復(fù)合板SA-537 CL.1封頭成形和焊接的一個解決方案
2020-11-09 07:31:54朱志剛
化工設(shè)備與管道
2020年4期
朱志剛
(森松(江蘇)重工有限公司,江蘇 如皋 226532)
某國外項目中,有一臺低溫復(fù)合板產(chǎn)品,設(shè)計圖紙材料為SA-537 CL.1+SA-240 304L,內(nèi)徑I.D.4216.4× (84+3.6)的壓力容器產(chǎn)品,按照ASME VIII-1—2017 標(biāo)準(zhǔn)制造,另外還要滿足客戶規(guī)范(Specification)。按照設(shè)計圖紙要求,本體受壓件要求-46 ℃沖擊,31 J 合格。
容器本體封頭為左右兩件,由于受到板材尺寸的限制,每件封頭由 3 塊拼成,2 條拼縫,見圖1。封頭先拼焊,再成形和消應(yīng)力熱處理(PWHT)。
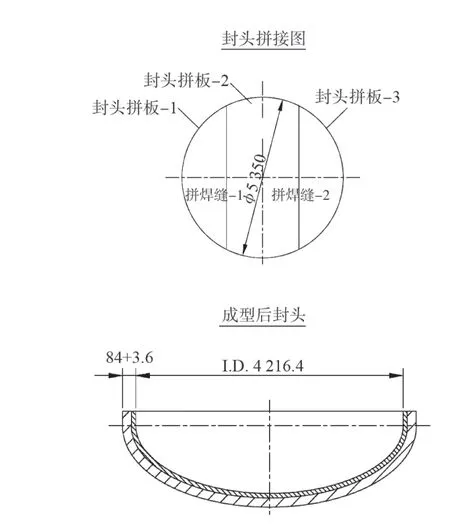
圖1 復(fù)合板SA-537 CL.1+SA-240 304L 封頭Fig.1 Head of SA-537 CL.1+SA-240 304L clad plate
為使封頭成形后母材和焊縫都能達(dá)到規(guī)定的強(qiáng)度和低溫性能,需要對母材供貨狀態(tài)、封頭成形工藝進(jìn)行認(rèn)真的前期試驗。如果沒有對材料試驗,封頭最終力學(xué)性能和沖擊性能是很難滿足要求的。
通過對封頭廠家成形能力的調(diào)查,此規(guī)格厚度的封頭只能采用870 ℃以上的熱成形。SA-537 CL.1屬于C-Mn-Si 系的低合金鋼,根據(jù)Fe-C 相圖,成形溫度已經(jīng)超過了上轉(zhuǎn)變溫度零界點Ac3(850 ℃左右),此時所有珠光體(P)轉(zhuǎn)變?yōu)閵W氏體(A),完成了一次相變,就是說,封頭熱成形也改變材料的供貨狀態(tài),改變了晶粒尺寸和組織形態(tài) ,勢必會直接影響母材力學(xué)性能。由于封頭加熱后壓制過程中終壓溫度一般不能滿足≥850 ℃,這個過程不能完全奧氏體化,也不能充分地細(xì)化晶粒,所以熱成形不能代替正火處理。封頭熱成形后還需要進(jìn)行一次正火過程。
按照ASME SA-537 CL.1[1]材料標(biāo)準(zhǔn)規(guī)范,材料熱處理為正火(Normalized)狀態(tài)。對于有低溫沖擊要求(例如-46 ℃)的SA-537 CL.1,SA-516 70 厚板材料,目前國內(nèi)鋼廠由于受到成本等因素的影響,這些材料在軋制工藝和合金元素方面的不足可能會造成材料正火后的強(qiáng)度和低溫性能變差,往往不能滿足要求。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
