護航熱交換器安全可靠運行
2020-11-08 09:38:38顧明
流程工業 2020年9期
文/顧明
熱交換器管子-管板接頭的焊接、射線檢測與過程控制——本文介紹了德國巴斯夫公司的金屬列管式熱交換器的管子-管板接頭要求-設計、制造以及試驗技術標準(E-S-MC 931:2016)中對管子-管板接頭的焊接、內部缺陷檢測和過程管理部分的要求,該標準已在巴斯夫公司世界各地包括中國的石油化工項目得到普遍實施,部分參與巴斯夫項目的中國制造廠的熱交換器管子-管板連接接頭制造質量得到顯著提高,明顯降低了泄漏及引起的各類事故損失,取得明顯經濟效益,促進了我國熱交換器標準規范的進步。
熱交換器是煉化行業最主要工藝設備之一,煉化工業的不斷發展已經使得裝置和裝備的大型化得到了充分的發展,管殼式熱交換器目前還是得到最多應用的熱交換器設備形式,其在使用中發生的最普遍問題之一就是管子與管板連接接頭(以下簡稱“接頭”)失效造成泄漏,進而造成裝置運行風險如停車的經濟損失,環保、安全等其他事故造成的其他損失。
充分考慮了設計因素后,在制造過程中如何有效保證接頭質量成為保證熱交換器長期安全、穩定以及可靠運行的重要因素,改革開放后對外合作需要使得廣泛使用的國際標準和一些國際大公司規范在國內得到比較普遍采用,促進了國內制造業的設計、制造水平。
德國巴斯夫公司E-S-MC 931:2016《管子-管板接頭要求-設計、制造、試驗技術標準》是在金屬制熱交換器方面很有特色的一個技術標準,本文僅介紹其中對接頭的焊接和內部缺陷檢測(主要是射線檢-RT)以及過程控制要求,該標準已在巴斯夫公司世界各地石油化工項目得到普遍應用并經數次修訂,統計顯示對接頭做內部缺陷檢測后熱交換器投用3 年內發生泄漏概率比不做的降低了90%以上。
自上世紀末在國內一些制造廠成功實施以來,結合標準的其它要求的實施極大提高了國內熱交換器制造質量,也促進了標準規范的進步。
概述
