一種全地面起重機底盤的推力桿支座焊接方法及工裝
2020-11-13 07:28:56白崇玉
山西冶金 2020年5期
白崇玉, 陳 卓
(太原重工股份有限公司, 山西 太原 030024)
全地面起重機是一種兼有汽車起重機和越野起重機特點的高性能產品。它既能像汽車起重機一樣快速轉移、長距離行駛,又可滿足在狹小和崎嶇不平或泥濘場地上作業的要求,具有行駛速度快、多橋動、全輪轉向、離地間隙大、爬坡能高等功能,是一種極有發展前途的產品。隨著國家“一帶一路”戰略的拓展、新能源建設的不斷發展,尤其風力發電等新能源項目在這幾年陸續開工建設,對工程機械的需求也隨之增長。大型全地面起重機作為風力發電機組的主要吊裝工具迎來新的發展機遇。大型機械制造企業也投入大量人力,物力投入到全地面起重機的制造中。
1 全地面起重機底盤的推力桿概況
大型全地面起重機因噸位較大,底盤上需要有若干組車橋支撐,例如國內260 t 全地面起重機底盤上有6個車橋(圖1 為260 t 全地面起重機底盤,該起重機有6個車橋),750 t 全地面起重機底盤上有8個車橋,1200 t 全地面起重機底盤上有9個車橋,各車橋之間用推力桿連接,推力桿一端連接在車橋上,一端連接在車架的推力桿支座上,在裝配過程中通過旋轉推力桿頭部螺母來拔長或縮短推力桿的長度,從而來保證各車橋之間的位置尺寸,即各車軸之間的相關距離。
2 傳統推力桿支座的焊接方法
因推力桿安裝在推力桿支座上,且推力桿長度調節范圍有限(±7.5 mm 左右),所以支座的位置也就基本決定了推力桿可以調整到的位置,因此推力桿支座焊接在底盤車架上的位置至關重要,推力桿支座上的連接孔及配合端面均有尺寸及精度要求,因此需要加工來保證,但是因各推力桿支座結構不規則,見圖2(推力桿桿支座上既安裝有直推力桿,又安裝有斜推力桿,因此空間結構不規則),焊接到車架上整體進行加工較為困難,所以在通常情況下采用先將推力桿支座加工好然后直接焊接到車架上的方法。
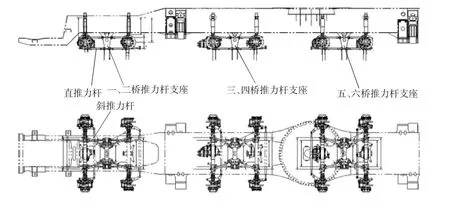
圖1 260 t 全地面起重機底盤
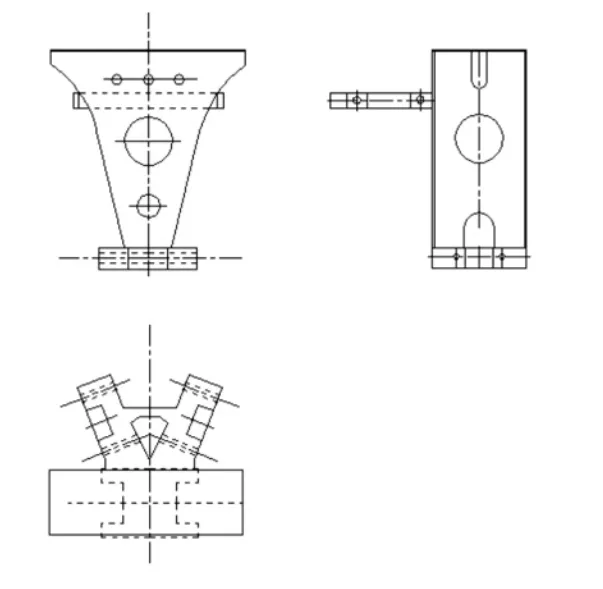
圖2 推力桿支座示意圖
一般情況下廠家生產此種底盤車架時,因為是批量流水線生產,所以可以制作大型工裝將各推力桿支座按圖紙位置擺放固定好,然后整體進行焊接,從而來保證各推力桿支座之間的相關位置尺寸。但對于單臺小批量產品,制作整體工裝成本較大,比較難實現。而如果采用單個支座分別劃線,按線定位置進行焊接的方法存在劃線誤差及焊接完變形等不利因素,所以此種方案也不是很理想。因此所以針對單臺小批量底盤生產,需通過別的方法來實現。
3 新的焊接推力桿支座的工裝及方法
現以某公司生產的260 t 全地面伸縮臂起重機為例,該起重機下車底盤有6個車橋,推力桿分別固定在6個推力桿支座上,分別為一二橋推力桿支座(左),一二橋推力桿支座(右),三四橋推力桿支座(左),三四橋推力桿支座(右),五六橋推力桿支座(左),五六橋推力桿支座(右)(見圖1)。
新焊接推力桿支座的思路為:分別將左右兩個支座通過工裝檢測板(見圖3)與精制螺柱(見圖4)裝配成一個整體支座(見圖5)進行施焊,即將一二橋推力桿支座(左)與一二橋推力桿支座(右)固定為一個整體支座,將三四橋推力桿支座(左)與三四橋推力桿支座(右)固定為一個整體支座,將五六橋推力桿支座(左)與五六橋推力桿支座(右)固定為一個整體支座。將裝配好的三個整體支座放置于車架下蓋板上,調整好位置進行施焊的方法。

