某電廠再熱蒸汽管道焊縫缺陷原因分析及修復
2020-11-09 07:27:48李鵬厚張野
中國設備工程 2020年20期
李鵬厚,張野
(徐州/銅山華潤電力有限公司,江蘇 銅山 221100)
某電廠2#機組為320MW機組,鍋爐為東方鍋爐廠DG1025/18.2-II(4)型,汽輪機為上海汽輪機廠引進美國西屋技術制造的技術型號為C320-16.7/538/538,亞臨界、中間再熱、高中壓合缸、雙缸、雙排汽、單軸、凝汽式汽輪機,機組1997年5月投產,2#機組投運以來經歷了11次C級檢修,機組運行小時接近16萬小時,按照DL/T438《火力發電廠金屬技術監督規程》的要求,對再熱蒸汽管道大口徑焊口進行監督檢查,超聲檢測發現,汽輪機廠房6.3m再熱器蒸汽管道熱段三通后第一個焊縫存在超標缺陷,本文對其產生原因分析、處理進行闡述。
1 A335P22材料介紹
A335P22鋼是美國ASME標準中適用于高溫、高壓高參數下的一種珠光體耐熱鋼,抗氧化性和耐熱比較好,在國家“十一五期間”大批量投產的亞臨界機組主汽管道大都采用A335P22鋼,此類鋼屬于比較成熟的鋼種。但是,這種鋼具有冷裂傾向和在熱裂紋傾向,大口徑厚壁管道焊接,管道壁厚較厚、剛度大、拘束力大等因素,引起裂紋的傾向性大。
2 檢驗過程
2020年5月對電廠2#機組再熱器蒸汽管道熱段(規格為φ561mm×25mm,材質A335P22)焊縫進行全面檢查,在標高6.3m第一個三通后第一個環縫發現超標缺陷,超聲波檢測缺陷波幅RL+22.5dB,深度H=15.5mm,長度斷續約220mm(如圖1~4)。

圖1 三通位置
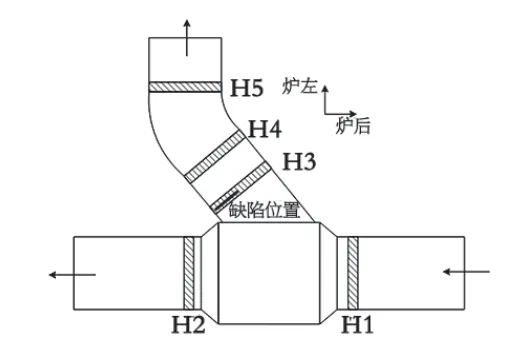
圖2 缺陷位置

圖3 缺陷波幅顯示
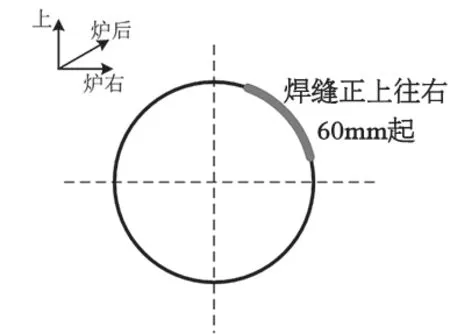
圖4 缺陷在焊縫的位置
3 缺陷處理過程
采用挖除缺陷然后補焊的方式進行處理此焊口的超標缺陷,在挖補前,對需要挖補的焊口附近管道進行加固,以防止在挖除、焊接和熱處理過程中產生變形和其他應力,造成缺陷擴大或產生新的缺陷。在挖出缺陷時,開始用角磨機挖除,待挖至15mm深度時,采用鉸刀進行挖除,同時,挖一層進行一次PT檢測,直到缺陷挖除但盡量不要挖透,以防對后續焊接帶來不利影響,在挖至16mm時發現缺陷存在,為斷續的裂紋,其中斷續裂紋中間存在夾渣和氣孔等缺陷(如圖5),缺陷清除到24mm深度缺陷完全清除(如圖6)。