對于需對接頭做射線檢測的熱交換器,制造廠需按規定程序執行下列工作:按規定編制模擬件焊接工藝評定文件并獲得業主方批準;準備模擬件材料;提前正式通知業主見證模擬件的制作和檢驗全過程,出具評定報告;檢驗合格僅代表參與考核的焊工取得設備上接頭的焊接資格,且其資格在一定期限內有效;設備制造過程中接頭焊接前后全過程仍需在業主或其檢驗代表的檢驗監督之下完成;對設備的接頭做射線檢測并出具報告;其他檢驗合格后即得到合格的接頭。
必須按要求編制項目文件且獲得業主批準,接頭焊縫的基本要求見圖1:t ≥ 2 mm時 r ≥ 0.9 t;t< 2 mm 時 r ≥ t,表1 是焊接接頭優先采用的形式,采用其他形式必須事先征得業主同意。
焊接接頭制造通用要求
管束組裝前管頭、管板和折流板等檢驗合格且達到規定的清潔標準,焊接區域的清潔狀態必須保持到焊接工作完成。制造廠必須做好過程檢查的準備工作,保證管頭和管板孔能可被檢查到處于清潔狀態。
施焊前需要對管頭定位或固定:可采取定位脹;碳鋼、低合金鋼、奧氏體不銹鋼和雙相鋼可采用有焊材或無焊材點焊(無焊材時采用TIG 工藝),管板垂直安裝時定位點焊的位置在時鐘12 時方位;不得在焊接區域使用有色金屬、鋅材和低熔點合金工具(如推拔工具、錨片以及脹接工具頭等);不得采用先脹后焊工藝。
圖1 中t 為換熱管最小壁厚,接頭焊接要求:至少焊二層焊道。只能采用下列焊接方法:GTAW(TIG)(手工焊或全機器焊時)、GTAW/SMAW 氬電聯焊以及SMAW 手工電弧焊。僅在使用機器焊接垂直擺放管板時允許下坡焊工藝;收弧點必須越過起弧點兩倍于焊道寬度的距離。多道焊時,后續焊道須完全覆蓋底部焊道,且起收弧點須與底部焊道起收弧點錯開。焊肉延伸超過管子內側的尺寸允許值要求見表2 序號9。上述要求和可能出現的局部返修均需編成方案,事先得到業主批準(本文不介紹對接頭的脹接要求)。
