薄壁鋼機匣精密孔系的加工工藝改進
2020-11-05 10:56:34唱曉東陶華萍
機械工程與自動化 2020年5期
唱曉東,陶華萍,傅 煜
(中國航發常州蘭翔機械有限責任公司,江蘇 常州 312022)
0 引言
轉接機匣是某型航空發動機上的一個零件,它由前安裝邊、后安裝邊、半環、縱向安裝邊、定位銷組成,即兩個對開殼體用螺釘和定位銷通過縱向安裝邊裝配組成機匣整體。前安裝邊與自由渦輪一級導向器的中間安裝邊連接,后安裝邊與中間機匣的前安裝邊連接,前、后安裝邊均以定位銷孔定位,其余螺釘孔連接自由渦輪一級導向器以及中間機匣,定位銷孔位置精度會對發動機裝配精度以及整機振動產生影響。因此前、后安裝邊上的4個定位銷孔精度要求較高,其位置度要求為0.02 mm。本文主要通過定制工裝、選擇合適的刀具以及制定合理的加工工藝參數對前、后安裝邊的精密孔系完成數控加工。
1 轉接機匣的工藝路線及加工難點
轉接機匣的材料為18CrMn2MoBA,該材料為低合金高強度貝氏體鋼,抗拉強度為440 MPa~640 MPa,具有良好的焊接性能[1]。轉接機匣的主要工藝加工路線為:①前、后安裝邊與半環(未加工前為整個圓環)焊在一起;②在焊接后的零件中間用線切割切成兩半;③銑削待焊縱向安裝邊的缺口;④焊縱向安裝邊;⑤鉆縱向安裝邊定位銷銷孔;⑥通過定位銷將左、右半環連接在一起,進行再加工;⑦車、磨前后安裝邊;⑧加工前、后安裝邊的定位銷孔和螺栓孔。轉接機匣的裝配三維圖和待焊接位置的零件示意圖如圖1、圖2所示。

圖1 轉接機匣的裝配三維圖

圖2 轉接機匣的焊接示意圖
轉接機匣需要加工的孔如圖3所示。在后安裝邊E上加工4-Φ8、位置度為0.02 mm的定位銷孔,以及24-Φ7.4、位置度為0.4 mm的螺栓孔;在前安裝邊D上加工4-Φ8、位置度為0.02 mm的定位銷孔以及26-Φ7.4、位置度為0.4 mm的螺栓孔。轉接機匣的半環部分是鈑金件,壁厚只有1.2 mm,前、后安裝邊厚度也只有4.5 mm。焊接的應力集中、結合面的硬度不足導致零件剛性非常弱,再經過車削、磨削也會產生殘余應力,同時零件受溫度變化導致的變形量較大。零件加工時處于夾緊狀態,加工完成后處于自由狀態進行測量,因此零件精密孔系位置度易超差,如何通過加工方法的改進保證該零件自由狀態下的精度合格是本文研究的重點。
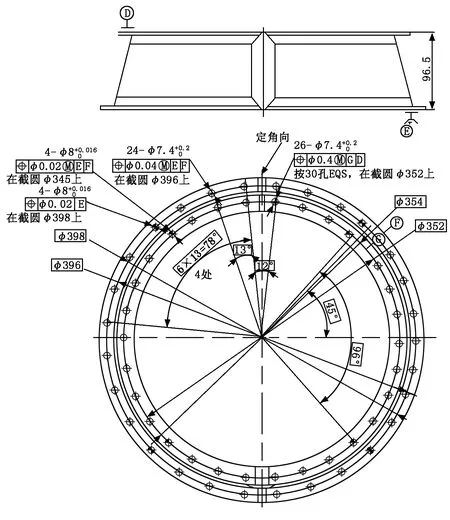
圖3 轉接機匣的加工工藝圖
2 傳統加工方法
傳統的加工方式為精鏜定位銷孔,鉗工鉆螺栓孔。精鏜設備為單柱坐標鏜床,加工時需要工人手動操作手輪,調整預鉆孔坐標、進給和轉速;鉗工則需要依靠鉆模加工螺栓孔。這種加工工藝雖然保證了產品質量,但加工周期長,不利于批量加工,并且加工受人為因素影響較大,產品質量一致性難以保證。
3 改進后的加工方法
改進后采用數控加工定位銷孔和螺栓孔,通過程序設定自動加工孔系,相比精鏜無需設定預鉆孔坐標,無需手動調整轉速、進給。銷孔和螺紋孔可在一臺設備上加工,工裝簡易、減少轉工,利于批量生產,產品一致性好。零件的結構決定了在上、下安裝邊加工精密孔系難度較大,因此如何選擇合適的工裝、刀具、加工參數尤為重要。
