航空發(fā)動(dòng)機(jī)液壓管路裂紋故障分析
2020-11-05 06:50:48劉中華李興泉高東武
航空發(fā)動(dòng)機(jī) 2020年5期
劉中華,李興泉,賈 鐸,高東武,劉 鑫
(1.中國航發(fā)沈陽發(fā)動(dòng)機(jī)研究所,沈陽110015;2.空裝駐沈陽地區(qū)第二軍事代表室,沈陽110042)
0 引言
航空發(fā)動(dòng)機(jī)管路連接在發(fā)動(dòng)機(jī)各部件、附件之間,并輸送燃、滑油、空氣等介質(zhì),完成發(fā)動(dòng)機(jī)運(yùn)行、操控、冷卻等功能[1]。管路受到來自發(fā)動(dòng)機(jī)轉(zhuǎn)子、傳動(dòng)附件及液壓脈動(dòng)等因素的激振影響,直接影響到管路系統(tǒng)甚至發(fā)動(dòng)機(jī)穩(wěn)定性及可靠性。
早期世界各航空大國研制發(fā)動(dòng)機(jī)主要集中在核心機(jī)(由壓氣機(jī)、燃燒室和高壓渦輪組成)設(shè)計(jì)制造技術(shù)領(lǐng)域,而對(duì)外部結(jié)構(gòu)重視不夠,導(dǎo)致發(fā)動(dòng)機(jī)外部管路斷裂、漏油、滲油故障頻發(fā)。該類問題已經(jīng)引起世界航空航天科研部門的充分重視,目前,在國外的各種標(biāo)準(zhǔn)規(guī)范、結(jié)構(gòu)完整性大綱、設(shè)計(jì)準(zhǔn)則中,對(duì)管路明確提出了各種設(shè)計(jì)、試驗(yàn)和考核的要求。國內(nèi)在飛機(jī)飛行過程中出現(xiàn)的發(fā)動(dòng)機(jī)管路惡性故障不是特別多,這主要是由于在發(fā)動(dòng)機(jī)研制過程中地面試車較為充分,可以提前暴露并解決一些問題。但是在地面試驗(yàn)考核過程中,由振動(dòng)誘發(fā)的管路故障依然較多,這也直接影響試驗(yàn)考核進(jìn)度,有時(shí)甚至使發(fā)動(dòng)機(jī)的研制周期延長。在管路的故障診斷及機(jī)理分析方面中國多位研究人員進(jìn)行了深入研究。