航天器閥體密封結(jié)構(gòu)加工及質(zhì)量控制方法
2020-11-20 02:33:30解宏梅楊建鋒倪娜
裝備維修技術(shù) 2020年6期
關(guān)鍵詞:精密加工
解宏梅 楊建鋒 倪娜
摘 ?要 ?閥體是各類閥門產(chǎn)品的的關(guān)鍵零件之一,星上用閥門由于氣密性特性的要求,其密封結(jié)構(gòu)復(fù)雜、尺寸精度、形位公差及產(chǎn)品表面光潔度的要求很高,制造、檢測(cè)難度較大,產(chǎn)品生產(chǎn)效率低,無法滿足小批量、快速交付的要求。本為通過典型閥體密封結(jié)構(gòu)的加工、檢測(cè)工藝技術(shù)研究,解決了閥體密封結(jié)構(gòu)加工、檢驗(yàn)工藝瓶頸,提高了產(chǎn)品研制效率,產(chǎn)品質(zhì)量穩(wěn)定。
關(guān)鍵詞 ?減壓閥;閥體;精密加工;小孔。
引言
由于閥體氣密性特性的要求,閥體密封結(jié)構(gòu)通常為微小圓弧曲線形狀,其結(jié)構(gòu)尺寸小、形狀復(fù)雜,尺寸精度、形位公差及產(chǎn)品表面光潔度的要求很高,利用通用的加工工藝及檢測(cè)方法,存在生產(chǎn)效率低,成品率低,精度一致性差等諸多問題,難以保證產(chǎn)品質(zhì)量的穩(wěn)定性,更無法滿足產(chǎn)品批量生產(chǎn)的要求。
1 加工工藝性分析
從圖1可以看出,此類結(jié)構(gòu)有以下特點(diǎn):
(1) 結(jié)構(gòu)尺寸小,剖面一般為曲線結(jié)構(gòu);
(2) 結(jié)構(gòu)特殊,常規(guī)刀具無法進(jìn)行加工;
(3) 常規(guī)的檢測(cè)工具、方法無法對(duì)此類結(jié)構(gòu)尺寸、型面進(jìn)行檢測(cè);
(4) 結(jié)構(gòu)表面粗糙度要求較高,基本上介于Ra0.8-Ra0.2之間。
2 加工方法
2.1 傳統(tǒng)加工方法
對(duì)于此類密封結(jié)構(gòu),傳統(tǒng)的加工方式多以采用成型刀進(jìn)行加工,即按照密封結(jié)構(gòu)形狀,制作仿形刀具進(jìn)行加工。
此類方法最大的缺點(diǎn)是密封結(jié)構(gòu)的型面精度完全依靠刀刃部位圓弧型面精度進(jìn)行保證,這對(duì)仿形刀具的制作、維護(hù)及返修提出了很高的要求,通常使用慢走絲加工刀刃外形后還需要很高技能水平的技能人員進(jìn)行圓弧結(jié)構(gòu)刀具的刃磨(以提高加工零件的表面粗糙度),完全依靠工人經(jīng)驗(yàn),刀具圓弧手工刃磨一致性難以保證,使用這種刀具加工的產(chǎn)品,其質(zhì)量穩(wěn)定性、加工效率和經(jīng)濟(jì)性都很差,無法滿足批量生產(chǎn)的要求。同時(shí),運(yùn)用此類刀具進(jìn)行加工,密封結(jié)構(gòu)圓弧處的表面粗糙度一般很難達(dá)到Ra1.6,這給后期密封口的拋光帶來很大困難,由于粗糙度不足而產(chǎn)生的報(bào)廢率居高不下(20%)。