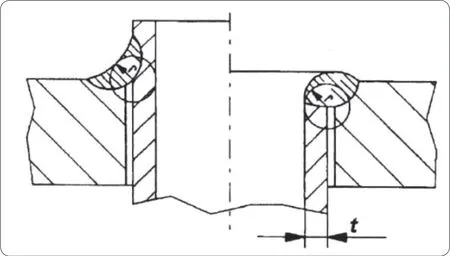
圖1 確定焊縫厚度尺寸“ r ”(r :焊肉厚度,t :管子最小壁厚)
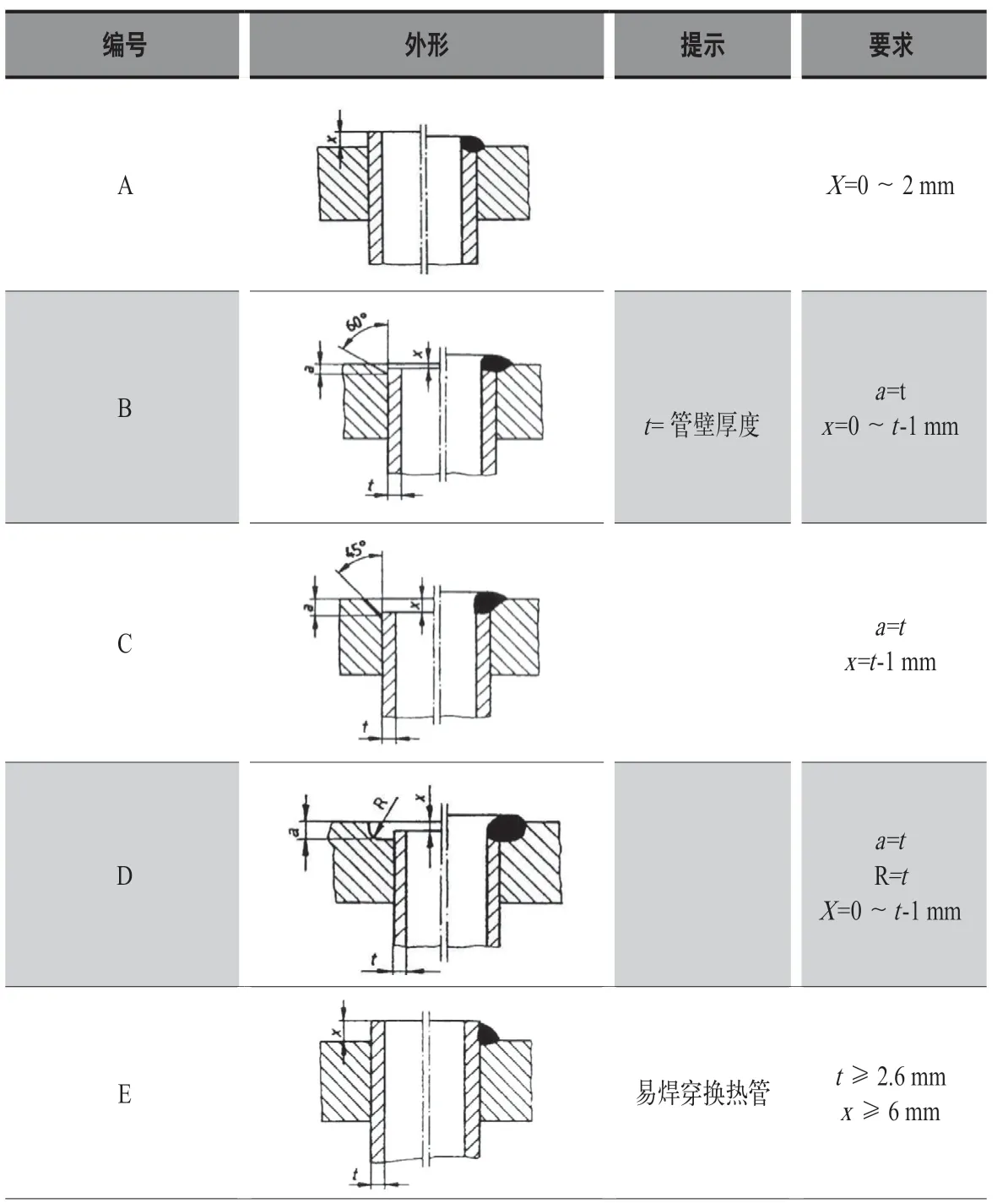
表1 接頭型式和尺寸要求(注:公差按ISO 2768 m 級)
焊接接頭制制造方法評定(模擬焊接試驗)
準備和施焊
制造廠都需經過模擬焊接試驗考核,目的之一是評定制造商的焊接工藝,其次是測試焊工的操作技能,只有按本技術標準考核合格的焊工才能執行設備上接頭的焊接工作。有下列情況之一時,可以在得到業主同意后免于模擬焊接試驗: 在過去12 個月內的與產品可類比的PQR 或模擬焊接試驗報告;可比較的且有效的工藝評定試驗或可比較的模擬焊接試驗雖然超過了12 個月,但可查實在過去12 個月內制造過可比較的設備;制造廠對管頭焊接經驗豐富且持續為巴斯夫公司制造類似產品,其質保體系經過了巴斯夫定期考核。超過期限均需要重新考核焊接工藝和焊工技能。
模擬焊接試驗的材料分類和覆蓋按CEN ISO/TR 15608《焊接.金屬材料分類體系指南》和ISO 15614-1《金屬材料焊接程序的規范和鑒定》標準,每個焊工至少焊接4 個接頭供評估,如不合格則需重新考核。模擬件焊接試驗需要包括對接頭的返修工藝,返修工藝考核需另外做最少4 個焊接接頭進行考核,并考慮針對不同類型及部位的接頭,2 個針對局部返修,2 個針對管板上接頭全部返修的工藝評定,事先提交業主批準的模擬焊接試驗文件應包括返修工藝文件。
制造廠必須按業主批準的模擬焊接試驗工藝提前申請業主見證模擬件制作和測試過程,根據管子外徑da,試件管子應按下列要求排列布置,詳見圖2。
1.三角型布管
da ≤40 mm 時,不 少 于10根管子;
da >40 mm 時,不 少 于10根管子
b)正方形布管
da ≤40 mm 時,不 少 于12根管子;
da >40 mm 時,不少于9 根管子。
