)自動(dòng)計(jì)算出X0、Y0的坐標(biāo)值。見圖4。
搖動(dòng)手輪,讓銑刀與工件上表面最高點(diǎn)接觸,直至產(chǎn)生輕微切屑。把機(jī)床坐標(biāo)系下Z及數(shù)值輸入下邊方框內(nèi)并點(diǎn)“輸入”鍵,設(shè)置Z0。見圖5。
觀察此時(shí)絕對(duì)坐標(biāo)系下的Z值,如果為0,則對(duì)刀準(zhǔn)確。若不為0,需重新對(duì)刀。此時(shí)X0、Y0、Z0設(shè)置完畢,工件坐標(biāo)系建立。
(5)驗(yàn)證:目的檢驗(yàn)工件坐標(biāo)系建立的是否正確。
為提高驗(yàn)證的準(zhǔn)確性,我們?cè)谝呀⒌墓ぜ鴺?biāo)系中找一點(diǎn),例如X0 Y0 ZIO,然后通過G00快速點(diǎn)定位指令,讓銑刀由當(dāng)前位置向設(shè)定點(diǎn)移動(dòng),若銑刀實(shí)際停止位置就是設(shè)定位置,對(duì)刀就是準(zhǔn)確的。具體如下:位置—錄入—在程序號(hào)O0000;下輸入G00 X0 Y0 Z10。
然后一手放在急停按鈕上,一手按“啟動(dòng)”鍵執(zhí)行程序。
銑刀移動(dòng)的過程中注意觀察,停止移動(dòng)后,看銑刀是否停在圓心正上方10mm處。
注意:驗(yàn)證時(shí)隨時(shí)注意銑刀移動(dòng)位置,如果發(fā)現(xiàn)銑刀Z低于10mm還繼續(xù)向下移動(dòng),則對(duì)刀不正確。需馬上按下急停按鈕,避免撞刀。
(6)編程及輸入。
(7)程序模擬、自動(dòng)加工。
四、結(jié)語
為了讓保障初學(xué)者實(shí)習(xí)數(shù)控銑床的安全,能對(duì)KND數(shù)控銑床熟練掌握,本文對(duì)數(shù)控銑床加工操作流程進(jìn)行了具體分析,給出了詳細(xì)的操作步驟,這樣既能保證了實(shí)訓(xùn)的安全,又能夠讓學(xué)生盡快地熟練掌握基本操作,提高了實(shí)訓(xùn)學(xué)生的實(shí)踐操作能力。
參考文獻(xiàn):
[1]李媛.淺談數(shù)控加工技術(shù)在模具制造中的應(yīng)用[J].科學(xué)咨詢(科技管理),2014,385(08):88-89.
[2]沈建峰,于曉平,朱勤惠.數(shù)控銑工實(shí)用技巧集錦[M].北京:化學(xué)工業(yè)出版社,2009.
[3]張思弟,楊清林.數(shù)控銑床與加工中心操作工實(shí)用技術(shù)手冊(cè)[M].南京:江蘇科學(xué)技術(shù)出版社,2010.
[4]曹亞軍.數(shù)控銑床及加工中心操作與編程疑難問答[M].沈陽:遼寧科學(xué)技術(shù)出版社,2012,10.
[5]李晶茹.電氣自動(dòng)化數(shù)控車床的電氣控制設(shè)計(jì)[J].科技創(chuàng)新與應(yīng)用,2015(31):113.
[6]萬鑫.數(shù)控車床單機(jī)自動(dòng)化的問題分析[J].制造業(yè)自動(dòng)化,2012,34(17):60-62.