3.1 工裝定制
加工該零件采用的工裝為江蘇無錫某廠家設計的工裝,如圖4所示。轉接機匣由于壁厚較薄,裝夾后極易變形,因此在工裝方面考慮只壓安裝邊,然后將零件置于C面之上,由A面支靠零件外徑,完成定位。最后由B壓緊,B與托板下面的一個拉桿連接,壓動拉桿,完成壓緊。
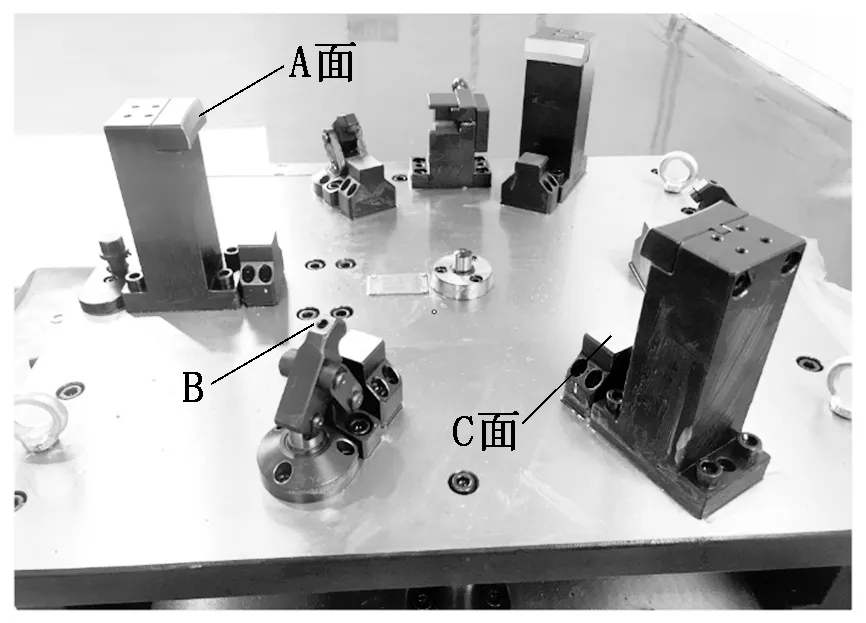
圖4 零件加工工裝
3.2 刀具及加工參數選擇
選擇切削用量時首先選取盡可能大的背吃刀量,其次根據數控機床動力和剛性條件或已加工表面粗糙度要求選取盡可能大的進給量,最后確定切削速度[2]。本文選擇的刀具有Φ8的中心鉆,Φ6、Φ7.5、Φ7.8的鉆頭,Φ8的圓柄可調鏜刀。切削速度vc根據刀具的不同設置在18 m/min~50 m/min之間,具體參數見試加工過程。
3.3 轉接機匣的試加工過程
本文選用的設備為高精度三軸加工中心,工作行程為800 mm×500 mm×610 mm,定位精度為0.003 mm,重復定位精度為0.002 mm。主要的加工路線為先加工后安裝邊上的所有孔,再加工前安裝邊的所有孔。夾具裝在工作臺上后,找正工裝C面跳動,不大于0.003 mm,本文在加工前已經對C面進行了銑削。零件置于C面之上,自由狀態下找正零件端面跳動不大于0.02 mm,確保加工前的基準面合格。完成壓緊,壓緊力度不宜過大,壓緊后找正零件端面跳動,在跳動滿足要求時加工孔系。加工這些孔的具體過程和參數如下:
(1)用Φ8的中心鉆點鉆24-Φ7.4孔的位置,轉速S=2 200 r/min,進給F=120 mm/min。
(2)用Φ6的鉆頭粗鉆24-Φ7.4底孔,轉速S=1 200 r/min,進給F=110 mm/min。
(3)用Φ7.5的鉆頭精鉆24-Φ7.4孔,轉速S=1 300 r/min,進給F=120 mm/min。
(4)用Φ8的中心鉆點鉆4-Φ8銷孔的位置,轉速S=900 r/min,進給F=90 mm/min。
(5)用Φ7.8的鉆頭粗鉆4-Φ8底孔,轉速S=900 r/min,進給F=90 mm/min。
(6)用鏜刀粗鏜銷孔到4-Φ7.98,轉速S=2 200 r/min,進給F=160 mm/min。
(7)用鏜刀精鏜4-Φ8到精加工尺寸,轉速S=2 200 r/min,進給F=160 mm/min。
(8)用Φ8的中心鉆點鉆26-Φ7.4孔的位置,轉速S=900 r/min,進給F=60 mm/min。
(9)用Φ6的鉆頭粗鉆26-Φ7.4底孔,轉速S=1 100 r/min,進給F=60 mm/min。
(10)用Φ7.5的鉆頭精鉆26-Φ7.4,轉速S=1 300 r/min,進給F=50 mm/min。
(11)用Φ8的中心鉆點鉆4-Φ8銷孔的位置,轉速S=900 r/min,進給F=90 mm/min。
(12)用Φ7.8的鉆頭粗鉆4-Φ8底孔,轉速S=1 100 r/min,進給F=110 mm/min。
(13)用鏜刀粗鏜銷孔到4-Φ7.98,轉速S=2 200 r/min,進給F=60 mm/min。
