TP347HFG 方坯生產(chǎn)實(shí)踐
2020-11-13 07:28:30張?jiān)鑫?/span>
山西冶金 2020年5期
關(guān)鍵詞:裂紋
張?jiān)鑫?/p>
(山西太鋼不銹鋼股份有限公司, 山西 太原 030003)
TP347HFG 是一種新型的鉻鎳鈮碳奧氏體耐熱鋼,具有較高的高溫持久強(qiáng)度和良好的抗氧化性能,主要用于制造大型鍋爐的過熱器及再熱器,是650 ℃以上火電機(jī)組首選材料之一[1]。隨著超超臨界機(jī)組發(fā)電機(jī)組開發(fā),高溫性能、抗腐蝕性能和導(dǎo)熱性能更優(yōu)良的TP347HFG 逐步替代TP347H[2]。
本文介紹某鋼廠通過改進(jìn)生產(chǎn)工藝,解決TP347H FG 方坯生產(chǎn)時浸入式水口內(nèi)孔擴(kuò)徑造成方坯表面出現(xiàn)通長縱向裂紋缺陷的問題,確保TP347HFG 方坯連鑄質(zhì)量與生產(chǎn)的穩(wěn)定。
1 生產(chǎn)工藝
TP347HFG 不銹鋼生產(chǎn)工藝流程:鐵水三脫預(yù)處理→90 t K-OBM-S→90 t VOD→90 t LF→方板兼容連鑄機(jī)(四流220 mm×220 mm 方坯),TP347 系化學(xué)成分見表1。

表1 TP347 系不銹鋼化學(xué)成分 %
TP347HFG 方坯生產(chǎn)時,方坯內(nèi)部經(jīng)常有中心疏松和縮孔缺陷。用中心疏松和縮孔缺陷的方坯作管坯料,穿孔時荒管內(nèi)壁會出現(xiàn)裂紋或重皮缺陷,不能滿足用戶要求。因此,投用結(jié)晶器電磁攪拌,解決方坯中心疏松和縮孔缺陷問題,但新的問題又出現(xiàn):
當(dāng)1個中包連澆爐數(shù)大于3 爐時,浸入式水口內(nèi)孔擴(kuò)徑嚴(yán)重,內(nèi)孔由Φ32 mm 擴(kuò)至Φ55 mm,呈喇叭形(見圖1),方坯內(nèi)弧表面或某一側(cè)面出現(xiàn)一道通長縱向裂紋(見下頁圖2),裂紋深度1~5 mm、寬1~3 mm,部分方坯表面縱向裂紋修磨3 mm 仍未磨凈。按照企業(yè)判定標(biāo)準(zhǔn),當(dāng)方坯表面裂紋深度大于2 mm時判廢,TP347HFG 方坯表面縱向裂紋廢品率高達(dá)19.32%。
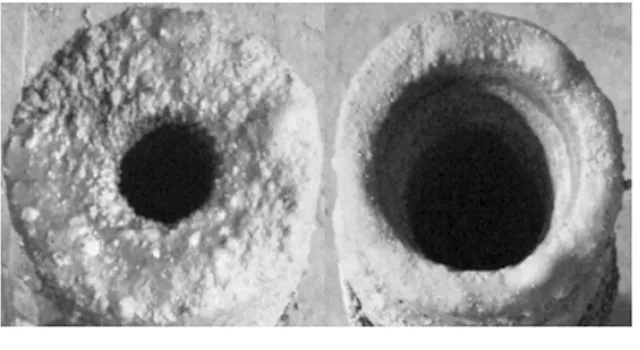
圖1 浸入式水口內(nèi)孔擴(kuò)徑前后
TP347HFG 在VOD 用FeSi 還原,LF 進(jìn)行Ca 處理;浸入式水口本體材質(zhì)主要成分為Al2O3、SiO2和C。浸入式水口中的Al2O3、SiO2與Ca 處理鋼中的CaO 反應(yīng)形成鈣黃長石低熔點(diǎn)相,造成水口侵蝕,隨著侵蝕的進(jìn)行,水口內(nèi)孔體變得疏松多孔,大量熔鋼滲入,加快了水口侵蝕[3]。與此同時,在鋼液流動沖刷、塞棒吹氬攪動和電磁攪拌力三力共同作用下,加劇浸入式水口內(nèi)孔壁侵蝕剝落速度,150 min 內(nèi)浸入式水口內(nèi)孔擴(kuò)徑嚴(yán)重,呈喇叭形。一旦浸入式水口內(nèi)孔擴(kuò)徑呈喇叭形,插入深度大于140 mm,就會改變結(jié)晶器內(nèi)鋼液流場,加劇鋼液對初生坯殼的沖刷,造成初生坯殼厚薄不均勻,導(dǎo)致方坯表面出現(xiàn)縱向裂紋。

圖2 方坯缺陷
2 改進(jìn)工藝
改進(jìn)工藝時,既要確保質(zhì)量,還要實(shí)現(xiàn)低成本。針對方坯表面縱向裂紋缺陷,從五個方面入手,本表兼冶,徹底解決浸入水口內(nèi)孔擴(kuò)徑造成方坯表面縱向裂紋缺陷的問題。
2.1 控制鉻鎳當(dāng)量之比
