細特莫代爾11.8 tex色紡針織紗的開發
2020-11-15 06:01:22姜云水曾祥松季善群章友鶴張
棉紡織技術 2020年10期
關鍵詞:工藝
姜云水曾祥松季善群章友鶴張 毅
(1.浙江云泰紡織有限公司,浙江衢州,324200;2.浙江省紡織工程學會,浙江杭州,310012;3.浙江省常山紡織有限責任公司,浙江衢州,324200)
1 細特纖維的性能特點
細特纖維是近幾年來在國內外發展較快的一種差別化纖維。由于其單纖維線密度細,使纖維的剛度降低,柔性增加,用該纖維紡紗并制成的面料手感柔軟。同時因單纖維線密度細,使紡制一定規格紗線中纖維的根數增加,可增大表面積和毛細管效應,使纖維內部反射光在紗線和制成織物表面分布更加細膩,并具有真絲般高雅光澤和良好吸濕散濕性。由于細特纖維具有上述性能特點,目前已成為國內外紡織生產企業開發高檔紡織品的一種熱點紡織原料,并能有效提高紡織產品的檔次與附加值。根據我們初步了解,細特纖維已開發應用于仿麂皮產品、仿真絲織物產品、高效清潔布等,也可用細特纖維來制作人造皮革、潔凈布、高級空氣過濾用布、防塵面罩及滑雪滑水穿的運動服、游泳衣以及其他透濕防水織物等。因此,細特纖維的市場應用前景比較廣闊[1-2]。
2 細特莫代爾色紡針織紗的開發
我們公司根據市場與用戶的需求,采用細特莫代爾纖維開發出賽絡集聚紡11.8 tex高品質針織色紗。用該紗線加工的面料與制成的服飾具有輕盈柔軟、吸濕排汗、親膚舒適等優良性能,尤其是細特莫代爾纖維具有優良的染色性及染色色牢度,面料及制成服飾經多次洗滌后依然自然靚麗如初,故深受后加工企業及用戶的好評[3-4]。目前該紗線已應用于針織休閑服、運動服和高檔童裝等領域,市場前景良好。現將該產品開發中采取的相關工藝措施介紹如下。
2.1 原料優選和混紡比選配
莫代爾是一種高性能的纖維素纖維,也是一種可生物降解的環保型纖維,采用100%天然優質木漿制成。與常規粘膠纖維相比,莫代爾纖維干態斷裂強度高達3.5 cN/dtex,高于常規粘膠纖維,其濕態斷裂強度達到2.0 cN/dtex,避免了常規粘膠纖維干態與濕態強度差異大的問題。由于我們生產的是11.8 tex針織用紗,為了使制成織物具有強度高、手感柔軟、色彩靚麗的特點,故選用1.1 dtex細特莫代爾纖維與1.3 dtex細特莫代爾纖維為原料;同時為顯示色紡紗的立體朦朧感風格,混用了1.3 dtex原液著色細特莫代爾纖維。經過多次試紡,確定出這3種莫代爾纖維最后的混紡比:本色1.1 dtex莫代爾纖維30%,本色1.3 dtex莫代爾纖維64%,原液著色1.3 dtex莫代爾纖維6%。經檢測,3種莫代爾纖維性能指標如表1所示。其中,長度均為38 mm。
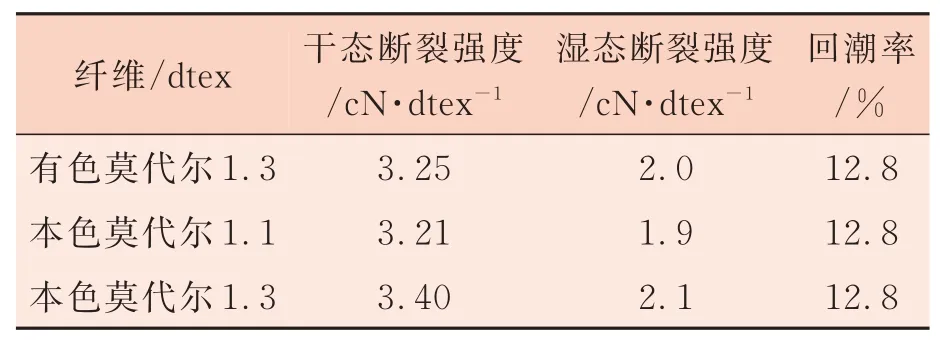
表1 3種莫代爾纖維性能指標
2.2 紡紗主要工藝措施
2.2.1 纖維混和方法
多種纖維混紡的色紡紗,混纖與混色均勻是生產的關鍵技術之一,既要達到各種纖維原料配比準確,又要使有色纖維混色均勻。目前常用的方法有包混與條混兩種混和方法。包混法是在開清棉工序將各種纖維在抓棉機進行混和,適用于纖維性能相似或相同的紡紗品種使用。包混法優點是混和工藝流程短,并有主體混和效應,缺點是混和比例控制難度較大。條混法是在并條工序進行混和的方法,適用于纖維性能差異較大,需在清梳工序對不同性能纖維分別紡制成梳棉條后,在并條機上按配比進行混和與混色。條混法優點是混紡比與混色控制較為準確,缺點是工藝流程較長,且混和的主體效應沒有包混法好。為了使纖維混和與混色達到最佳效果,我們采用“以包混為主,條混為輔”的混和方法,即先將6%的1.3 dtex有色莫代爾纖維與30%的1.1 dtex莫代爾纖維混和后制成生條,再與1.3 dtex莫代爾纖維生條一起經過兩道并條制成混和熟條。這種混和方法既可使熟條中3種纖維混紡比準確,又能使6%的有色纖維分布均勻,具有良好的立體混色效應。