2.2 改進(jìn)后的加工方法
通過大量產(chǎn)品試驗(yàn),目前我們采用改造刀具參數(shù),閥體密封結(jié)構(gòu)曲線通過數(shù)控程序加工成型的方法,此方法最大的優(yōu)點(diǎn)在于用數(shù)控插補(bǔ)替代仿形刀具來保證產(chǎn)品型面精度,同時(shí)減少了刀具制作、降低成本。
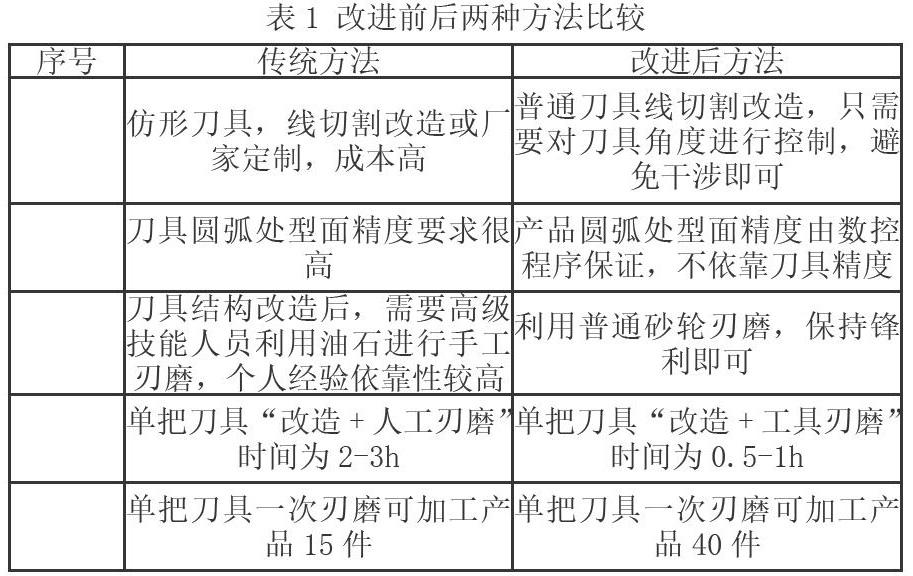
2.2.1 兩種方法比較
2.2.2 刀具的選擇及參數(shù)改造
A. 刀具結(jié)構(gòu)改造
刀具選擇普通硬質(zhì)合金車刀,根據(jù)密封結(jié)構(gòu)特點(diǎn),線切割改造刀具結(jié)構(gòu)+金剛石砂輪精密刀刃,獲得較高的刀刃表面粗糙度,可大幅提高工件表面粗糙度,這種方法,刀具改造效率高,刃磨不需要很高的技能水平,可操作性強(qiáng)。
B. 刀具參數(shù)
密封圓弧對(duì)圓弧曲線形狀、飽滿度、表面粗糙度要求很高,這就要求圓弧處一次走刀加工完成,而圖2結(jié)構(gòu)中的密封圓弧中間φ1.2小孔制約了刀具的的進(jìn)給量,通過計(jì)算,我們將刀具副偏角、副后角改造為45°,這樣理論上刀尖可深入小孔0.5mm,完全滿足圓弧與內(nèi)孔的過度,同時(shí),為了保證刀尖強(qiáng)度,采用零度前角,很好的解決了此結(jié)構(gòu)的加工;圖2結(jié)構(gòu)中的密封圓弧,通過計(jì)算,將刀具刀尖角改造為12°,這樣理論上可以一次連續(xù)走刀完成整個(gè)圓弧的加工,避免刀具與圓弧的干涉。
經(jīng)過以上改造,實(shí)現(xiàn)了一次走刀完成密封圓弧的加工,既保證了圓弧曲線形狀、飽滿度,又避免了多次走刀留下的接刀痕。
C. 加工參數(shù)
由于刀具改造后,采用了較大的車刀角度,在切削過程中要采用小吃刀量(一般選擇0.1mm以內(nèi))、小走刀量的工藝參數(shù)(一般選擇2000r/min以內(nèi))。
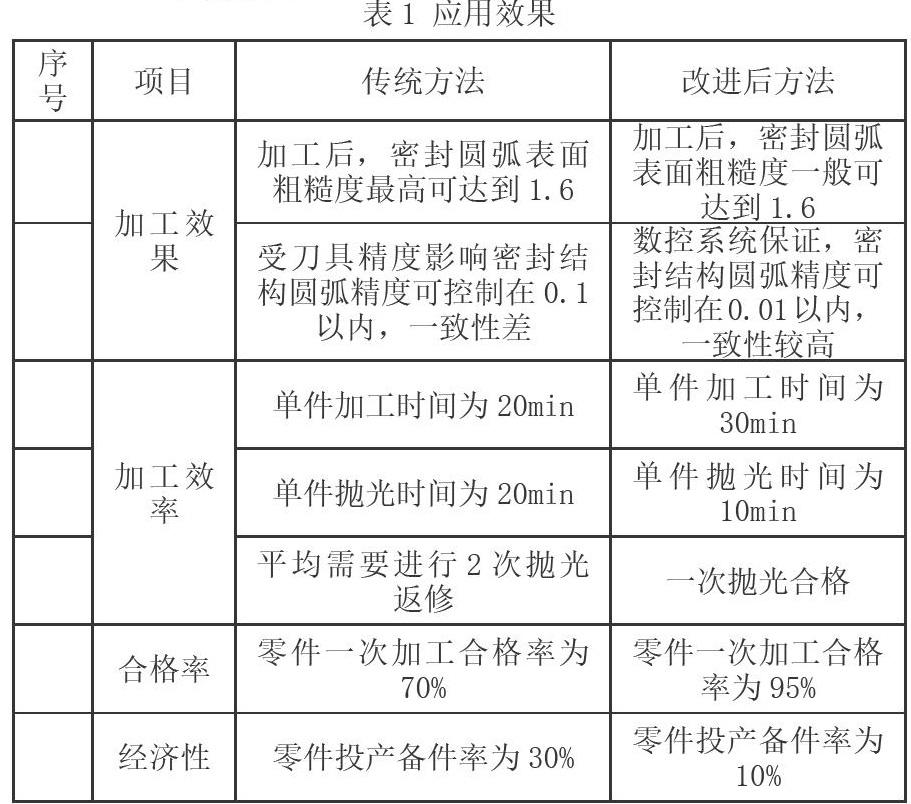
2.2.3 應(yīng)用效果
3 產(chǎn)品檢測(cè)方法
閥體密封結(jié)構(gòu)的精度直接影響閥的密封性,也決定了閥體是否合格。由于結(jié)構(gòu)的小型化,密封結(jié)構(gòu)的形狀、位置及表面質(zhì)量檢測(cè)難度很大。