李哲洙等[2]提出引入經(jīng)驗(yàn)?zāi)B(tài)分析方法(Empirical Mode Decomposition,EMD)和希爾伯特-黃變換(Hilbert-Huang Transform, HHT)方法的液壓管路裂紋的故障診斷方法,較為真實(shí)地反映有裂紋液壓管路的頻率和幅值分布情況;鄒炳燕等[3]分析鋼材管路需要選擇合適的焊接工藝,可以有效避免產(chǎn)生焊接裂紋并影響管路強(qiáng)度;張祝新等[4]從理論上分析閉端管路系統(tǒng)發(fā)生諧振的條件,提出換向閥至液壓泵的管路應(yīng)避開發(fā)生諧振的長度,可以有效防止管路發(fā)生諧振的方法;楊同光等[5]提出1 種分形理論的故障診斷方法,可以有效診斷出航空液壓管路有無裂紋故障,同時(shí)能夠識(shí)別早期裂紋故障。杜大華等[6]提出管路的動(dòng)強(qiáng)度失效分析方法與動(dòng)力優(yōu)化設(shè)計(jì)技術(shù),提高管路結(jié)構(gòu)的力學(xué)環(huán)境適應(yīng)性與可靠性,并通過試驗(yàn)驗(yàn)證了改進(jìn)措施有效。目前,中國在對(duì)航空發(fā)動(dòng)機(jī)管路的研制中,缺乏對(duì)激勵(lì)產(chǎn)生機(jī)制及控制的深入研究,大多采取加卡箍、改走向和增加壁厚等適應(yīng)激勵(lì)環(huán)境的措施,導(dǎo)致管路的動(dòng)強(qiáng)度設(shè)計(jì)裕度不明、偏保守、優(yōu)化驗(yàn)證周期長等。
本文針對(duì)某型航空發(fā)動(dòng)機(jī)液壓管路在試車中發(fā)生的管路裂紋故障,進(jìn)行故障排查分析,確定故障位置及原因,并制定相應(yīng)改進(jìn)措施。
1 故障現(xiàn)象描述
某型發(fā)動(dòng)機(jī)在臺(tái)架試車過程中發(fā)生液壓管路焊縫裂紋故障,該管路為高壓液壓管,具體形狀及裂紋位置如圖1 所示。出現(xiàn)在管路平管嘴與導(dǎo)管焊接部位,長度約為3.8 mm,如圖2 所示。
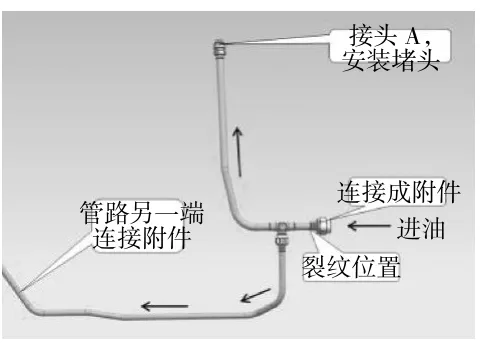
圖1 管路結(jié)構(gòu)
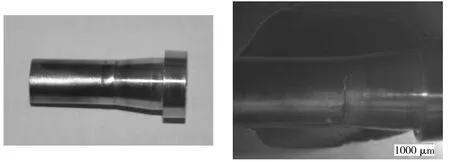
圖2 裂紋位置
2 故障分析
2.1 故障定位及故障樹分析
通過現(xiàn)場檢查,僅有該管路發(fā)生故障,其他件未見異常,管路焊縫裂紋為原發(fā)故障,是該故障的頂事件。
針對(duì)該管路焊縫裂紋故障,根據(jù)故障件設(shè)計(jì)、生產(chǎn)加工、制造、裝配和試車的全流程,找出所有可能造成故障的底事件,形成故障結(jié)構(gòu)樹[7-8](如圖3 所示),用于指導(dǎo)排故工作和分析故障原因。