2.2.2 清棉工序
由于細特莫代爾纖維細、長度長、整齊度好,且無雜質疵點,但纖維斷裂強度稍低,故清棉工序的工藝配置要以開松與混和為主,使纖維少受損傷。即抓棉機采用快速小動程,做到抓細抓勻,抓棉機的運轉率要保持在90%以上;混開棉機采用梳針打手,打手速度500 r/min,實現低速輕打、以梳代打,并適當放大打手與塵棒隔距,縮小塵棒間隔距以減少落棉,提高制成率。其次,我們在清梳工序還將原開清棉與梳棉兩個工序聯接成簡易式清梳聯,經開清棉開松處理后的筵棉直接喂入到梳棉機后部的喂棉箱中,經梳棉機制成生條,并在梳棉機上加裝自調勻整控制系統,使輸出的生條重量差異得到有效控制,生條的重量不勻率從原來的4.0%以上降低至2.0%左右,效果十分明顯。由于采用清梳聯工藝后,不但取消了開清棉工序的落棉卷與梳棉工序的換棉卷工種,節省了勞動力,同時也徹底改變了傳統清梳工藝中開松、緊壓、再開松的不合理性,杜絕了棉卷黏卷、破洞現象,可有效減輕梳棉機的梳理負擔,提高梳棉的梳理質量。
2.2.3 梳棉工序
梳棉是紡好紗的關鍵工序,其主要任務是要將纖維梳理成單纖維狀態,并減少梳理過程中的纖維損傷。針對細特莫代爾纖維斷裂強度較低、纖維剛性較弱的特性,我們從優化梳理工藝與優選梳理元件兩方面來提高生條質量。在梳理工藝設計上,掌握好梳理與轉移的平衡點,對錫林速度、錫林與刺輥線速比、錫林與蓋板間隔距、道夫轉移率、生條定量等工藝參數進行優化,實現柔性梳理。主要工藝參數:錫林速度降低至330 r/min,刺輥速度降低至810 r/min,錫林與刺輥線速比控制在2∶1以上,錫林與蓋板間5點隔距由寬逐步收緊,道夫采用變頻調速,加快轉移,防止返花,生條定量設計不超過20 g/5 m。在分梳元件上,針對莫代爾纖維強度較低、伸長較大、吸濕性較強的特性,選用短齒、淺齒、大角度和圓弧背角的錫林針布,避免纖維纏繞錫林針布,以減少梳理過程中纖維損傷與棉結增加。
2.2.4 并條工序
并條工序既要消除生條中彎鉤纖維,提高條子伸直度、平行度和分離度,又要通過并條來改善條子的長短片段均勻度,為成紗長短片段均勻度提供良好條件。為了生產品質優良的熟條,我們采取兩項措施。一是優化工藝設計,采用“輕定量,慢速度,順牽伸”工藝原則,頭并采用兩種生條搭配6根并合,總牽伸大于6倍,后區牽伸放大到1.92倍,以消除生條中的彎鉤纖維,頭道并條定量設計15 g/5 m,出條速度降為200 m/min;末道并條為8根并合,總牽伸大于8倍,后區牽伸為1.3倍,熟條定量設計14 g/5 m,出條速度降為180 m/min,利于控制纖維運動[5]。二是末道并條采用自調勻整裝置,并制定嚴格的操作規程,確保斷條自停裝置的靈敏度,有效減少斷條接頭及缺條、粗細條現象發生,使熟條長短片段不勻率得到有效控制。熟條重量不勻率控制在0.15%以內,條干CV達到1.78%。
2.2.5 粗紗工序