圖3 工裝檢測板(mm)

圖4 精制螺柱

圖5 裝配好的整體支座
具體方法:
1)將底盤車架倒放在墊鐵上,下蓋板朝上,墊平、放穩。架水準儀并將其調平。水準儀調平后將標尺分別立于車架下蓋板上四個角的位置,以四個角為基準用水準儀測量車架下蓋板水平度,對不平處通過加調整墊等方法調整車架水平度,保證車架下蓋板四角水平允差不大于3 mm。
2)架經緯儀并將其調水平。分別以車架前后段寬度尺寸為基準分中,打洋沖點,做出車架的縱向中心線。按縱向中心線,將經緯儀找正。
3)按圖紙尺寸,分別在下蓋板上畫出各推力桿支座位置尺寸線。
4)將各推力桿支座成對用工裝檢測塊及雙頭精制螺柱連接成一個整體,一對推力桿支座需要兩根檢測塊及四條雙頭精制螺栓。考慮到雙頭螺柱與推力桿支座孔的裝配間隙引起的誤差,雙頭螺柱與推力桿支座孔采用過盈配合,同時為了方便后續找正裝配好的整體推力桿支座的中心,在檢測塊上機床加工時就需刻印上中心線。
5)將裝配好的三個推力桿支座整體,分別按圖紙尺寸擺放到相應位置。用前面調平找正的經緯儀,檢測各整體支座的檢測塊上刻印的中心線是否與車架縱向中心線重合,對有偏差的支座進行左右調整,保證各整體支座的中心線與車架縱向中心線重合。用前面調平的水準儀,將標尺分別立放于每個整體支座的檢測塊上平面四角,測量每個整體支座的水平度。按此方法依次測量三個支座,共12個點的水平度,對不平處通過加調整墊等方法調整各整體支座的水平度,保證測量的12個點的水平允差不大于3 mm,見圖6 施焊示意圖。

圖6 施焊示意圖
6)各整體支座調整好位置后進行施焊,焊接完后進行時效處理,待時效處理好后拆除工裝檢測板及螺柱。
4 結語
通過此焊接工裝及方法基本可以滿足圖紙上各推力桿支座的位置要求,并且在后面裝配過程中裝配好各車橋后,經過測量各軸距誤差不超過±3 mm。按此方式,該公司先后生產了260 t 全地面伸縮臂起重機,并延伸至其他產品的底盤車架的制造,例如750 t 全地面桁架臂起重機的底盤也按此方法進行焊接制造。
