鋼帶表面質量缺陷原因分析及改進措施
2020-12-10 11:04:36范細忠何士國于斌賀亮付青才王剛
鞍鋼技術 2020年6期
范細忠,何士國,于斌,賀亮,付青才,王剛
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007)
熱軋鋼帶產品作為鋼材市場最為重要的品種之一,廣泛應用于汽車、家電、管線、造船等領域。隨著鋼鐵市場的發展,部分鋼鐵企業更多地把眼光放在追求規模和成本上,忽視了產品質量的提升。由于熱軋高溫連續化生產以及其工藝特點,在常規軋制時產品會出現表面麻點、鐵皮、周期性掛臘等表面質量問題,無法正常交貨,嚴重時甚至需要判廢處理。因此,研究鋼帶表面質量控制技術,對于提高熱軋表面質量,提升產品品質有著重要意義。
1 帶鋼表面質量缺陷
帶鋼在連續化生產過程中,由于高溫軋制控制不當,斷面溫度不均,操作控制不當等原因,生產時會出現各種帶鋼表面質量缺陷。按缺陷類型來分,有麻點缺陷、鐵皮缺陷、周期性掛臘缺陷、鉻印缺陷、劃傷缺陷、翹皮缺陷、夾雜缺陷、挫傷缺陷、飛刺缺陷、鉻痕缺陷等。考慮到夾雜、翹皮缺陷主要由板坯帶來,飛刺、挫傷、鉻痕等缺陷產生原因單一,因此,著重介紹前三種缺陷,并在后續進行原因分析和控制。
1.1 麻點缺陷
麻點缺陷在帶鋼表面上呈針點狀密集分布,嚴重時會呈片塊狀,甚至連續條狀分布,該缺陷一般產生于鋁鎮靜鋼,軋制溫度越高,軋制成品厚度規格越薄,缺陷產生幾率及程度都會明顯增加。缺陷經酸洗后,在板面可以看到明顯的密集凹坑,缺陷嚴重時,有些不能徹底被酸洗干凈,酸洗后板面可見局部黑色物質。在生產酸洗板、汽車用鋼、鍍錫板等有高表面質量要求的鋼種時,該缺陷會嚴重影響后續產品的表面質量。麻點缺陷如圖1所示。

圖1 麻點缺陷Fig.1 Pitting Defects
1.2 氧化鐵皮缺陷
氧化鐵皮缺陷在帶鋼表面上一般呈黑色或淺紅色、長條柳葉狀,長寬比一般在5∶1以上,連續或間斷分布。對于含硅量偏高的鋼種,在軋后會發現帶鋼表面有紅色鐵皮壓入,因壓入鋼帶表面相對深,在后續加工時不容易進行去除,對后續產品質量影響較大,不能直接用作原使用用途,嚴重時甚至需要判廢處理。氧化鐵皮缺陷如圖2所示。

圖2 氧化鐵皮缺陷Fig.2 Scale Defects
1.3 周期性掛蠟缺陷
周期性掛蠟缺陷在板面呈點狀或圓餅狀,相同缺陷在鋼帶上間距相等,且呈周期性分布。該缺陷比較容易在精軋機末機架帶鋼跑偏甩尾或者順折時發生,主要是工作輥粘連異物或者輥面受損造成,相同缺陷的間距基本與工作輥輥身周長相當。該缺陷通過在線表面檢測儀表或實物檢查很容易發現,缺陷程度經判定不符合產品標準時,需要及時停軋更換工作輥。在生產薄規格出現此類缺陷時,由于更換工作輥后無法直接繼續生產原規格,對生產影響比較大。鋼板表面周期性掛臘缺陷見圖3。

圖3 周期性掛臘缺陷Fig.3 Periodic Wax-hanging Defects
2 表面質量缺陷產生原因及分析
2.1 麻點缺陷
對鋼板麻點缺陷位置進行能譜分析,檢測缺陷構成元素主要是Fe和O,初步可以判定麻點缺陷屬于氧化鐵皮的一種類型。根據麻點缺陷鋼卷的統計,產生麻點缺陷的鋼種95%以上均屬于鋁鎮靜鋼,且軋制溫度越高,麻點缺陷的程度越重,但硅含量超過0.15%的鋼種基本不產生麻點缺陷。從下機工作輥輥面看,對應產生麻點缺陷的生產周期,下機工作輥輥身狀態不良,工作輥輥面有麻坑,甚至有氧化膜剝落現象發生。通過在線表面檢測儀發現,板面出現麻點缺陷時,立即對工作輥進行全部更換后,在不改變原有工藝的情況下,麻點缺陷隨之消失,但在軋制一段時間后會再次出現,由此可以判斷,麻點的產生與工作輥輥面的狀態有直接關系。工作輥氧化膜不良如圖4所示。