粗紗工序的任務是為細紗提供品質優良、卷繞張力差異小、卷繞均勻且層次清晰的粗紗,同時還承擔彌補細紗牽伸能力不足的功能。為了紡好高質量的針織用紗,淘汰了傳統粗紗機,采用了目前國內最新一代智能化懸錠式粗紗機。該機采用了多電機驅動控制粗紗機的關鍵部件,如羅拉、錠子、錠翼等,可協調同步運動,基本上實現了恒張力紡紗,使粗紗卷繞時的大、中、小紗及前、后排粗紗的紡紗張力趨于一致,徹底消除了傳統粗紗機在開關車時產生的粗細節紗疵。在工藝設計中,我們針對莫代爾纖維性能特點,遵循“重加壓,大隔距,大后區牽伸”的工藝原則,在保證細紗不出“硬頭”的前提下,適當加大粗紗捻系數,以增加粗紗條中纖維間的抱合力,為細紗后區提供附加摩擦力界,減少意外伸長。主要工藝參數:粗紗定量2.8 g/10 m,總牽伸10倍,后區牽伸1.26倍,羅拉隔距13 mm×26 mm×36 mm,捻系數92,錠子速度700 r/min,鉗口隔距5.0 mm,粗紗條干CV值控制在4.5%以內。
2.2.6 細紗工序
為了使所生產的細號色紡針織紗條干均勻度好、斷裂強度高、紗條光滑毛羽少,我們采用賽絡集聚紡技術。采用該技術不但使紗線具有獨特的朦朧立體感,同時使制成的針織物表面平整豐滿。經檢測,所生產的11.8 tex色紡紗主要質量指標:2 mm毛羽數170根/10 m,斷 裂強度15.1 cN/tex,條干CV值11.9%,細節0個/km,粗節12個/km。在細紗工藝設計中,采取適當降低錠速與前羅拉速度,并采用“兩大兩小”新工藝設計,即小后區牽伸、大后區隔距、小握持鉗口和大前膠輥直徑,使纖維在牽伸過程中始終處于受控狀態,確保成紗質量達到最佳狀態[6]。此外,選用小直徑鋼領,并配套選用潤滑性與耐磨性好的鋼領和鋼絲圈,使紡紗張力均勻,減少管紗毛羽。
2.2.7 絡筒工序
我們根據細號色紡紗的質量要求,在絡筒工序采取3項技術措施:一是為控制好絡筒毛羽增長率,適當降低絡紗速度,一般在800 m/min以內,并采用紗線上蠟裝置,以貼伏毛羽,提高紗線光潔度,上蠟裝置采用兩個上蠟箱,使每根紗線通過兩次上蠟,防止因紗線上蠟不勻影響紗線使用效果;二是科學設定電子清紗器的各項工藝參數,既要切除紗線上殘留的有害紗疵,又要兼顧設備生產效率,如避免切除紗疵次數過多造成接頭次數增加,因接頭處紗線強力較低,粗度也會增加,對后加工生產及織物表面風格均有一定影響。主要清紗工藝參數:棉結4.0,短粗1.6 cm×1.4 cm,長粗1.2 cm×12 cm,長細18%×12 cm[7];三是運用好空氣捻接器,要求捻接處紗線粗度不能超過原紗的1.2倍,結頭強度要控制在原紗強力80%以上,以確保紗線在針織大圓機上使用時斷頭少、生產效率高。
通過實施上述一系列技術措施,使用細特莫代爾纖維生產的11.8 tex有色賽絡集聚紡針織紗的各項質量指標均符合設計要求。國家紡織產品質量監督檢驗中心(浙江)檢測的各項質量指標如下。
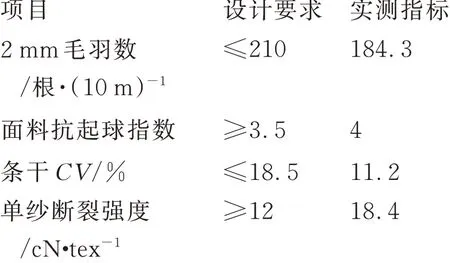
用該紗線制成的面料與服飾絢麗多彩,朦朧立體感強,并呈現無規律不勻狀,風格迵然不同,適應當前衣著追求色彩多元化、時尚化和個性化以及環保健康的消費潮流。
3 結語
用細特莫代爾纖維開發的11.8 tex色紡針織紗,由于所用原料細度細,紡紗號數也小,故具有一定的生產難度。我們在研發生產過程中優選了原料及其混紡比,根據細特莫代爾纖維的性能特點,在各工序采取了相應的工藝和管控措施。采用了清梳聯,既縮短了紡紗流程,又克服了傳統清梳工藝的不合理性;采用了帶自調勻整裝置的并條機及智能化多電機驅動的懸錠式粗紗機,使生產的半制品質量能滿足細紗機生產高質量紗線的要求;在細紗工序采用賽絡集聚紡技術,有效地改善了成紗條干均勻度,提高了成紗斷裂強度與減少了成紗毛羽;在絡筒工序,通過科學設定清紗工藝參數與采用上蠟等措施,使紗線毛羽增長得到有效控制,顯著提高了后道加工性能。用該紗制成的針織品得到用戶的較高評價,認為該紗線具有舒適性、時尚性特點。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
