ZM5鎂合金砂型低壓鑄造澆注系統(tǒng)工藝研究
2020-11-23 07:32:54令狐喜歡
機電信息 2020年29期
令狐喜歡
摘要:某零件材質(zhì)為ZM5鎂合金,砂型鑄造工藝和結(jié)構(gòu)較為復(fù)雜,在不允許浸滲的前提下要增加氣壓試驗,利用ProCAST有限元軟件的數(shù)值理論模擬,預(yù)判出可能存在的缺陷,在澆注工藝參數(shù)不變的前提下,通過優(yōu)化澆注系統(tǒng)從理論上消除鑄造缺陷,為后續(xù)設(shè)計ZM5鎂合金砂型鑄造工藝提供了成型依據(jù)。
關(guān)鍵詞:ZM5鎂合金;砂型鑄造;低壓鑄造;澆注系統(tǒng);ProCAST
0 引言
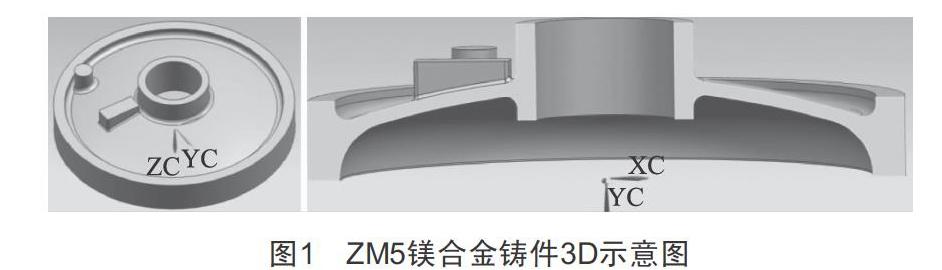
鎂合金憑借其低密度、較高的比剛度被公認為輕型環(huán)保金屬材料,但由于鎂合金凝固區(qū)間較寬,在鑄造過程中容易形成縮松、縮孔、熱裂等缺陷,限制了其在工業(yè)領(lǐng)域的發(fā)展。本文介紹的鑄件形狀如圖1所示,材料為ZMgAl8Zn,代號ZM5;零件結(jié)構(gòu)厚薄變化落差近38 mm,中間為一帶孔圓臺,帶孔圓臺與圓弧面部分交接處呈“T”形,存在熱節(jié),屬于鑄造多熱節(jié)零件;射線探傷在厚薄過渡處不易查看缺陷,故最終零件要求進行1.0 MPa氣壓試驗,且不允許采用浸滲工藝。以上技術(shù)要求對于鎂合金鑄件來說較為苛刻。
結(jié)合實際生產(chǎn)條件,本文擬采用砂型低壓鑄造工藝生產(chǎn)該鑄件。由于澆注工藝參數(shù)已經(jīng)較為成熟,本文主要針對鎂合金砂型低壓鑄造的澆注系統(tǒng)進行研究,確保鑄件符合各項技術(shù)要求。
1 澆注系統(tǒng)理論分析
從理論上分析鑄件圖可知,由于尺寸問題,澆注系統(tǒng)無法布置在中間部位,本文擬采用豎澆道與外縫隙澆道的形式將澆注系統(tǒng)布置在鑄件外圍,同時考慮到生產(chǎn)效率等,采用串澆方式,ProCAST有限元軟件模擬情況如下:
1.1? ? 理論四澆道澆注系統(tǒng)模擬
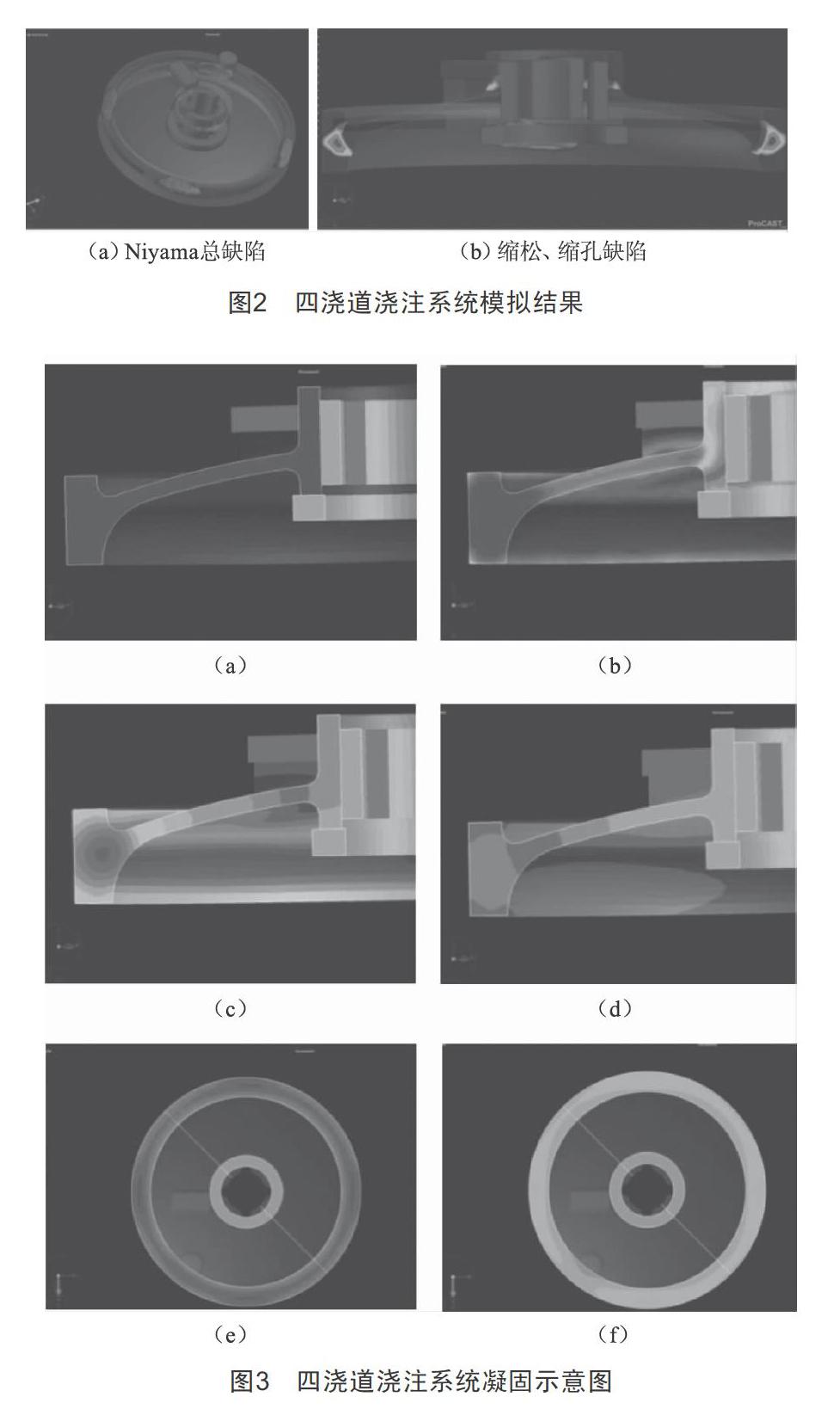
根據(jù)理論分析,預(yù)先布置四澆道,冷鐵根據(jù)計算如圖2(a)所示,模擬模型及結(jié)果如圖2所示:
(1)輸入材料成分,計算出的ZM5鎂合金材料的固相線溫度為421 ℃,液相線溫度為602 ℃,相差181 ℃,屬寬結(jié)晶溫度范圍合金,鑄件易產(chǎn)生縮松、縮孔、熱裂等缺陷。
(2)Niyama總?cè)毕蒿@示:鑄件邊緣厚薄交接處、兩根縫隙澆道中間、中間盲孔上部容易產(chǎn)生縮松、縮孔缺陷。
(3)從圖2(b)缺陷可以看出,缺陷已經(jīng)貫穿整個產(chǎn)品,可能導(dǎo)致打壓泄漏。
對四澆道的凝固過程進行分析,四澆道澆注系統(tǒng)凝固示意圖如圖3所示。圖3(a)為金屬液充型完畢,隨著凝固繼續(xù),接觸模具的表面冷卻較快,在外邊緣地方開始凝固,如圖3(b)、圖3(c)、圖3(d)所示,外圈由于僅有四根澆道,無補縮部位,導(dǎo)致在外緣中間部位形成孤立的熱點,從圖3(e)橫向解剖可以看出,澆道中間部位仍在橫向補縮,但補縮距離較遠,較大概率會產(chǎn)生縮松、縮孔缺陷,故補縮距離較遠是導(dǎo)致圖2所示缺陷產(chǎn)生的原因。
1.2? ? 理論六澆道澆注系統(tǒng)模擬
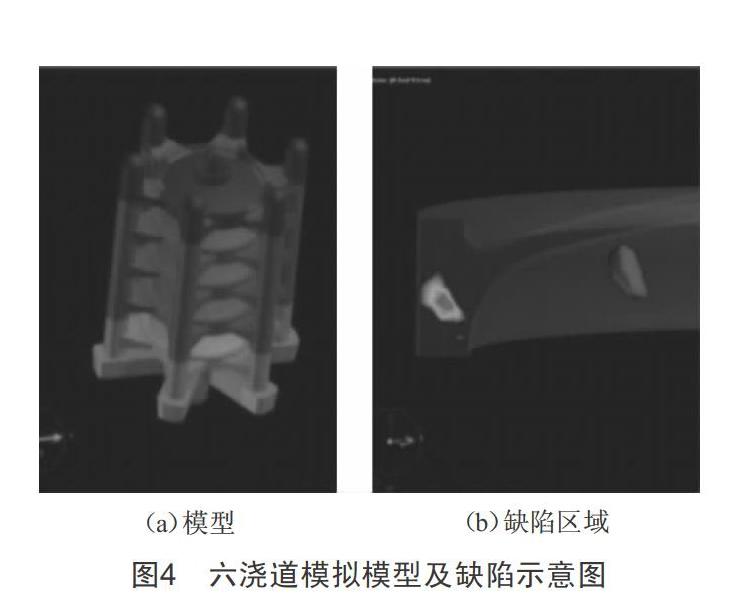
根據(jù)1.1節(jié)的分析,重點要解決補縮距離較遠以及中間冷鐵放置不當(dāng)?shù)膯栴},結(jié)合鑄件形狀尺寸,外圍能夠布置的澆道最多是六澆道(否則砂型強度不足以支撐),故將澆注系統(tǒng)更改為六澆道,理論模擬模型及缺陷示意圖如圖4所示。
