鋯合金格架外條帶激光焊接工藝研究
2020-11-06 02:51:15郭蕊妍李濤盛國福謝志剛
中小企業管理與科技·下旬刊 2020年9期
郭蕊妍 李濤 盛國福 謝志剛
【摘 ?要】論文通過激光焊接試驗進行格架外條帶焊接工藝研究,并依據熔深和表面質量進行焊接質量評估,最終得出如下結論:峰值功率和頻率對焊接熔深影響較大,隨著峰值功率和頻率的增加,格架外條帶焊接熔深先增大后減小;峰值功率對表面質量影響較大,隨著峰值功率的增加,氧化色漸重,但頻率對氧化色影響較小。
【Abstract】Through the laser welding test, the paper studies the welding process of the grid outer strip, and evaluates the welding quality according to the penetration and surface quality. Finally, the following conclusions are drawn: the peak power and frequency have great influence on the welding penetration. With the increase of the peak power and frequency, the welding penetration of the grid outer strip first increases and then decreases. The peak power has a great influence on the surface quality, and the peak power has a great influence on the surface quality. With the increase of the power, the oxidation color becomes heavier, but the frequency has little influence on the oxidation color.
【關鍵詞】格架外條帶;激光焊接;工藝
【Keywords】grid outer strap; laser welding; process
【中圖分類號】TG456.7 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文獻標志碼】A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章編號】1673-1069(2020)09-0164-02
1 引言
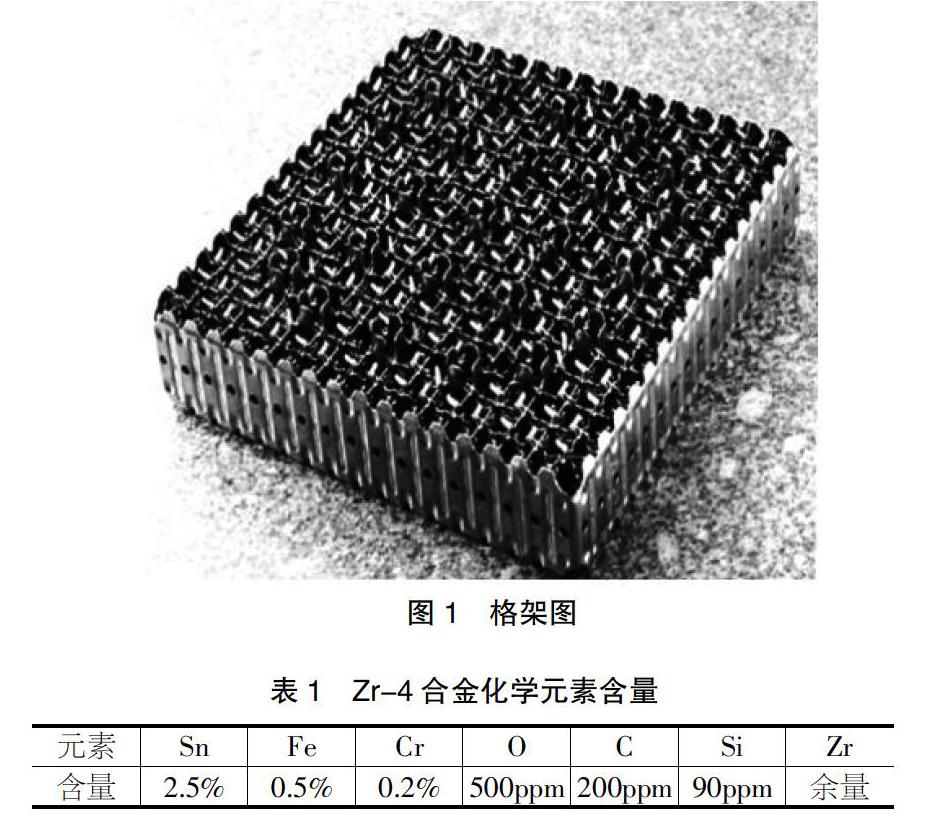
格架由32條內條帶和4條外條帶插裝后焊接而成,是核燃料組件的重要組成部分,具有維持燃料棒的空間分布并為燃料組件提供結構支撐等功能(見圖1)。燃料組件在高溫、高壓、高腐蝕的環境下運行,隨著時間的推移,格架強度逐漸變小,影響燃料組件的結構穩定性。為了保證燃料組件的強度,格架的強度必須滿足足夠的安全裕量。因此,格架焊縫質量直接影響核反應堆的安全運行。
2 試驗材料
