耐高溫熔融金屬侵蝕熱噴涂涂層的研究
2020-11-16 01:39:16曹彬,王倩
寶鋼技術 2020年5期
曹 彬,王 倩
(寶武裝備智能科技有限公司,上海 201900)
隨著熱浸鍍技術的發展,熱鍍高鋁層(包括高鋁硅、高鋁鋅、純鋁等)已成為國內外鍍鋅技術發展的一個重要方向。熱鍍高鋁合金鍍層鋼板具有優異的耐熱性能、抗腐蝕性能、耐高溫氧化性、高的熱反射率、軟磁性等性能[1-4],更適用于工況惡劣的場合環境,鍍高鋁鋼板有巨大的市場潛力。
在熱浸鍍進行鋼鐵鍍層制備的過程中,鋅鍋內關鍵部件沉沒輥、穩定輥長期浸泡在熔融的合金液中,既受到帶鋼轉動的摩擦磨損,又受到高溫熔融液的腐蝕作用。原普通熱鍍純鋅沉沒輥輥面一般制備WC-Co、WC-Co-Cr、Fe-Al等熱噴涂涂層進行表面強化處理,但熔融的高鋁液溫度高達近700 ℃,比普通的熱鍍純鋅溫度高出200 K,具有更強的腐蝕性,傳統的熱噴涂涂層已經不能有效抵御熔融高鋁液的侵蝕,沉沒輥使用壽命會大大降低,更換或修復頻次高,極大影響了高鋁產線的生產。
本文匯總分析了現有耐高溫熔融金屬侵蝕的熱噴涂涂層技術特性,并在此基礎上研究開發了新型復合梯度陶瓷涂層。采用等離子噴涂技術制備復合梯度陶瓷(ZrO2-Y2O3/ZrO2-A12O3)涂層,并與其他耐高溫熔融金屬侵蝕涂層進行性能對比分析。
1 現有耐高溫熔融金屬侵蝕熱噴涂涂層技術特性分析
1.1 金屬合金涂層
熱噴涂金屬合金涂層中FeAl合金涂層具有良好的耐鋅液腐蝕性能,采用超音速火焰噴涂或爆炸噴涂,制備的Fe-Al合金涂層在熔融鋅液中,Al與Fe的原子親合勢大于Zn與Fe的原子親合勢,即Zn、Al與Fe反應時,Fe、Al優先反應,生成穩定的Fe-Al化合物,Zn進入Fe-Al金屬間化合物很緩慢,從而Fe-Al涂層不易被腐蝕,具有良好的耐熔融鋅液腐蝕性能[5]。鎳基耐熔鋅腐蝕Ni-Co-Cr-W-Mo-Ti-B系合金涂層及Co-Cr-Ni-W-Fe-Si-B系合金保護層,這種耐熔鋅腐蝕合金涂層具有高硬度、高機械強度,與基體結合良好,有一定的耐熔融鋅腐蝕性;金屬間化合物Ti-Al-Nb合金在鋅液中表現出良好的耐腐蝕性[6]。但這些金屬合金涂層主要成分為合金相,長期浸在鋅液中仍會被腐蝕,尤其是在熔融高鋁液中,溫度更高、腐蝕性更強,無法滿足工況要求,不適用于實際生產。
1.2 金屬陶瓷涂層
普通熱鍍鋅鍋沉沒輥用熱噴涂涂層最為廣泛的為低碳WC-Co涂層,該涂層致密,具有較高的硬度和耐磨性,粉末中低碳含量,使Co與W、C形成η-Cox(WC)y相,替代Co黏結相,η相雖然為脆性相,但該相具有良好的耐腐蝕性能。在低鋁含量鋅液中,少量Al在熔融鋅中沿涂層裂紋生成CoAl相阻止了Zn向涂層內部擴散,在普通熱鍍鋅液中表現良好的耐蝕性[7]。WC-Co涂層的使用溫度一般低于500 ℃,對于含高鋁熔融液,其溫度超過600 ℃,WC-Co分解而不能適用。
MoB-CoCr陶瓷涂層具有良好的耐熱性能,硼化物與鋅/鋅鋁液的浸潤性差,可用于熔融鋅/鋅鋁液中。但在鋅/鋅鋁液存在較強的冷熱沖擊,要求涂層具有良好的抗熱震性能。硼化物金屬陶瓷涂層(8.6~9.5)×10-6/K)的膨脹系數遠低于316L鋼基體(18.5×10-6/K),在使用過程中,MoB-CoCr陶瓷涂層由于熱震易產生顯微裂紋,熔融鋅/鋅鋁液逐漸滲入,甚至生成貫穿涂層的裂紋,熔融液通過裂紋滲透到基體表面,導致基體腐蝕,從而涂層剝落失效[8]。