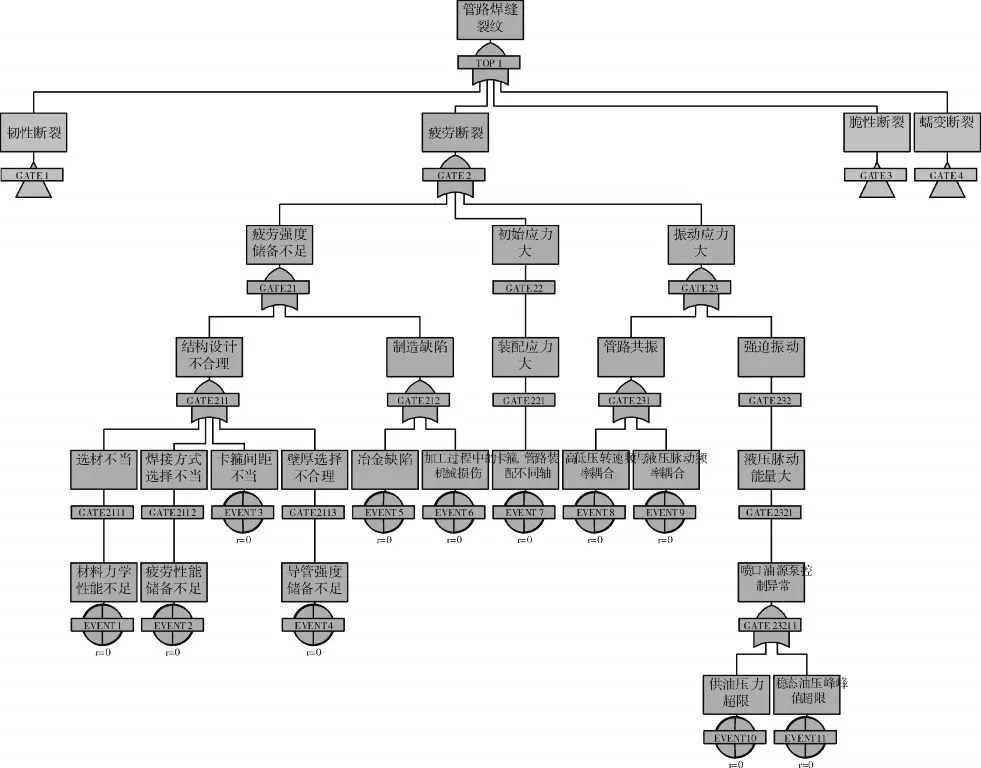
圖3 管路斷裂故障樹
根據(jù)故障現(xiàn)象及故障樹,通過故障件斷口分析、設(shè)計(jì)復(fù)查、裝配工藝復(fù)查、試驗(yàn)測量復(fù)查等,以確定故障原因。
2.2 管路斷口分析
故障管路裂紋斷口宏觀形貌如圖4 所示。從圖中可見,斷口呈灰白色,表面較粗糙,可見明顯的疲勞弧線和放射棱線特征,表明該斷口性質(zhì)為疲勞[9]。根據(jù)疲勞弧線及放射棱線的方向判斷,疲勞起源于管路焊縫部位內(nèi)腔,呈線源特征,如圖4 中箭頭所指。
在掃描電鏡中放大觀察,故障管路裂紋斷口微觀形貌如圖5 所示。從圖中可見,疲勞弧線和放射棱線匯聚于管路焊縫部位內(nèi)腔表面,表明該處為疲勞起源,呈線源特征。疲勞源區(qū)未見明顯的冶金缺陷。可以排除底事件中的EVENT5 因素。
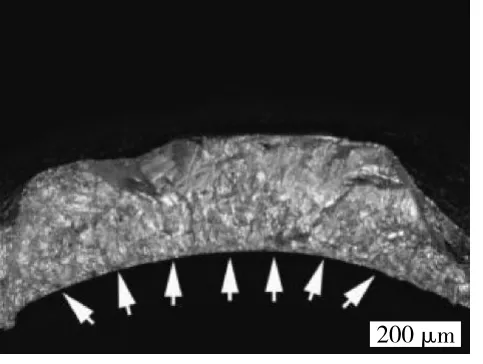
圖4 故障管路裂紋斷口剖面
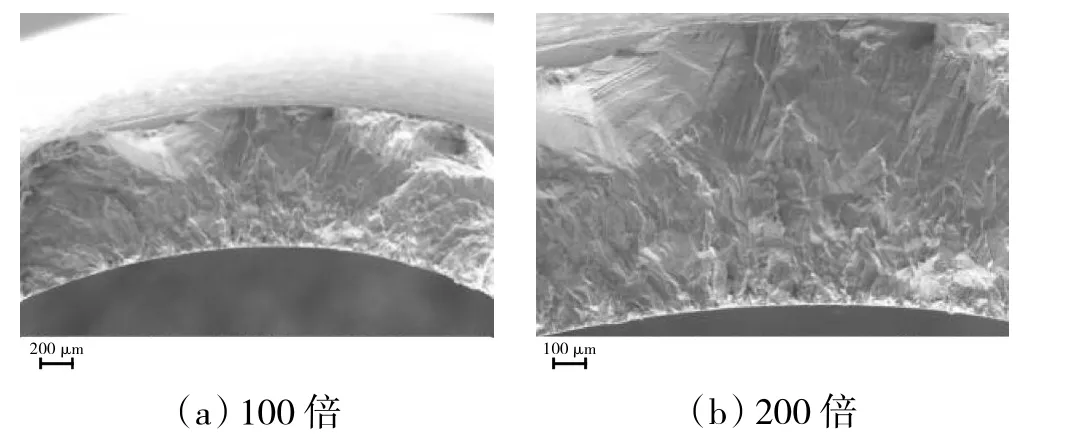
圖5 故障管路裂紋斷口微觀形貌
2.3 導(dǎo)管材料及焊接形式分析
導(dǎo)管材料為0Cr18Ni9,依據(jù)材料手冊(cè)[10],0Cr18Ni9 的拉伸性能σb=569 MPa,拉伸率δ5=50%。
管材選擇、制造標(biāo)準(zhǔn)、焊接質(zhì)量驗(yàn)收標(biāo)準(zhǔn)以及焊接形式選擇均沿用系列型號(hào)發(fā)動(dòng)機(jī),具有較高的強(qiáng)度儲(chǔ)備,已經(jīng)通過大量長試、試飛考核驗(yàn)證。可以排除底事件EVENT1 及EVENT2 因素。
2.4 目視檢查
故障件返廠檢查,除故障裂紋外,管路外觀無問題,焊縫裂紋處焊道平整光滑,焊高符合要求,可以排除底事件EVENT6 因素。
在更換管路的工作現(xiàn)場,均對(duì)卡箍及管路的裝配狀態(tài)進(jìn)行了檢查,卡箍與管路同軸度均良好,未發(fā)現(xiàn)異常,可以排除底事件EVENT7 因素。
2.5 設(shè)計(jì)復(fù)查
2.5.1 卡箍間距復(fù)查
通過復(fù)查卡箍支撐間距,管路總長約為400 mm,共有3 個(gè)雙聯(lián)卡箍固定,卡箍間距分別為294、96 mm,滿足設(shè)計(jì)標(biāo)準(zhǔn)[11]中Φ12 鋼材管路支撐中心最大長度在嚴(yán)酷振動(dòng)環(huán)境中的最大長度小于340 mm 的距離要求。可以排除底事件EVENT3 因素。
