一種四點壓力機偏心齒輪的修復方法
2020-11-04 04:49:36田理中孫宗建岳雨蒙梁化春徐州鍛壓機床廠集團有限公司
鍛造與沖壓 2020年20期
文/田理中,孫宗建,岳雨蒙,梁化春·徐州鍛壓機床廠集團有限公司
李廣娟·江蘇省徐州技師學院
偏心齒輪為曲柄壓力機中主要傳動輸出部件,偏心齒輪偏心體出現(xiàn)相位精度偏差會影響機床的精度,甚至影響機床正常使用。本文通過返修一臺四點曲軸式機械壓力機的成功案例,介紹一種偏心齒輪的修復方法。
偏心齒輪是曲柄壓力機中核心部件,是將回轉運動轉換為直線往復運動的主要部件。偏心齒輪的加工制造精度直接影響壓力機的精度,甚至會影響壓力機的使用效果。其中四點壓力機偏心齒輪由于有兩個偏心體其加工制造工藝相較雙點偏心齒輪工藝更加復雜。
案例介紹
此案例涉及一臺四點偏心式800 噸機械壓力機,由于長期偏載使用引起壓力機精度出現(xiàn)偏差,最后使得導柱導套燒傷,平衡氣缸內壁燒傷,偏心齒輪偏心體外圓及連桿滑動軸承燒傷,導致機床無法正常使用。上述零件需要修復更換保證機床的正常運轉,初步判斷偏心齒輪的變形導致四組偏心體出現(xiàn)相位偏差,引起上述零件的燒傷損壞。由于大型偏心齒輪替換成本較高,并且該機床為老設備,所以制定了一種偏心體精度配滑動軸承的修復方案。本文主要介紹偏心齒輪的修復過程。
零件精度測量與結果分析
四點偏心式壓力機的偏心齒輪外形尺寸如圖1 所示,由圖可知,偏心齒輪對壓力機精度影響較大的尺寸為:單件齒輪中兩組偏心體外圓的尺寸精度,兩組偏心外圓的同軸度,芯軸內孔的尺寸精度,芯軸內孔的同軸度,兩組偏心體外圓與芯軸內孔的中心距以及兩件零件的偏心距誤差。經(jīng)檢驗人員現(xiàn)場測量,兩組偏心體外圓及內孔尺寸如表1 所示。
在檢測平臺上測量偏心距及同軸度較為復雜,所以使用三坐標測量儀測量出偏心體外圓相對芯軸內孔的中心距與單個偏心齒輪兩組偏心體的同軸度,具體數(shù)據(jù)如表2 所示。
由測量數(shù)據(jù)可見,左右偏心體主尺寸不一致。經(jīng)詢問廠家得知右側偏心體燒傷并進行了兩次修復,修復方法為校正原外圓內孔后車削加工,兩次裝配后均無法正常使用,因此決定返廠大修。