三元硼化物陶瓷涂層[9],將鉬粉、硼鐵粉末、B粉、Cr粉按一定比例混合制備一種三元硼化物陶瓷熱噴涂粉末,采用超音速噴涂工藝制備的涂層力學性能與MoB-CoCr涂層相近,在高鋁液中侵蝕兩周后涂層沒有出現明顯的腐蝕,尚處于試驗階段,未有應用實例。
1.3 氧化物陶瓷涂層
陶瓷材料具有高的熔點以及高溫穩定性,剛度好、硬度高、耐磨性能好[10],熱噴涂陶瓷涂層在鋅液和鋁液環境下具有良好的抗腐蝕性能,同時具備較高的耐磨性能。等離子噴涂Al2O3陶瓷涂層,熔融鋅液與Al2O3涂層不發生機械潤濕,但經過長時間高溫熱浸,熔融鋅液與涂層界面處發生反應,產生冶金結合,形成鋅鋁氧化合物,黏附在輥面。隨著時間的增長,化合物逐漸脫落,涂層減薄,最終失效。而且單一氧化鋁涂層的致密度及與基體間的結合強度較低,也是影響涂層耐熔融液的關鍵因素[11]。
采用等離子噴涂制備氧化釔穩定二氧化鋯(YSZ)涂層,該涂層具有優異的耐鋁液腐蝕性能,研究表明,經144 h×700 ℃靜態鋁液浸沒試驗后腐蝕量基本為零。為避免YSZ涂層在應用中因裂紋出現而導致提前失效,在基體與YSZ涂層之間應附加中間黏附層,以減小涂層中的熱應力,但其耐磨性稍差,不能用于長期受力磨損沉沒輥涂層[12]。因此,在上述研究的基礎上,結合各涂層的特點,進行新型復合梯度陶瓷涂層的研制。
2 新型復合梯度陶瓷涂層
2.1 涂層結構設計與制備
選用具有高熔點、高硬度、高溫穩定性、耐磨損、耐高溫侵蝕等良好綜合性能的ZrO2-Y2O3和ZrO2-A12O3兩種陶瓷粉末做為主要噴涂材料。但由于其熱膨脹系數較小,與沉沒輥基體母材熱膨脹系數和性能相差較大,在高溫條件下可能導致涂層開裂與剝落,需進行梯度涂層設計。CoCrW合金材料熱膨脹系數介于沉沒輥母材和陶瓷面層材料之間,且具有良好的抗熔融金屬腐蝕能力,與沉沒輥基體有良好的結合性能,可作為打底層材料。為進一步減小其差異,增加CoCrW合金與工作層ZrO2-Y2O3陶瓷組成的混合粉末作為過渡層。工作層材料為ZrO2-Y2O3陶瓷粉末,團聚燒結球化粉末,呈均勻球狀分布,流動性好,如圖1(a)所示;面層材料為ZrO2-A12O3陶瓷粉末,熔煉破碎粉(見圖1(b)所示),流動性比團聚球狀粉稍差,但其強度高,粒度小,選用適合工藝可獲得致密涂層。采用Sulzer Metco等離子噴涂設備UnicoatTM-F4噴涂制備復合梯度陶瓷涂層,如圖2所示。
2.2 服役狀態下涂層熱應力分析
建立表面涂層的熱力耦合有限元模型,分別計算復合梯度涂層(基層316L、打底層CoCrW、過渡層CoCrW+ZrO2-Y2O3、工作層ZrO2-Y2O3、面層ZrO2-A12O3)和單一陶瓷涂層(基層316L、工作層MoB-CoCr陶瓷涂層)在熔融鋁液溫度700 ℃時的熱浸受力情況。沉沒輥全長工作狀態一致,因此取10 mm長度作為分析對象,復合梯度涂層總厚度300 μm;MoB-CoCr陶瓷涂層厚度為400 μm。表面與鋁液傳熱,初始溫度室溫。采用六面體網格,界面位置網格細化,如圖3所示。
圖4所示為兩種涂層的水平方向分應力云圖。對涂層而言,服役工況下涂層與基體在不同熱膨脹系數作用下延伸量不同,從而產生界面上的水平應力,水平應力的大小對涂層是否從基體上剝落的影響最為關鍵。