圖5 焊縫缺陷
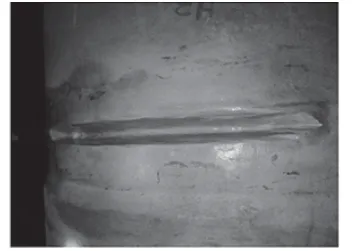
圖6 缺陷清除
缺陷清除后,對挖出部分按開U型坡口型式進行修磨,最后,形成U型坡口。焊接前,用鋼絲刷對破口周圍進行清理,并用丙酮對坡口及坡口附近進行清洗,以防存在夾雜物對后續焊接產生不利影響。
采用電加熱進行預熱,當監測焊件坡口外熱電偶達到預熱溫度250℃時,應保持30min,使坡口待焊部位內外表面的溫度達到要求,應采用便攜式紅外線測溫儀測溫;當加熱器在待焊焊接焊縫兩側分別布置或全覆蓋布置時,應保證測溫和控溫的準確可靠、有代表性為原則,預熱時,控溫熱電偶布置在加熱區內,監測熱電偶應盡可能靠近待焊坡口,必要時,應使用其他測溫方法檢測待焊坡口處的溫度。由于打磨消除缺陷時焊縫底部不平整,焊接先用氬弧焊采用φ2.5的TIG-R40焊絲對其進行堆焊填充,再用手工電弧焊填充蓋面,焊接材料為φ3.2的R407焊條,第二層采用焊條電弧焊時,焊接時,要特別仔細,以防燒穿,焊條烘干后隨用隨取,用專用保溫桶領用,焊條領用后必須在4h內使用。層間溫度不可以太高,嚴格控制層間溫度250~350℃,采用小的焊接線能量輸入,防止焊接過程中產生不均性組織,產生較大應力,每層焊接需要目視確認無雜物后再進行下一道焊接,直至坡口全部焊滿,注意收弧部位要填滿。
熱處理時,應使用不少于2支熱電偶,并沿圓周均勻布置,其中1支熱電偶布置于焊縫中心,其他熱電偶布置于焊縫邊緣1倍壁厚處,且不超過50mm,并用焊縫處的熱電偶控制溫度,升降溫度不大于240℃/h,熱處理溫度為730±10℃,恒溫時間4h,焊口熱處理時,應有專人監控電源,斷電后及時與運行聯系恢復送電,以防止意外失電導致熱處理中斷,造成焊口產生裂紋和金屬組織發生變化,操作人員手工記錄應與自動溫度記錄相符,恒溫時,注意兩側點溫度差應不大于20℃,熱處理嚴格按照工藝卡執行。焊后24h后,進行超聲檢測和表面磁粉檢測,檢測合格未發現超標缺陷,并同時對整個焊縫進行硬度復核和金相檢查,所檢查符合標準要求。
4 缺陷產生原因分析
(1)查閱此焊縫歷史檢測記錄,原來存在記錄性點狀缺陷,由于此位置為三通部位,在機組升降負荷時造成此位置應力集中,挖除缺陷時,發現有夾渣和氣孔存在,在交變應力作用下成為裂紋源頭,導致焊縫開裂。此部位為三通部位,應力復雜,尤其是近兩年來火電機組為滿足電力市場需要,進行深度調峰次數較多,負荷波動造成管道交變應力增加,增加了裂紋的擴展。
(2)A335P92材料本身鋼具有冷裂傾向和在熱裂紋傾向,大口徑厚壁管道焊接,管道壁厚較厚、剛度大、拘束力大等因素,引起裂紋的傾向性大。
(3)焊接時,焊接工藝執行不嚴格,有夾渣和氣孔存在,雖然不超標,但是,為以后裂紋產生擴展提供了有利條件。
5 結語
(1)對超過15萬h的A335P22管道歷年檢修資料進行復查,對原來具有記錄缺陷的部位進行復查。
(2)盡量控制機組深度調峰次數及小時數,減少因負荷波動造成管道交變應力增加。(3)挖除缺陷部位在挖除缺陷缺陷時,盡可能的不要挖透。(4)挖除缺陷部位補焊時,把不平整凹凸不平位置用氬弧焊填充平整,再進行填充。
(5)A335P22鋼焊接性能極易產生冷裂紋與消除應力時易產生再熱裂紋,特別注意焊接工藝卡和熱處理工藝的編制,嚴格按照工藝卡的要求執行。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