(14)用鏜刀精鏜4-Φ8到精加工尺寸,轉速S=2 200 r/min,進給F=60 mm/min。
在加工以上工步(1)~(7)時以縱向安裝邊的切口中心定角向,以E面(見圖3)內徑定圓心,以平面E定Z坐標零點,按照以上工步的刀具和速度進行加工。完成后安裝邊上的孔加工后零件換面加工,換下一道工序工裝(與圖4類似),由于加工前安裝邊的銷孔是以后安裝邊的銷孔為基準,所以在工步(8)~(14)重新建立加工坐標系,以后安裝邊的4個銷孔定圓心,以其中一個銷孔F定角向,以E面為Z坐標零點,按照以上工步的刀具和速度進行加工。在編制鉆孔程序時考慮線性逼近孔位而非快速逼近,以工件的線速度加工孔系,可保證位置度最佳。
3.4 加工過程中難點的解決方案
在加工過程中遇到許多問題,本文對出現的問題進行了分析和解決。具體如下:
(1)首先零件前、后安裝邊的平面、外徑由臥式數控車加工,完成后轉磨床磨上、下平面,工藝要求磨工保證上、下面平面度均為0.01 mm,平行度小于0.02 mm。靜止一段時間后,受環境溫度以及零件內部殘余應力影響零件產生變形,導致前、后安裝邊平行度、平面度超差,精密孔系加工精度難以保證。為充分釋放零件內部殘余應力,車削加工后將零件靜置12 h,之后磨削加工后的零件變形量有所改善。經過試驗,該方法能夠保證加工中心分別找正上、下安裝邊的跳動在0.02 mm以內,同時滿足精密孔系的精度要求。
(2)其次為消除環境溫度以及內部應力對零件的影響,本文采用的方法是先將銷孔粗鏜到Φ7.98后,精鏜時微調鏜刀,每次調大0.003 mm,多次調整,確保最后精加工到Φ8。經過試驗,此種方法能夠減少加工過程中的變形量,保證零件位置度合格。
(3)最后,在對后安裝邊所有銷孔粗加工后,轉三坐標進行計量,計量后再進行精加工,在精加工前曾驗證之前的坐標系是否發生變化,發現不同時間測出來的值不同,說明溫度對零件影響較大,這就需要對現有坐標系進行調整。所以,如果加工后安裝邊上的孔系時由于客觀原因中斷了,需要隔數小時再加工時不能采用之前的坐標系,一定要重新插4個銷子,重新定新的加工坐標系,這是加工過程需要注意的一點。
最終加工出的零件(截取部分)如圖5所示。
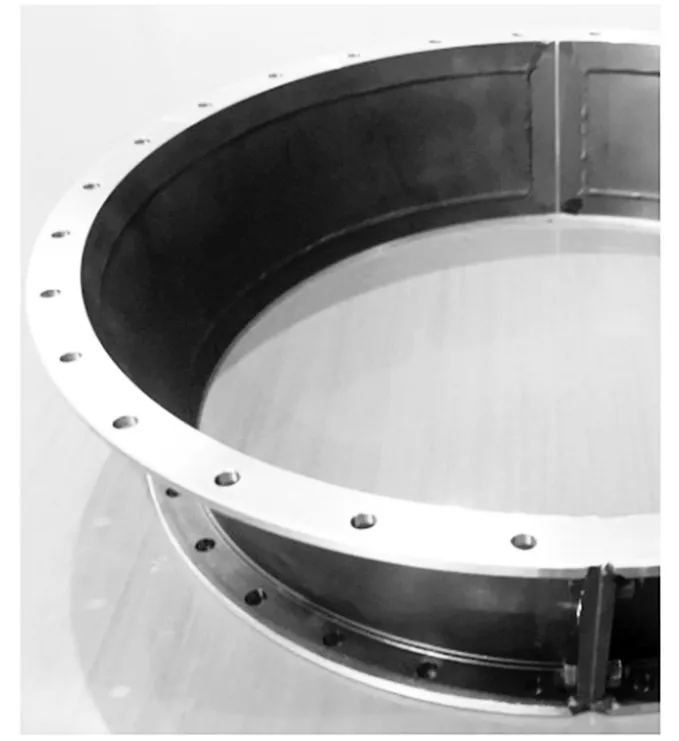
圖5 加工出的零件
4 加工方法的推廣
本文提供的加工方法已經推廣并應用到一類機匣件的加工,包括中間機匣、燃燒室機匣等零件,這些零件都是通過焊接將鈑金和機加件結合起來,安裝邊上存在精密孔系。中間機匣壁厚為1.2 mm,在3個懸空的凸臺面上加工3-Φ10的孔尤為困難。燃燒室機匣雖不需要找正銷子,但對腰型槽精度要求較高,加工時尤為注意腰型槽圓弧位置的粗糙度,否則位置度極易超差,這些零件的加工方法本文將不再贅述。目前,轉接機匣、中間機匣、燃燒室機匣等機匣件均已進行批量生產,零件尺寸精度合格,說明該方法穩定可靠。
5 結論
本文通過對薄壁機匣類零件——轉接機匣的結構和工藝路線分析,將傳統的加工方式轉為數控加工,對加工過程中出現的難點進行了剖析,完成了零件精密孔系的加工,成功地將此加工方法推廣到其他薄壁鋼機匣,為其他型號航空發動機零部件的加工奠定了基礎。