根部焊道應從A-A 或B-B 截面起弧。固定點焊至少焊兩點,應處于A-A 或B-B 截面上。須對固定點焊位置和類型進行記錄;采用固定點焊時,根部焊道起弧點不得處于點焊位置。直至焊接完成均不允許對焊縫進行打磨或機械加工;要求焊縫高度一致,焊肉不過度堆積。
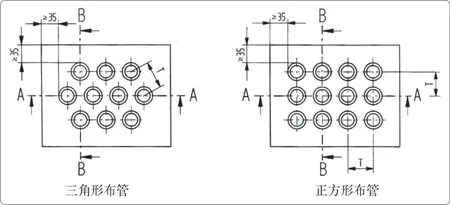
圖2 模擬件試樣布管圖(圖中T 代表管間距; A-A 和B-B 代表宏觀截面)
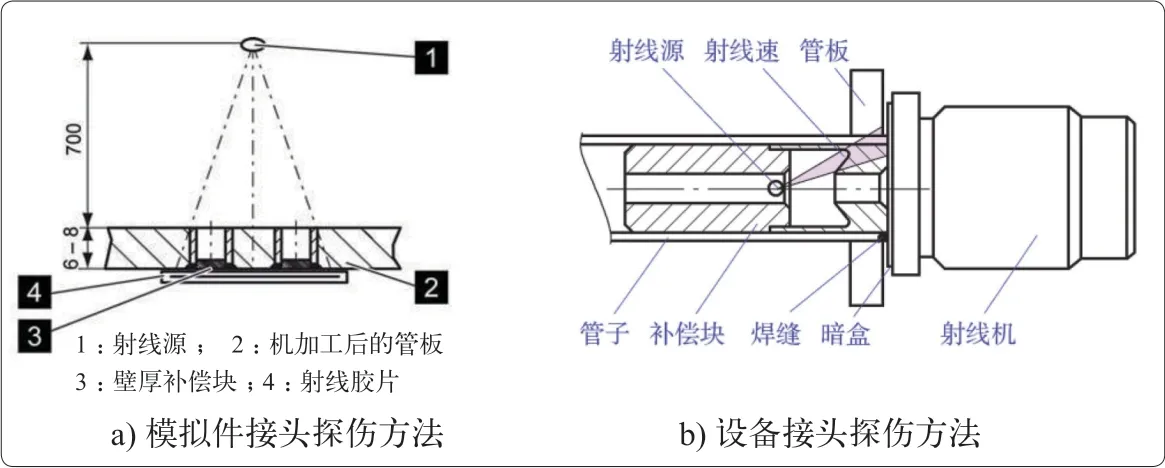
圖3 對模擬焊接試樣與設備接頭的射線檢測
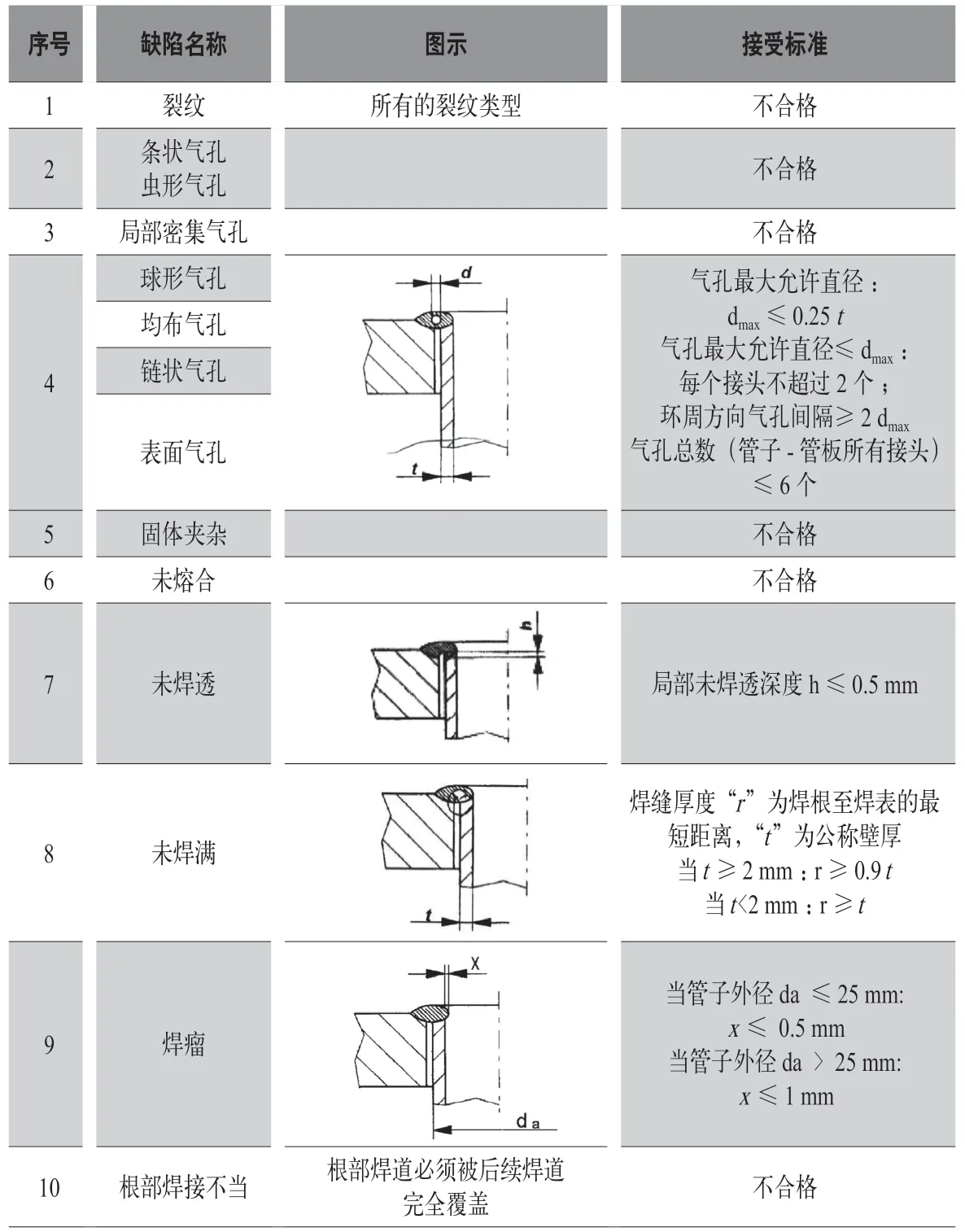
表2 焊接試樣宏觀檢測和射線檢測的接受標準
對模擬件的檢驗試驗
對模擬焊接必須按本標準以及EN 15614 作評定,焊接工作完成后首先通過標準要求的過程檢驗、最終目視檢測和表面裂紋檢測(略)。合格后把模擬件機加工到6 ~8 mm 厚度后,對所有的管-管板接頭按 ISO 17636 B 級進行射線檢測,探傷方法如圖3 a),接受標準見表2;沿A-A 和B-B截面切開試件(圖2),對每一接頭的截面做宏觀金相檢查。在采用一塊試樣對多名焊工的技能做評定時,要求縱、橫剖面都要包含每名參加評定焊工的焊縫;評介宏觀金相截面上每個接頭質量,測量焊肉厚度,測試報告需體現每一名焊工的所有工作。對有加工硬化傾向的材料、奧氏體鋼和鐵素體鋼的異種鋼焊接等,應按相關標準做硬度檢測;對有延遲裂紋傾向的材料,射線檢測應至少延遲到焊接工作完成適當時間后進行。標準對工藝評定試驗、試樣接頭焊接以及設備接頭焊接的可比性和覆蓋范圍做了明確規定。
自動焊試樣
當焊接工作由自動焊機執行時,應做一個與管子-管板接頭相同的試樣。其接頭焊接工作需考慮工作中可能發生的各種情況和問題,至少需要在試樣上各考慮一個這樣的焊接接頭:每臺自動焊機每個班次開始工作時、設定機器焊接參數時、更換鎢極時、更換焊絲時以及設備發生故障時等等,其他要求同上。