圖4 工作輥氧化膜不良Fig.4 Poor Oxidation Film on Work Rolls
結合上述實際生產結果及數據分析,可以判斷麻點缺陷產生的過程為:鋼帶在高溫軋制過程中表面氧化形成氧化鐵皮,在工作輥軋制時被粗糙的工作輥輥面碾碎并壓入帶鋼表面,在帶鋼表面形成麻點缺陷[1]。而在生產硅含量較高品種時,由于表面氧化鐵皮的致密結構,工作輥輥身氧化膜損傷小,氧化鐵皮被破碎反壓入帶鋼表面的幾率也大大降低,故麻點缺陷在此類鋼種發生幾率也比較低。
2.2 氧化鐵皮缺陷
根據氧化鐵皮缺陷顏色不同,分為黑色氧化鐵皮和紅色氧化鐵皮。針對黑色氧化鐵皮,根據產生原因不同,可以將氧化鐵皮缺陷大致分成三類。第一類是除鱗不盡鐵皮,主要由除鱗壓力不足、噴嘴堵塞、除鱗時序不對等原因造成;第二類是刮擦式鐵皮,主要是因板通道存在局部高點,帶鋼與這些過渡板高點刮碰造成的,這類缺陷一般發生在產品下表面;第三類是氧化膜脫落式鐵皮,主要是軋輥氧化膜形成不好,在生產過程中帶鋼表層氧化鐵皮破碎,軋輥氧化膜剝落導致鐵皮壓入帶鋼表面形成[2]。
紅色氧化鐵皮缺陷產品主要品種多為硅鎮靜鋼。從缺陷能譜檢測看,缺陷成分含硅、鐵和氧。通過查閱文獻資料[3-5],結合現場實際,分析主要是硅含量高,在加熱過程中,形成硅鐵化合物釘扎帶鋼表面,而軋線除鱗壓力有限,無法徹底除去,在后續軋制過程中壓入帶鋼表面,氧化形成紅色氧化鐵皮缺陷。
2.3 周期性掛蠟缺陷
周期性缺陷主要發生在精軋末機架軋機,由于帶鋼跑偏導致尾部甩尾,頭尾部順折,破碎的局部帶鋼粘連在工作輥上,在后續帶鋼上形成連續、間距相等的周期性凹坑,或者是帶鋼快速跑偏軋碎造成工作輥局部受損,在后續生產出的帶鋼上形成連續、間距相等的周期性凸起。
3 控制措施
3.1 麻點缺陷控制
根據麻點缺陷產生原因分析,麻點缺陷產生的兩個必要條件:一是帶鋼在進入工作輥前表面形成相對脆性的氧化鐵皮,二是工作輥輥身氧化膜不良(輥面粗糙)。為了控制麻點缺陷的產生,主要從上述兩個方面采取措施。
(1)限制精軋機入口上限溫度。在保證帶鋼終軋溫度的前提下,盡可能限制精軋機入口上限溫度,可以有效降低帶鋼在軋制過程中的表面氧化,進而降低麻點缺陷產生幾率。以低碳鋼SPHC 2.75 mm×1 250 mm為例,精軋機入口上限溫度最好控制在1 050℃以下。
(2)投入熱軋工藝潤滑。工藝潤滑的投入,不僅可以改善工作輥輥面,還可以有效控制帶鋼在機架間的高溫氧化,有效降低麻點缺陷產生。
(3)增設并充分利用輥縫冷卻水。輥縫冷卻水增設在工作輥入口,起到有效降低軋前表面溫度的目的,不僅可以減輕鐵皮產生,還對輥面改善有著較好的效果。
(4)前機架使用高速鋼材質工作輥。相對其它材質軋輥,高速鋼軋輥具有高耐磨性、輥身氧化膜致密,能大大延長工作輥使用周期,改善帶鋼表面質量。
(5)保持良好的工作輥冷卻狀態。利用檢修、換輥等停軋期間,定期對工作輥冷卻水狀態進行檢查,保證冷卻通暢。同時,定期檢測噴嘴流量,確保流量達到設計要求。
3.2 氧化鐵皮缺陷控制
針對除鱗不盡原因導致的鐵皮壓入缺陷,在生產線上可以明顯判斷,通過更換噴嘴、調整角度、優化時序等措施比較容易解決。對第二類刮擦式鐵皮缺陷,通過氧化鐵皮的形貌、大小、分布可以較容易找準產生缺陷的區域,再有針對性地采取相應措施予以解決。第三類氧化鐵皮壓入缺陷因影響因素相對較多,缺陷形貌復雜,大小不一,判斷相對困難。由于其主要因軋輥輥面狀態不好造成,所以表現出來的缺陷一般為帶鋼上表面有零星或間斷連續鐵皮缺陷,并且軋頭部缺陷較重,軋尾相對較輕,而在對應的下表面主要表現為比較嚴重的麻點缺陷。對第三類鐵皮缺陷,可以從提高軋機冷卻水通透性,改變軋機冷卻水量分布,投入工藝潤滑和使用輥縫冷卻水等措施予以解決。
針對紅色氧化鐵皮缺陷,由于出現該類缺陷的鋼種一般硅含量相對高(通常>0.15%),硅鐵形成化合物對鋼坯的釘扎作用,去除相對困難。表1為鞍鋼1580熱軋產線SPA-H紅色氧化鐵皮缺陷控制措施。經試驗,采取以下四項措施后,產品表面紅色氧化鐵皮的缺陷大大減少。