目前,我們所接觸的大部分閥體,密封結(jié)構(gòu)都能夠直接觀察到,因此,可以采用普遍使用的樣板對(duì)比法檢測(cè)其表面粗糙度(顯微鏡下檢測(cè)),而對(duì)于深孔內(nèi)部的密封結(jié)構(gòu),一般采用深孔內(nèi)窺鏡進(jìn)行檢測(cè)。
對(duì)于其形狀、位置的檢測(cè)具有較大的難度,無法利用常規(guī)的檢測(cè)手段完成。目前采用的方法是:正式加工前進(jìn)行工藝件的加工試驗(yàn),三處密封結(jié)構(gòu)加工完成后將工藝件利用慢走絲分中剖切,在萬能工具顯微鏡下取點(diǎn)檢測(cè)其位置及形狀尺寸精度,檢測(cè)合格后,利用其確定的工藝參數(shù)及刀具,同時(shí)固定設(shè)備、人員,加工同批次閥體的密封結(jié)構(gòu),同時(shí),對(duì)閥體首件及末件產(chǎn)品進(jìn)行剖切檢測(cè),以保證產(chǎn)品質(zhì)量。
結(jié)束語
通過上述加工和檢測(cè)方法,閥體的加工精度、表面質(zhì)量、加工效率及經(jīng)濟(jì)性得到了大幅提高,從加工及檢測(cè)結(jié)果反映出,此工藝方法、裝卡、檢測(cè)方式正確,由于其刀具的通用化,降低了加工者的技能水平要求,為產(chǎn)品的批量化生產(chǎn)提供了有力保障。
參考文獻(xiàn)
[1] 崔致和.復(fù)雜閥體結(jié)構(gòu)密封座表面質(zhì)量的檢測(cè).航天制造技術(shù). 2010年12月. 第6期:61-63.
[2] 楊彥東.閥體的加工工藝分析.湖南農(nóng)機(jī). 2013年05月. 第5期:144-145.
[3] 韓玉梅.閥孔的加工工藝.一重技術(shù). 2004年04月. 第3期:3-8.
作者簡介
解宏梅,女,1970年,高級(jí)工程師,畢業(yè)于中北大學(xué),計(jì)算機(jī)科學(xué)與技術(shù),目前從事產(chǎn)品保證工作。
猜你喜歡
山東工業(yè)技術(shù)(2017年14期)2017-07-18 16:40:10
科技創(chuàng)新與應(yīng)用(2017年17期)2017-06-16 15:28:26
科學(xué)與財(cái)富(2017年15期)2017-06-03 19:02:23
祖國(2017年3期)2017-03-16 19:33:39
山東工業(yè)技術(shù)(2017年1期)2017-01-24 23:33:00
山東工業(yè)技術(shù)(2016年19期)2016-10-29 16:11:02
科教導(dǎo)刊·電子版(2016年8期)2016-06-27 19:02:50
企業(yè)導(dǎo)報(bào)(2016年9期)2016-05-26 22:18:57
中國科技博覽(2016年5期)2016-04-23 11:42:34
中小企業(yè)管理與科技·中旬刊(2016年2期)2016-03-18 01:27:26