設備上接頭的檢驗和試驗
邀請業主對接頭做內部缺陷的檢測(RT/UT),為避免不同檢測方法的對某些缺陷存在的檢出條件限制,需執行預先批準的檢測工藝;必須采用業主委托的專業檢測承包商,滿足一定條件時也可采用制造廠或其他資源;除非特別說明,檢測工作必須在制造廠及質保體系下完成,優先采用棒陽極X 射線檢測方法,如圖3. b),或可采用Ir192 射線檢測方法。
由業主委托的檢測公司隨機抽取一組接頭進行射線檢測,所選取的接頭必須包括所有施焊的焊工,且這些的接頭必須抽到:特殊結構的、焊接位置受限的、經過返修的以及在目視和表面檢查時發現缺陷和有疑問的,數量一般不超過表3。
單塊管板上超過1 200 個接頭時,制造廠必須把在進度計劃中考慮RT 和返修糾正時間,承擔糾正措施導致的額外費用(包括重復檢驗)。按照表3 要求確定檢測范圍,以每塊管板作為一個檢測工作包,對檢測和返修工作同時適用;在使用焊機完成單塊管板多于3 200 個接頭焊接時,事先經過業主批準,允許存在不符合表3的抽檢頻率。特殊情況下,因技術原因無法做RT(棒陽極和Ir192)及UT 檢測時,項目工程師、制造廠和業主焊接工程部門須協商一致采用其他無損檢測方法確保制造質量,采用其他方法時管理程序與表3 同。
對接頭的評定、設備焊接、各類檢測和返修等記錄及報告都必須符合規定要求
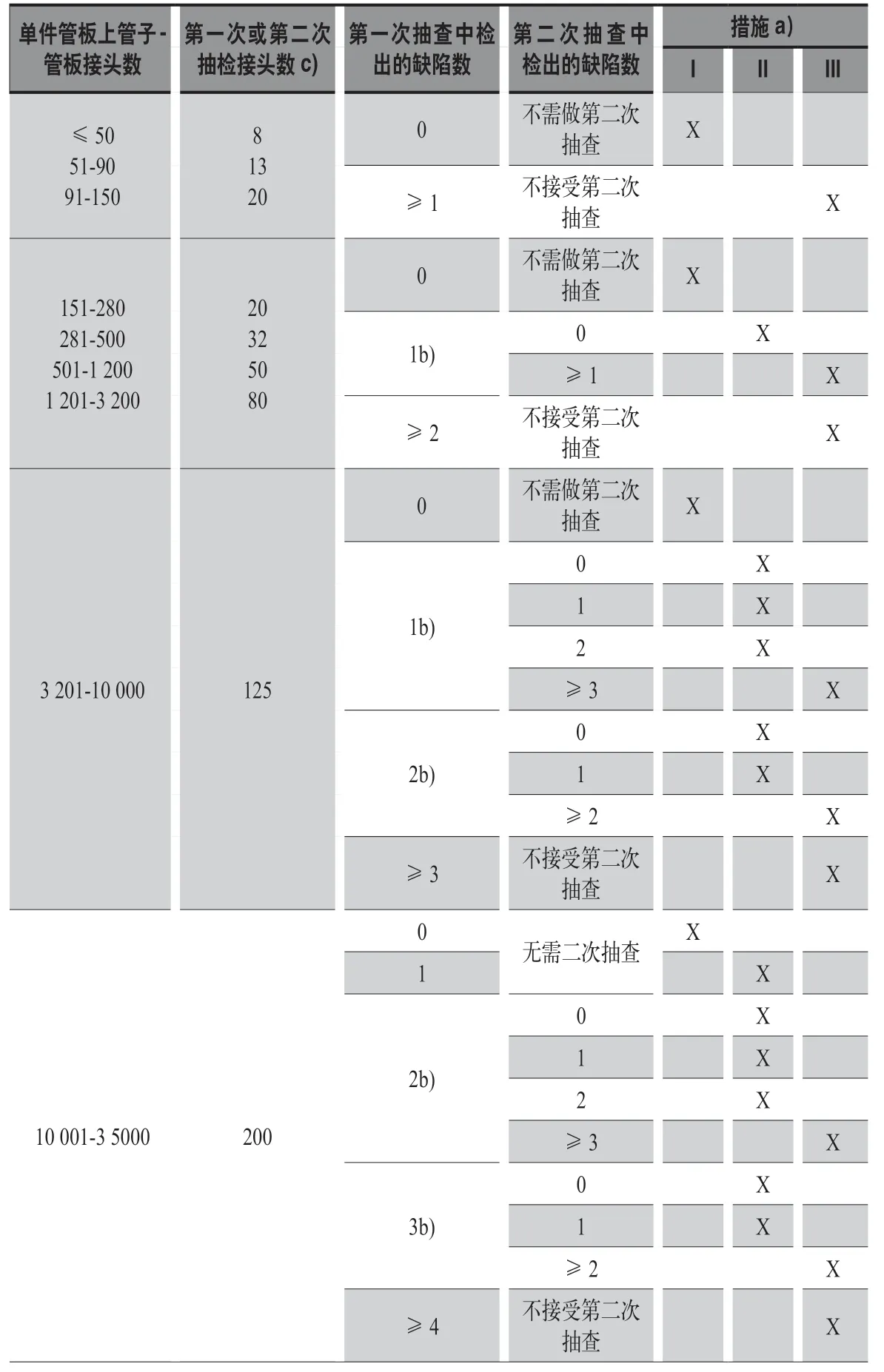
表3 設備接頭做RT 的范圍和相應措施(UT 時同)
射線檢測程序
按照表3 的確定每塊管板檢測的接頭數量,如果檢測出的缺陷數量達到定義的數量,則須在此管板上加倍抽取其他接頭做檢測;
如果第一次抽檢未發現缺陷,則接受該管板上所有接頭(執行表3 措施 I);