2.5.2 導(dǎo)管壁厚設(shè)計(jì)復(fù)查
通過復(fù)查,該故障管路導(dǎo)管外徑為12 mm,壁厚1 mm。對(duì)該故障管路爆破壓力管路組件允許在最大工作壓力下進(jìn)行計(jì)算[10]
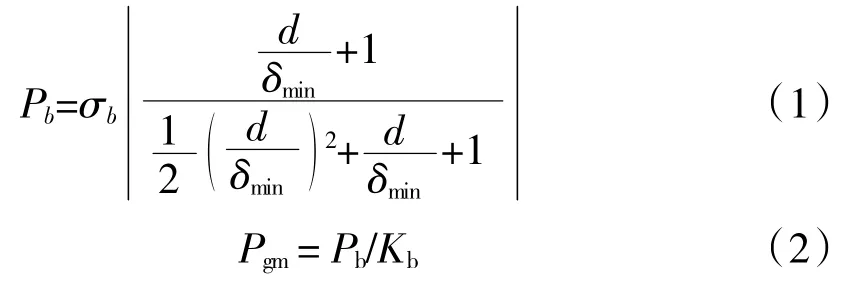
式中:Pb為管路爆破壓力,Pa;Pgm為管路最大允許工作壓力,Pa;d 為管路內(nèi)徑,mm;δmin為管路最小壁厚,mm;σb為管路材料的拉伸強(qiáng)度極限最小值,Pa。
標(biāo)準(zhǔn)[12]中規(guī)定按材料常溫下強(qiáng)度極限儲(chǔ)備系數(shù)Kb≥3.75,計(jì)算結(jié)果為25 MPa,管路系統(tǒng)設(shè)計(jì)要求為21 MPa,滿足要求。可以排除底事件EVENT4 因素。
2.6 試驗(yàn)測試復(fù)查
2.6.1 共振測試復(fù)查
為排查故障原因,對(duì)故障管路進(jìn)行換裝新管,在裝機(jī)條件下采用錘擊法進(jìn)行固有頻率[1,13]測量,測量結(jié)果為218 Hz。
對(duì)該管路裂紋位置進(jìn)行動(dòng)應(yīng)力測量,測試程序?yàn)榻?jīng)慢掃程序達(dá)到中間狀態(tài)后打開噴口油源泵控制附件。測試結(jié)果見表1。
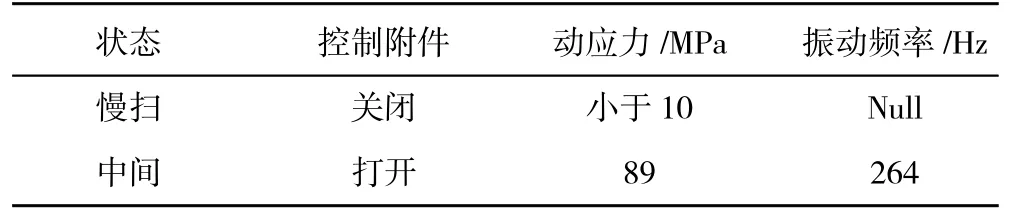
表1 動(dòng)應(yīng)力測試結(jié)果
通過上述試驗(yàn)復(fù)測可知:
(1)管路在慢掃條件下動(dòng)應(yīng)力值不超限,當(dāng)控制附件開關(guān)打開后動(dòng)應(yīng)力值超限;
(2)通過復(fù)查中間狀態(tài)的高、低壓轉(zhuǎn)速換算高、低壓基頻,該管路的固有頻率、振動(dòng)頻率與高、低壓基頻均不耦合。
為進(jìn)一步排查管路是否由于共振原因?qū)е聞?dòng)應(yīng)力超限,隨后采用多種調(diào)整卡箍支撐方案對(duì)故障管路進(jìn)行調(diào)頻[14-16]、增加阻尼[17]等措施,同時(shí)進(jìn)行動(dòng)應(yīng)力測量以驗(yàn)證調(diào)整措施的可行性。測量結(jié)果基本與表1 情況一致,證明通過調(diào)整頻率、增加阻尼等方法無法將管路動(dòng)應(yīng)力值降低到限制值以下。可以排除EVENT8及EVENT9 因素。