六澆道模擬結(jié)果顯示,在泄漏部位的缺陷與圖2對比有了明顯減小,未發(fā)生缺陷貫穿產(chǎn)品的情況,但缺陷面積仍較大,機械加工無法將其去除。六澆道澆注系統(tǒng)凝固示意圖如圖5所示,六根澆道中間的區(qū)域仍然出現(xiàn)了孤立的區(qū)域,僅能通過橫向進行補縮,縱向無法進行補縮。由于鎂合金凝固區(qū)間寬,較大概率會發(fā)生補縮不及時現(xiàn)象而導(dǎo)致缺陷的產(chǎn)生。
1.3? ? 理論六澆道加“花瓣”狀縫隙澆道澆注系統(tǒng)模擬
通過1.1、1.2節(jié)的分析可知,澆注系統(tǒng)的更改可以有效縮短補縮距離,若要將鑄件內(nèi)部缺陷引至澆道中,仍需增加澆道,但鑄件尺寸受限,故理論上在六澆道基礎(chǔ)上將縫隙澆道連通,形成“花瓣”狀縫隙澆道,可以有效縮短補縮距離,同時將缺陷留至縫隙澆道。六澆道加“花瓣”狀縫隙澆道模型及缺陷示意圖如圖6所示,從圖6(b)、圖6(c)可以看出,該缺陷相比原來的四澆道和單純六澆道鑄造都有了明顯的減小,雖仍未完全消除,但缺陷距離鑄件外緣3 mm,后續(xù)可通過機械加工去除該缺陷,由此可知,六澆道加“花瓣”狀縫隙澆道的澆注系統(tǒng)理論上可以去除原縮松、縮孔、熱裂缺陷。
六澆道及“花瓣”狀縫隙澆道凝固示意圖如圖7所示,從圖7(a)至圖7(e)可以看出,隨著凝固的進行,未出現(xiàn)孤立的熱節(jié),這是由于“花瓣”狀縫隙澆道使得縱向的補縮永遠存在,補縮距離也得到了縮短,縱向、橫向均可以得到補縮,使得出現(xiàn)缺陷的概率得以減小甚至消除。
因此,在六澆道基礎(chǔ)上設(shè)計“花瓣”狀縫隙澆道,理論上可以有效避免縮松、縮孔、熱裂缺陷的產(chǎn)生。
2 實際生產(chǎn)驗證
為了驗證上述理論分析的正確性,本文設(shè)計了兩套工裝,不同澆注系統(tǒng)模具示意圖如圖8所示,分別利用四澆道澆注系統(tǒng)模具和六澆道加“花瓣”狀縫隙澆道澆注系統(tǒng)模具批量生產(chǎn)產(chǎn)品,并對生產(chǎn)的產(chǎn)品按照引言中的技術(shù)難點進行檢驗。