經(jīng)過對兩組偏心齒輪檢測數(shù)據(jù)分析和現(xiàn)場零件查看可得出以下結論:(1)兩偏心體外圓出現(xiàn)磨損,右側偏心體磨損較大;(2)兩偏心體相對芯軸孔中心距不相等,在部分情況下相差會達到0.53mm;(3)右側偏心齒輪兩組偏心體偏心距相差較大,且存在較大的相位差;(4)之前修復沒有保證四組偏心體的偏心距和相位角一致,是導致壓力機無法正常使用的主要原因;(5)拆下滑動軸承后測得偏心齒輪內孔磨損變形不大,但齒輪是否發(fā)生變形,齒輪節(jié)圓與內孔是否同軸不能保證;(6)偏心齒輪上的兩組偏心體外圓相對于齒輪偏心放置,無法在一個工位上一次完成。
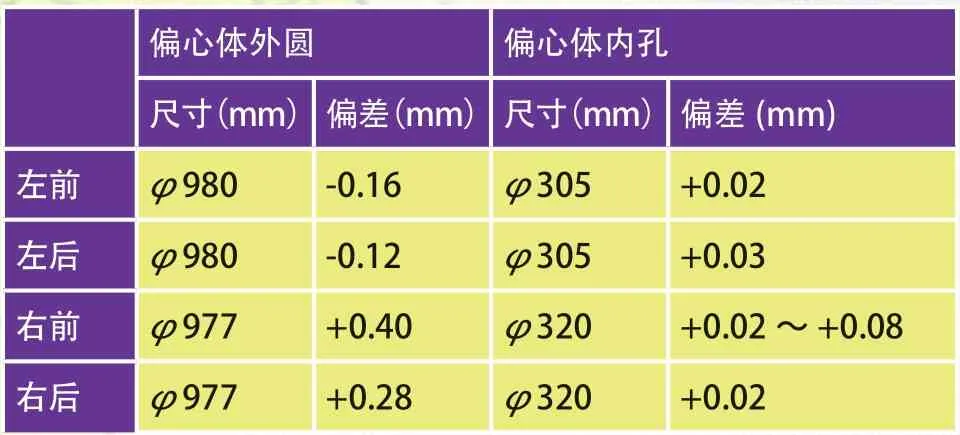
表1 偏心體外圓及內孔尺寸測量結果
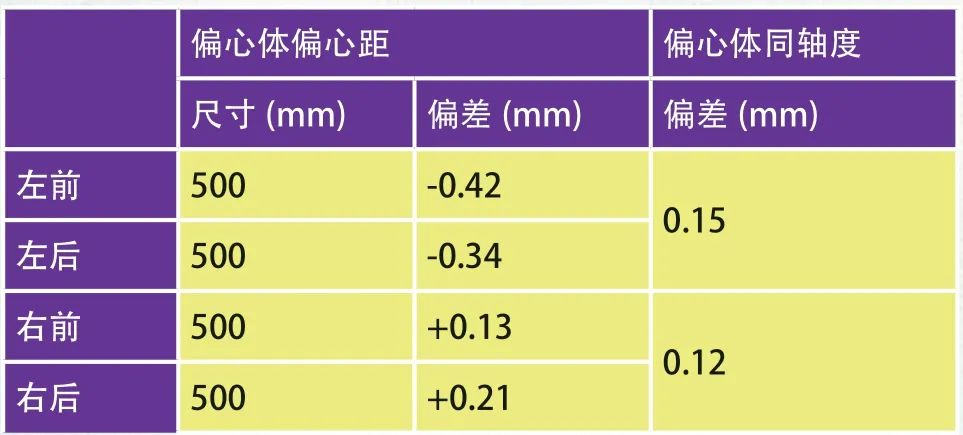
表2 偏心距與同軸度測量結果
此外,在查看壓力機其他零件時發(fā)現(xiàn),壓力機四根導柱中有一根外圓燒傷嚴重。從側面可反映上述結論。
制定修復方案
兩件偏心齒輪在原零件上進行修復,為了滿足零件正常使用以及壓力機的精度,需要保證四組偏心體的偏心距一致,誤差在0.02mm 以內,另外還要保證一件偏心齒輪上兩組偏心體的同軸度。由于齒輪在兩偏心體之間且尺寸較大,在立車上加工時不能一次加工,如何調面校正存在一定難度。還需要檢測偏心齒輪節(jié)圓與內孔的同軸度,如偏差較大需要進行修復作為后續(xù)加工的基準。經(jīng)過工藝討論,制定工藝方案如下。
(1)焊接工藝板,制作工裝。
在偏心體兩側焊工藝板,位置在偏心外圓中心附近,作為后續(xù)工藝板的墊板。提前制作偏心齒輪定位工裝,此工裝分為上下兩層,上層作為軸承孔定位用,制作兩塊用螺栓和銷固定在下層工裝上。下層作為偏心外圓定位用,鑲于立式車床旋臺中心。上下兩層工裝均留加工量,待進行相應工序時配車如圖2 所示。
(2)校正節(jié)圓修基準孔。
根據(jù)偏心齒輪結構可知,為了保證齒輪正確嚙合,齒輪節(jié)圓必須與軸承孔同軸,如偏差較大則會導致銅瓦燒傷的情況,所以本工序為加工一側軸承孔作為工藝基準。本次修復偏心齒輪齒部不需要返修,為了保證加工孔與齒輪節(jié)圓同軸加工時需要校正齒輪節(jié)圓。齒輪節(jié)圓校正困難較大,為了更方便的校正,根據(jù)齒輪模數(shù)制作了校正銷軸固定在齒輪齒面上,上下兩端各固定一排,銷軸均布在齒輪圓周上8 處。加工前校正齒輪上端面至0.04mm 以內,校正銷軸母線高點至0.04mm 以內。校正完成后夾緊工件,修偏心齒輪上端軸承孔至內孔全部見光,測量并記錄加工后的內孔尺寸為下道工序使用,車外側臺階作為加工滑動軸承的校正基準,如圖3 所示。
(3)工件調頭修反面孔。