核反應堆中結構材料大多采用鋯合金,鋯合金具有較好的抗輻照、抗腐蝕等特性,是核反應堆中不可替代的重要結構材料。本試驗材料選用國產Zr-4帶材,化學元素含量見表1,材料厚度為0.6mm。
3 試樣焊接要求
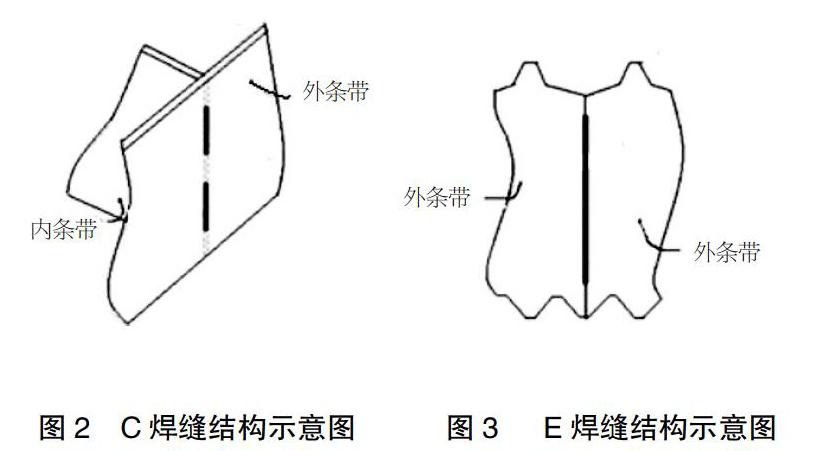
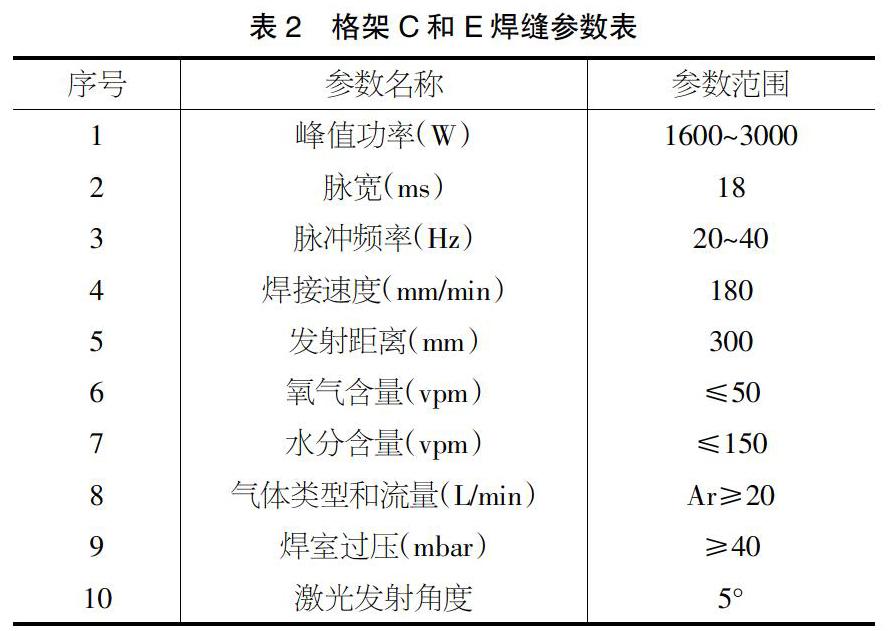
格架外條帶試樣焊接包括2種類型的焊縫,一種為內條帶與外條帶的焊接,簡稱C焊縫,見圖2。一種為外條帶與外條帶之間的對接,簡稱E焊縫,見圖3。每個格架共有C焊縫60條,E焊縫4條。
對外條帶焊接的要求是:焊縫熔深≥0.8×外條帶厚度;焊縫拉伸力≥150daN;腐蝕試驗后焊縫處無白色腐蝕產物。
4 焊接設備
由于格架條帶較薄,焊接后容易變形,可導致格架外形、柵元尺寸不合格,宜選用深熔焊焊機進行焊接,減小熱影響區,減小焊接變形。
本次試驗采用脈沖激光焊機進行焊接,氬氣作為保護氣體,焊接電源為美國IPG光纖激光器,能量更為集中,變形更小。
5 焊接工藝研究
以頻率和峰值功率為變量,其他參數為常量進行試驗。頻率為20Hz、30Hz、40Hz,峰值功率為1600W、1800W、2000W、2200W、2400W、2600W、2800W、3000W進行全試驗,其他參數見表2,焊接后以熔深和焊縫氧化色進行評判。
6 結果分析
不同峰值功率和頻率焊接后的試樣的熔深結果見圖4,可以看出,熔深隨著峰值功率/頻率的增加先增大后減小。這是由于焊縫線能量=峰值功率×脈寬×頻率/焊接速度,隨著峰值功率/頻率的增加,焊縫線能量增大,焊接熔深隨之增大,但是隨著焊接熔深增加到滿熔深(外條帶厚度)后,隨著能量的增大,焊縫塌陷,焊接處條帶變薄,造成熔深減小。
不同峰值功率和頻率焊接后試樣的焊接表面質量見表3。其中0度為無氧化色,1度為輕度氧化色,2度為中度氧化色,3度為重度氧化色。
從表3中可以看出,隨著峰值功率的增大,氧化色漸重,但是頻率對表面質量影響較小,通過分析認為氧化色與單點能量正相關,由于單點能量=峰值功率×脈寬,在脈寬不變的情況下,峰值功率越大,氧化色越重。
頻率主要影響的是線能量,隨著頻率的變化,氧化色無明顯變化,說明氧化色與線能量關系不大。
7 結論
峰值功率和頻率對焊接熔深影響較大,隨著峰值功率和頻率的增加,格架外條帶焊接熔深先增大后減小。峰值功率對表面質量影響較大,隨著峰值功率的增加,氧化色漸重。頻率對氧化色影響較小。對外條帶的焊接試驗中,應綜合考慮熔深和表面質量,摸索出最優的參數組合。
【參考文獻】
【1】曾樂.現代焊接技術手冊[M].上海:上海科學技術出版社,1993.
【2】李亞江,劉強,王娟.焊接質量控制與檢驗[M].北京:化學工業出版社,2014.
【3】上海市焊接協會,上海市焊接學會.焊接先進技術[M].上海:上海科學技術文獻出版社,2010.
【4】韓國明.焊接工藝理論與技術[M].北京:機械工業出版社,2014.
【5】李亞江,王娟.焊接缺陷分析與對策[M].北京:化學工業出版社,2017.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
湖南大學學報·自然科學版(2014年10期)2014-11-20 13:31:18
湖南大學學報·自然科學版(2014年8期)2014-09-18 13:48:30