如果第一次或第二次抽檢中發現的缺陷數量不超過表3 規定的上限,則接受此管板上其它未被檢測的接頭,僅須返修發現有缺陷的接頭,并對返修后的接頭重新檢測(執行表3 措施 II);
如果檢測發現的缺陷等于或多于表3 數量上限,視為該管板上所有的接頭可能存在缺陷,執行表3 的措施 III。典型做法是重做此管板上的所有接頭且重新檢測,返修工藝必須得到業主批準,返修后重新進行檢測評定;或在協商一致的情況下對此管板上所有接頭做100%檢測;
除非另有說明,首次檢測的費用(表3 中第一次抽樣檢測、特殊情況下第二次抽樣檢測)屬于業主,返修及返修后重新檢測的費用由制造廠承擔(措施II)。實施措施 III 時,制造廠承擔100%檢測費用,或整體返修及按表3 要求重做所有檢測的費用,制造廠還要承擔因返修和重做造成推遲交貨的責任。
評價射線檢測結果
以表2 對缺陷標準的定義(裂紋、條狀氣孔/蟲形氣孔/局部密集氣孔、未融合以及根部未焊透等)和表3 對檢測發現的缺陷數量為基礎評價檢測結果。對氣孔和夾雜類缺陷,尺寸小于表4 限值的“小型”圓狀、橢圓狀以及細長形等氣孔類缺陷,在考慮缺陷在焊縫中的位置且得到業主批準后(如:折算成缺陷數量評價),可以考慮接受。單個氣孔和單個夾雜超過表4 限定的尺寸時,即按表3 中的缺陷計算數量。不接受線性缺陷。
下列情況的密集氣孔缺陷不被接受:當管子直徑小于25 mm時,20 mm 長焊縫內存在3 個氣孔,或單個接頭內出現6 個氣孔;當管子直徑大于等于25 mm 時,20 mm 長焊縫內存在3 個氣孔或單個接頭內出現8 個氣孔;低于限值直徑的小氣孔可以忽略。
依據所采用的檢測技術,射線底片可能顯示被檢測管頭及其周圍的管頭的缺陷,所發現的周圍管頭缺陷也必須納入評價范圍,計算缺陷數量一并處理,不影響表3 的對檢測范圍的定義。
超聲檢測(UT)要求
對接頭需要做UT 時,按RT相同評估程序進行,須采用的合適試件確定和描述對缺陷的有效檢出能力限制范圍,遞交業主做評估決定。

