壓力容器封頭焊接工藝試驗與實踐
2020-12-12 04:03:00田一宏
石油化工設備
2020年6期
田一宏,黃 斌,石 磊
(1.中國石油天然氣股份有限公司 吉林石化分公司,吉林 吉林 132001;2.中國石油天然氣股份有限公司 西南油氣田分公司,四川 成都 610051)
壓力容器在石油、化工等工業領域中應用廣泛,隨著技術的進步,各類壓力容器的規格尺寸越來越大,對壓力容器的力學性能要求也越來越高,必須不斷提升壓力容器加工制造質量才能滿足實際使用需求[1-2]。封頭的生產加工一直是壓力容器的制造重點[3-4],而封頭焊接是整個制造加工流程中的重要工序,其焊接質量會對壓力容器的服役性能產生決定性影響[5]。焊接材料及焊接工藝對材料的焊接質量影響顯著,合理選用焊接工藝和焊接材料是確保焊接質量的基礎[6]。文中以壓力容器封頭常用13MnNiMoR板材為試驗材料,研究了埋弧焊工藝條件下不同焊接材料對13MnNiMoR焊接性能的影響,并將試驗結果應用到工程實踐中,效果良好。
1 焊接工藝試驗過程
1.1 試驗用材料
選用13MnNiMoR鋼板作為試驗用材料,13MnNiMoR具有較好的力學性能、強度及韌性[7-8],同時焊接性能優良。試驗用材料尺寸 (長度×寬度×厚度)為2 800 mm×400 mm×98 mm。
采用埋弧焊工藝進行焊接試驗,分別選用H10Mn2NiMoA(H10)和 H09MnNiMoG(H09)這 2 種焊接材料進行對比分析,總計開展了4組焊接試驗,其中2組采用H10進行焊接,試樣編號分別為H10-1、H10-2;2組采用H09進行焊接,試樣編號分別為 H09-1、H09-2。
1.2 試驗方案設計
為了最大程度降低焊接過程中產生的應力、約束度以及填充量,采用窄間隙坡口對板材進行焊接,焊接板材對接示意圖見圖1。
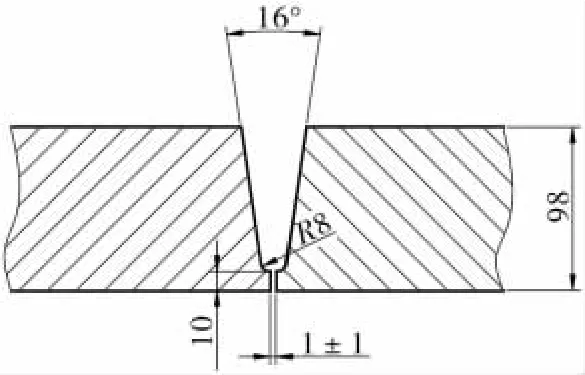
圖1 焊接板材對接示圖
登錄APP查看全文
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24