(1)利用四澆道澆注系統(tǒng)生產(chǎn)的若干件鑄件,經(jīng)過探傷合格后打壓,打壓合格率約為47%,泄漏部位示意圖如圖9所示,由此可以證明ProCAST模擬的結(jié)果與實際相符。
(2)利用六澆道加“花瓣”狀縫隙澆道澆注系統(tǒng)所生產(chǎn)的若干件鑄件,經(jīng)過探傷合格后打壓,打壓合格率為100%,再次可以證明ProCAST模擬的結(jié)果與實際相符。
3 結(jié)語
(1)ProCAST有限元模擬軟件可以有效預(yù)判ZM5鎂合金鑄造工藝的合理性,縮短設(shè)計、研發(fā)周期。
(2)ZM5鎂合金凝固區(qū)間溫度約為181 ℃,凝固區(qū)間過寬不利于鑄造補縮以及順序凝固,尤其是對于砂型低壓鑄造且產(chǎn)品不允許浸滲的前提下,最終導(dǎo)致產(chǎn)品出現(xiàn)縮松、縮孔、熱裂等缺陷,進而產(chǎn)生打壓泄漏問題。
(3)在ZM5鎂合金澆注工藝參數(shù)一定的前提下,通過優(yōu)化設(shè)計澆注系統(tǒng)可以有效避免產(chǎn)品最終產(chǎn)生縮松、縮孔、熱裂等缺陷。本文介紹的鑄件通過六澆道及“花瓣”狀縫隙澆道的澆注,可以有效縮短鑄件凝固過程中的補縮距離,避免產(chǎn)生縮松、縮孔缺陷,通過砂型低壓鑄造使產(chǎn)品打壓合格率大幅提升,滿足產(chǎn)品設(shè)計、使用要求。
[參考文獻]
[1] 熊守美.鑄造過程模擬仿真技術(shù)[M].北京:機械工業(yè)出版社,2004.
[2] 劉正.鎂合金鑄造成型最新研究進展[J].中國材料進展,2011,30(2):10-15.
[3] 王狂飛,周志杰,王有超,等.鑄造鎂合金ZM6砂型鑄造工藝研究[J].熱加工工藝,2011,40(19):39-40.