提取涂層與基體界面節點的水平分力顯示于圖5中。由于涂層膨脹系數小于基體,因此受熱過程表面涂層受到拉應力作用,圖中顯示為正值,基體受到壓應力作用,圖中顯示為負值;對于單一陶瓷涂層基體膨脹系數遠大于工作層熱膨脹系數,在受熱過程中陶瓷表面膨脹量小于基體,受到基體的拉應力作用,界面節點水平分力最大可達50.9 MPa;復合梯度涂層由于過渡層膨脹系數大小介于基層和工作層之間,受熱膨脹過程過渡層減緩了基層對工作層的拉扯作用,界面節點水平應力最大21.1 MPa,較單一的陶瓷涂層受力明顯減小。
3 涂層性能測試及對比分析
3.1 涂層形貌金相觀察
采用金相顯微鏡觀測復合梯度陶瓷涂層的截面顯微形貌(圖6),可以看出涂層呈現典型的扁平粒子堆積結構,涂層與基體及各層界面間結合良好,涂層致密,無明顯裂紋存在。打底層與過渡層厚度分別為80~100 μm,可以很好地增強陶瓷層與基體的結合強度,并使膨脹系數及顯微硬度差異逐漸過渡;ZrO2-Y2O3陶瓷工作層300 μm左右,主要起到抗高溫磨損及侵蝕作用;ZrO2-A12O3陶瓷面層,在噴涂過程中ZrO2與A12O3兩種陶瓷相互融合,涂層致密,硬度比ZrO2涂層更高,綜合性能更好。
3.2 涂層基本性能對比
對復合梯度陶瓷涂層的顯微維氏硬度、結合強度、抗沖擊性、抗熱震性、耐磨性等進行測試分析,并與氧化鋯涂層、氧化鋁涂層、MoB-CoCr涂層、WC-Co涂層進行對比分析,結果如表1所示。
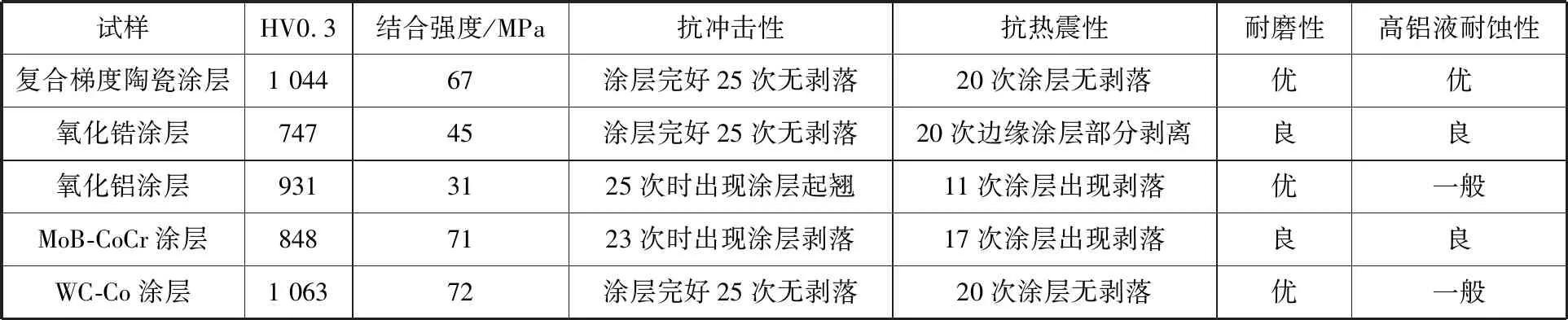
表1 復合梯度陶瓷涂層與其他耐蝕涂層性能Table 1 Properties of the composite gradient ceramic coating and the coatings
從表1可以看出,復合梯度陶瓷涂層的面層顯微硬度高,高于氧化鋯、氧化鋁及MoB-CoCr涂層,與WC-Co涂層相當,且具有良好的耐磨性能;逐漸過渡的梯度層狀結構增加其結合強度,高于單一陶瓷涂層,表現出更加優異的抗沖擊性和抗熱震性。在熔融的高鋁液中,長期處于高溫腐蝕工況中,新型復合梯度陶瓷涂層表現出良好的耐高溫腐蝕性。
3.3 實際服役狀態下侵蝕狀況對比
在φ40 mm×200 mm軸承鋼試棒表面制備復合梯度陶瓷涂層(A)、MoB-CoCr涂層(B)、氧化鋯涂層(C)、氧化鋁涂層(D),并在其涂層表面刷涂特殊封閉層后,于熔融高鋁液中浸漬兩周后,觀測其侵蝕情況,以評價其高溫耐蝕性。圖7為試棒浸漬后宏觀形貌,可以看出浸漬試驗后,復合梯度陶瓷涂層(A)試棒完好,無侵蝕、涂層剝落等現象,且表面ZrO2-A12O3陶瓷層與熔融高鋁液浸潤性差,不易鋁液黏附在涂層表面,抗腐蝕性強;MoB-CoCr涂層(B)試棒底端開始出現侵蝕現象,且試驗為在熔融高鋁液中靜態浸漬,如噴涂在沉沒輥輥面在鋼帶擠壓、摩擦等力的作用下,將加快腐蝕速度而失效;普通氧化鋯涂層(C)試棒底端出現明顯侵蝕坑,且表面黏附較多高鋁液;氧化鋁涂層(D)試棒浸漬部分出現明顯腐蝕,且已腐蝕基體,不耐熔融高鋁液腐蝕。
4 結論
采用大氣等離子熱噴涂技術,利用不同類型涂層不同性能特點,研發制備的復合梯度陶瓷(ZrO2-Y2O3/ZrO2-A12O3)涂層,微觀組織致密,顯微硬度高,具有良好的抗沖擊、抗熱震、耐磨損、耐侵蝕等綜合性能,可滿足熱鍍高鋁產線工況要求,延長沉沒輥使用壽命。