表4 產品氣孔和夾雜缺陷尺寸限值
結論
近幾十年來因德國巴斯夫等國際大公司的國內投資項目,引進了對熱交換器管子-管板焊接接頭的射線檢測技術和裝備,成功培訓了一批國內化工裝備制造單位和檢測人員。巴斯夫公司的《管子-管板接頭要求-設計、制造、試驗技術標準》也隨技術、裝備的進步和工程實踐經驗的積累不斷修訂完善,從早期版本WN75-100 經數次修訂到目前E-S-MC 931:2016,形成一整套完整的專業標準,多年來不斷降低熱交換器在使用中發生泄漏失效的比例,在裝置和裝備大型化的今天,大大減少了泄漏事故隱患。
比較相關的標準可以看出該規范的內容框架與技術標準EN ISO 15614-8:2016 接近,但是要求更嚴,更具體量化了檢驗標準和可操作性,實際應用價值更高;專業標準EEMUA 143:2 017,對EN ISO 15614-8:2016標準作了補充和進一步闡述,但未對接頭射線檢測提出更多要求。廣泛采用的ASME BPVCIX:2019 標準中要求對接頭做模擬件試驗,做外觀檢查、滲透和宏觀檢測;TEMA-2019 標準中的要求是常規檢測按制造廠標準方法,特殊要求由雙方協議商定,對接頭的射線檢測未作專門的說明;作為對ASME 和TEMA 補充和進一步闡述的PIP VESV1002-2012 和 PIP VESST002-2012 等也未對接頭射線檢測做更多要求。
技術引進也促進了國內的技術進步,雖然GB 151-2014 沒有明確對接頭的射線檢測要求,但對接頭做射線檢測的方法已列入了標準NB/T 47013.2-2015 資料性附錄。與國際先進標準接軌,提高國際競爭力是我國企業發展必走的路徑。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
海峽科技與產業(2016年3期)2016-05-17 04:32:12