表1 鞍鋼1580熱軋產線SPA-H紅色氧化鐵皮缺陷控制措施Table 1 SPA-H Red Scale Defect Control Measures of 1580 Hot Rolling Production Line in Ansteel
3.3 周期性掛蠟缺陷控制
在生產過程中發生甩尾、順折等異常狀態后,需及時通過在線表面檢測儀表,觀測帶鋼是否存在周期性缺陷。確認缺陷存在之后,可以視情況采取如下措施:
(1)帶鋼破碎非常嚴重的,立即停軋,對工作輥進行更換。
(2)對于帶鋼破碎中等及以下程度的,屈服強度大于350 MPa的相對硬質帶鋼,根據生產統計經驗,一般為輕微鉻印缺陷(板面表現為周期性凸起狀態),可以視產品用途,后續是否需要再次平整等情況,決定是否停軋立即更換工作輥。
(3)對于帶鋼破碎中等程度的,屈服強度小于350 MPa的相對軟質帶鋼,根據生產統計經驗一般為周期性掛臘缺陷 (板面表現為周期性凹坑狀態),可以在軋制間隙,通過反復采取控制末機架工作輥壓靠至0~300 t的方式,結合后續實物檢查、產品用途等,決定是否停軋更換工作輥。
4 實施效果
根據上述措施,形成作業指導文件,在鞍鋼1580熱軋生產線運行實施。采取措施前后缺陷發生率對比見圖5,經過一年的評價,產品麻點鐵皮質量缺陷發生率降幅80%,周期性質量缺陷發生率降幅77%,鋼帶表面質量總缺陷發生率在0.2%以下,產品品質得到較大改善。產品經下游冷軋客戶使用評價,一致反映帶鋼表面質量缺陷非常少,產品質量穩定。
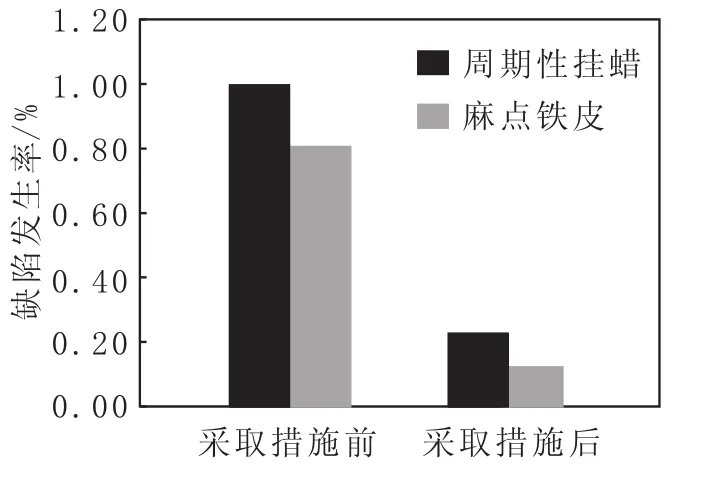
圖5 采取措施前后缺陷發生率對比Fig.5 Comparison of Defect Rates before and after Taking Measures
5 結論
在熱軋連續化生產過程中,采取適當措施,可以有效控制并消除生產時常出現的麻點、氧化鐵皮、周期性缺陷,提升熱軋帶鋼的產品品質。
(1)采取限制帶鋼進精軋機入口上限溫度,增設并充分利用輥縫冷卻水,投入工藝潤滑等措施,可以大大減少甚至可以消除麻點缺陷的產生。
(2)采取區分氧化鐵皮形貌,定期實施除鱗打擊試驗,更換噴嘴,保護軋輥氧化膜,調整空燃比,以及優化除鱗道次等方式,可以大大減少氧化鐵皮缺陷的發生。
(3)根據帶鋼跑偏程度,結合材質硬度,采取無鋼工作輥壓靠的方式,可以減少掛臘缺陷的發生,結合管理措施,可以降低周期性缺陷發生幾率。
(4)通過帶鋼表面質量缺陷改善對策的實施,產品麻點鐵皮質量缺陷發生率降幅80%,周期性質量缺陷發生率降幅77%,鋼帶表面質量缺陷發生率可以控制在0.2%以下。