2.6.2 強(qiáng)迫振動(dòng)測試復(fù)查
由于噴口油源泵控制附件主要控制油壓,為進(jìn)一步排查管路動(dòng)應(yīng)力超限問題與控制附件打開后油壓的關(guān)系,同時(shí)對(duì)故障管路裂紋位置進(jìn)行動(dòng)應(yīng)力測量及對(duì)管路接頭A 位置進(jìn)行液壓脈動(dòng)測量,具體位置如圖1 所示。分別進(jìn)行關(guān)閉噴口油源泵控制附件開關(guān)條件下的慢掃程序,以及打開噴油油源泵控制附件開關(guān)下的慢掃程序下的測量。
動(dòng)應(yīng)力結(jié)果見表2。對(duì)表中控制附件開關(guān)狀態(tài)截取應(yīng)變片的動(dòng)應(yīng)力瀑布圖,如圖6 所示;脈動(dòng)壓力測量結(jié)果見表3。
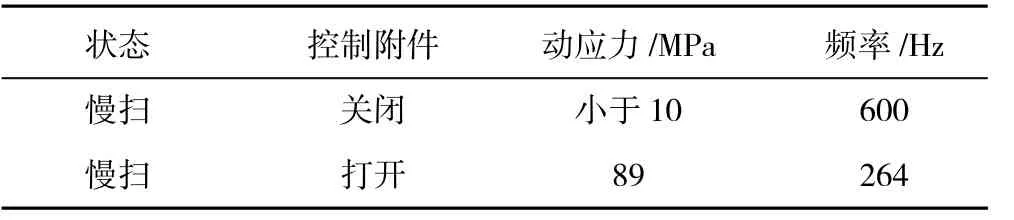
表2 動(dòng)應(yīng)力測試結(jié)果
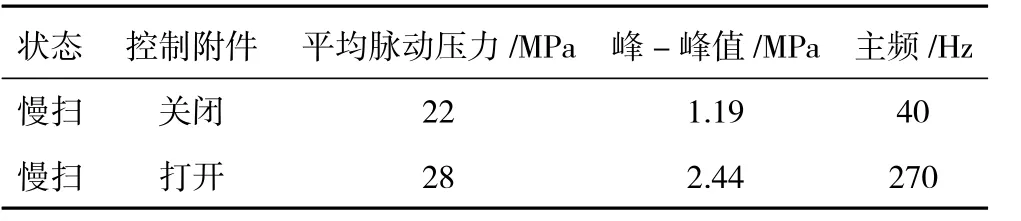
表3 壓力脈動(dòng)結(jié)果
對(duì)圖7、表2、3 分析可知:
(1)打開噴油油源泵控制附件開關(guān)后,當(dāng)發(fā)動(dòng)機(jī)進(jìn)入穩(wěn)態(tài)(中間)時(shí)動(dòng)應(yīng)力激增并超限,液壓脈動(dòng)主頻270 Hz 與動(dòng)應(yīng)力超限時(shí)的振動(dòng)頻率264 Hz 基本耦合;
(2)當(dāng)噴口油源泵控制附件開關(guān)打開狀態(tài)脈動(dòng)測量中的平均脈動(dòng)壓力約為28 MPa,液壓脈動(dòng)的峰-峰值為2.44 MPa,均超出成品技術(shù)協(xié)議要求,可見在噴口油源泵控制附件開關(guān)打開后,出現(xiàn)的高幅值脈動(dòng)壓力以270 Hz 的頻率作用在管路上,在裂紋位置循環(huán)產(chǎn)生89 MPa 的動(dòng)應(yīng)力,超出管路工程動(dòng)應(yīng)力限制值要求,無法排除底事件EVENT10 及EVENT11 因素。
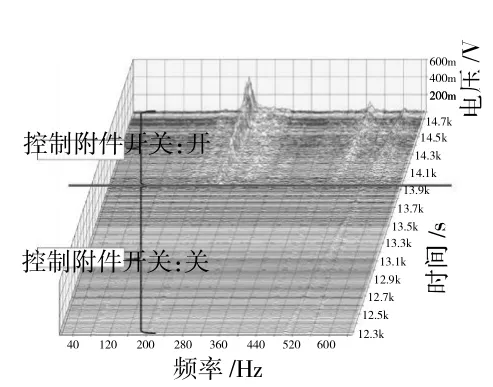
圖6 慢掃狀態(tài)
3 故障機(jī)理分析