此工序是為了保證上下兩軸承孔同軸,同時也保證齒輪節(jié)圓與兩軸承孔同軸。工件下活,調頭。根據(jù)上道工序記錄的軸承孔加工尺寸配車圖2 中軸承孔定位工裝外圓形成配合尺寸,此時工裝外圓與機床旋臺同軸。將調頭工件加工后的軸承孔安裝在定位工裝上,校正銷軸母線至0.05mm 以內,車另一端軸承孔和臺階外圓至見光,如圖4 所示。
(4)焊工藝板、加工工藝校正孔。
此工序加工偏心圓校正孔。完成上述工序后,偏心齒輪的軸承孔已經(jīng)修復完成保證與齒部節(jié)圓同軸。后續(xù)工序需保證偏心齒輪的偏心距同時保證兩組偏心體同軸。此工序為加工偏心校正孔,在原工藝墊板上焊接另一塊工藝板,將工件臥放在工作臺上。使用數(shù)控龍門加工中心安裝尋邊器校正加工后的軸承孔至同軸并保證中心線與機床橫梁導軌平行,使用尋邊器找正兩偏心體外圓中心,偏心距取合理位置保證加工余量均分。鉆鏜偏心校正孔如圖5 所示。
(5)加工偏心體外圓。
此工序為加工偏心體外圓。取下圖2 中的軸承孔定位板,在偏心圓定位板上加工同偏心體校正孔相同尺寸的銷孔,放置一定位銷于此孔中,將工件下端的偏心定位孔套在此銷軸上,在上端的也插上一根銷軸,加工前校正兩定位銷確定的中心線至0.04mm以內,加工偏心體外圓至整面見光。使用相同方法加工另一側偏心圓至相同尺寸,如圖6 所示。
(6)加工銅軸承。
此工序為加工銅軸承。完成所有偏心體修復工序后冷裝銅瓦至軸承孔,校正2、3 步中所加工的兩臺階外圓同軸度至0.04mm以內,加工銅瓦內孔至要求。至此單件偏心體的修復工序全部完成,使用相同方法加工第二件偏心體,完成所有修復工作。
修復結果檢測
經(jīng)過以上修復工序完成了兩件偏心齒輪的修復工作。本次修復目的是為了保證每件偏心體中的兩組偏心圓同軸,兩組軸承孔同軸,兩組偏心距相同,同時還要保證兩件偏心體的各偏心距相等。經(jīng)過測量上述各組數(shù)據(jù)如表3 所示。
結束語
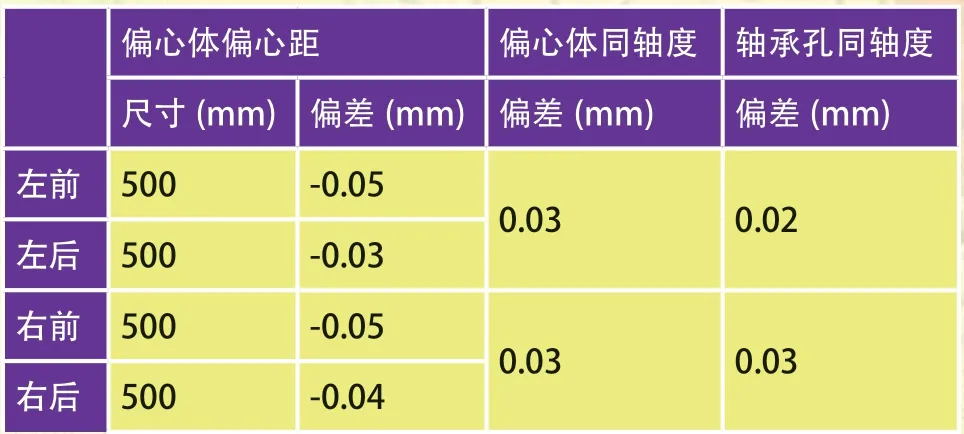
表3 修復后檢測數(shù)據(jù)
此案例偏心齒輪修復效果顯著。零件尺寸偏差均滿足設計要求,裝配后校正精度在各角度時均滿足部裝要求。但整個修復過程工藝流程較為復雜,轉序及定位次數(shù)較多,零件加工較繁瑣對修復精度有影響。使用此次修復工件進行裝配的壓力機自交付用戶起至今,期間未出現(xiàn)軸瓦發(fā)熱,銅瓦燒傷等情況。此次修復雖然還有很多不足,但也為類似零件的修復提供了一種思路,相關工藝還需要進一步優(yōu)化改進,也請各位同行給以批評指正。