由于鋼種成分差異,TP347HFG 與TP347H 相比,更具有較強(qiáng)的縱向裂紋敏感性。冶煉過程中Cr、Ni 當(dāng)量之比控制也非常關(guān)鍵[4]。在方坯連鑄中,由于方坯表面和芯部的冷卻速度不同,鑄坯內(nèi)外產(chǎn)生較大且不能同步的熱應(yīng)力,如果Cr、Ni 當(dāng)量之比控制不當(dāng),太低或太高都會導(dǎo)致方坯表面出現(xiàn)縱向裂紋。因此,對于TP347HFG 方坯Cr、Ni 當(dāng)量之比需有一個合理的控制范圍。另外,將熔煉成分C 含量控制在標(biāo)準(zhǔn)成分下限,Nb 含量也相應(yīng)降低,從而減少含Nb析出相,有效減少裂紋[5]。
經(jīng)過100 爐TP347HFG 方坯生產(chǎn)實(shí)踐,結(jié)合穿管驗(yàn)證,Cr、Ni 當(dāng)量之比=1.35~1.40 為TP347HFG 減少縱向裂紋缺陷最佳控制范圍,其中Cr 當(dāng)量=w(Cr)+1.5×w(Si)+0.5×w(Nb),Ni 當(dāng)量=w(Ni)+30×[w(C)+w(N)]+0.5×w(Mn)。
2.2 調(diào)整Ca-Si 線喂入量
為防止浸入水口中的Al2O3、SiO2與Ca 處理鋼中的CaO 反應(yīng)形成鈣黃長石低熔點(diǎn)相,造成水口侵蝕,Ca-Si 線喂入量由4 m/t 降為2 m/t。
2.3 優(yōu)化結(jié)晶器電磁攪拌參數(shù)
使用結(jié)晶器電磁攪拌,電流和頻率是兩個重要的參數(shù)。隨著電流的增加,鋼液內(nèi)部磁感應(yīng)強(qiáng)度和電磁力均增加,鋼液攪拌速度也增加[6]。
220 mm×220 mm 方坯結(jié)晶器電磁攪拌參數(shù)范圍:電流0~800 A,頻率0~6 Hz。改進(jìn)前方坯No.1-4 流結(jié)晶器電磁攪拌參數(shù)均為:電流550 A、頻率4.5 Hz。對結(jié)晶器電磁攪拌參數(shù)進(jìn)行優(yōu)化,由原來的電流550 A/頻率4.5 Hz 改為電流350 A/頻率4.5 Hz。在降低鋼液內(nèi)部磁感應(yīng)強(qiáng)度和電磁力,緩解鋼液對浸入式水口沖刷侵蝕的同時,也解決了中心疏松和縮孔缺陷的問題。
2.4 使用實(shí)芯塞棒
塞棒吹氬提高鋼液流速,防止浸入式水口堵塞,同時也增加了鋼液對浸入式水口內(nèi)壁的沖刷侵蝕。為降低鋼液對浸入式水口內(nèi)壁的沖刷侵蝕,將改進(jìn)前中心帶吹氬通道的塞棒改為實(shí)芯塞棒,連鑄生產(chǎn)時不再吹氬。
2.5 提高浸入式水口材質(zhì)
本文所述浸入式水口為直通型,由于成本原因,其結(jié)構(gòu)各部位材質(zhì)不同:本體Al2O3-C,渣線ZrO2-C,內(nèi)壁描黑部分Al2O3-ZrO2-C。如圖3 浸入式水口內(nèi)壁描黑部分縱向高180 mm,寬7 mm;橫向厚10 mm。對浸入式水口內(nèi)壁描黑部分材質(zhì)進(jìn)行改進(jìn):w(ZrO2)由15%~20%提高到40%以上,w(SiO2)由20%~30%降低到12%以下,w(F.C)由4%提高到15%以上。
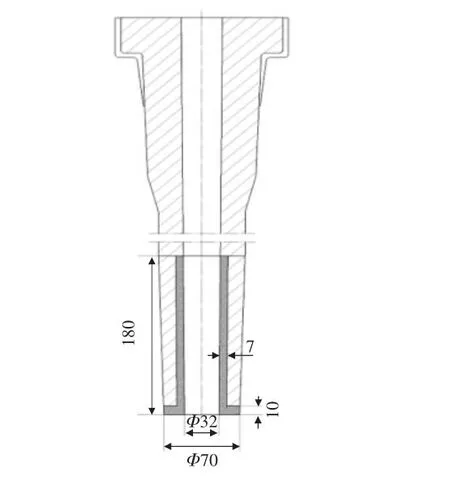
圖3 浸入式水口(mm)
3 實(shí)踐效果
通過控制Cr、Ni 當(dāng)量之比,調(diào)整Ca-Si 線喂入量,優(yōu)化結(jié)晶器電磁攪拌參數(shù),使用實(shí)芯塞棒,改進(jìn)浸入式水口部分材質(zhì)五個措施,徹底解決了浸入式水口內(nèi)孔擴(kuò)徑問題。TP347HFG 方坯1個中包連澆爐數(shù)由3 爐提高到8 爐,低倍檢驗(yàn)無中心疏松和縮孔缺陷;鋼中五大類非金屬夾雜物評級均不大于1.0 級;方坯表面縱向裂紋廢品率由改進(jìn)前19.32%降為0。
4 結(jié)論
1)TP347HFG 方 坯 控 制Cr、Ni 當(dāng) 量 之 比 在1.35~1.40 之間,不但可降低方坯縱向裂紋產(chǎn)生機(jī)率,而且還有助于降低穿管時管坯表面裂紋產(chǎn)生的機(jī)率。
2)改進(jìn)工藝時,既要確保質(zhì)量,還要實(shí)現(xiàn)低成本,本表兼冶,全方位入手。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