針對(duì)與故障相關(guān)的2 個(gè)底事件,對(duì)管路裂紋故障原因進(jìn)行分析。
該發(fā)動(dòng)機(jī)上的噴口油源泵控制附件在油壓控制方面存在問題,導(dǎo)致噴口油源泵出口壓力及峰-峰值的控制超出正常工作范圍,在打開控制附件開關(guān)后,出現(xiàn)的超出要求平均油壓及峰- 峰值脈動(dòng)壓力以270 Hz 的頻率進(jìn)行沖擊,引起該管路在剛性連接位置的彎曲振動(dòng),在管路焊縫位置產(chǎn)生超限循環(huán)應(yīng)力,導(dǎo)致管路焊縫萌生裂紋并在較大振動(dòng)應(yīng)力和噴口油源泵出口脈動(dòng)壓力作用下發(fā)生裂紋故障。
4 改進(jìn)措施及驗(yàn)證
4.1 改進(jìn)措施
噴口油源泵出口脈動(dòng)壓力及峰-峰值超限是導(dǎo)致管路動(dòng)應(yīng)力超限的主要原因,噴口油源泵控制附件的功能是控制油壓及燃油流量,因此采取的解決措施是更換噴口油源泵控制附件,新采用的附件調(diào)低了本身輸出控制壓力。
4.2 驗(yàn)證情況
更換噴口油源泵控制附件后,對(duì)噴口控制系統(tǒng)涉及的高壓管路動(dòng)應(yīng)力及脈動(dòng)壓力進(jìn)行測量,故障管路裂紋位置動(dòng)應(yīng)力結(jié)果見表4,脈動(dòng)壓力結(jié)果見表5。
落實(shí)排故措施后,在激振頻率測量過程中未再高于270 Hz,脈動(dòng)壓力及峰-峰值降低,管路動(dòng)應(yīng)力符合限制值要求。經(jīng)過大量的廠內(nèi)臺(tái)架試車及試飛驗(yàn)證,均未再發(fā)生此類故障,證明改進(jìn)措施正確有效。
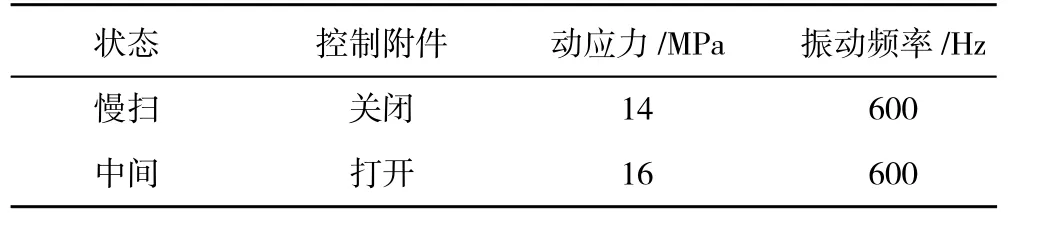
表4 動(dòng)應(yīng)力測試結(jié)果

表5 壓力脈動(dòng)結(jié)果
5 結(jié)束語
針對(duì)某型航空發(fā)動(dòng)機(jī)管路裂紋故障,制定改進(jìn)措施,驗(yàn)證有效。為避免此類故障再次發(fā)生,在高壓管路使用中應(yīng)考慮增加脈動(dòng)壓力測量監(jiān)控手段,以避免液壓脈動(dòng)問題導(dǎo)致的管路裂紋、斷裂等問題的發(fā)生。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
機(jī)械制造文摘(焊接分冊(cè))(2013年6期)2013-03-20 13:57:27